Es gibt eine Vielzahl von Abkantpressenwie manuelle Abkantpressen, hydraulische Abkantpressen und CNC-Abkantpressen.
Derzeit ist die beliebteste CNC-Abkantpresseauch Elektrohydraulik genannt Servo-Abkantpresse.
Das Servosystem und die lineare Skala der elektrisch-hydraulischen Servo-Abkantpresse können die Genauigkeit der Maschine während des Betriebs kontrollieren.
Das CNC-Steuerungssystem kann alle Biegeparameter einstellen, um die Genauigkeit des Biegeprogramms zu gewährleisten.
Der Hauptkörper der Abkantpresse besteht aus zwei C-förmigen Rahmen auf der linken und rechten Seite.
Die untere Werkbank und der obere Querträger sind mit den C-förmigen Rahmen verbunden.
Der Stempelbereich besteht aus einem Querträger mit einem Oberstempel und einer Werkbank mit einem Unterstempel. Der Hinteranschlag soll eine präzise Positionierung ermöglichen.
Die Komponenten und die Funktionsweise der Abkantpresse sind im Grunde gleich, sie unterscheiden sich lediglich in den Antriebsquellen und den einzelnen Teilen.
Als Nächstes werden wir die CNC-Abkantpresse als Beispiel nehmen und eine detaillierte Beschreibung ihrer Komponenten geben.
Rahmen
Die Hauptstruktur, die die gesamte Maschine trägt.
Es handelt sich in der Regel um eine hochfeste, vollständig geschweißte C-förmige Struktur, die aus vertikalen Platten auf der linken und rechten Seite, einem Bett (Werkbank) und Verbindungsstrukturen besteht.
Die Tiefe des Rahmens entspricht der Kehltiefe, was viel Platz zum Biegen bietet.
Es gibt auch Überwachungswerkzeuge am Rahmen, die die Rückfederung erkennen und auf ein Minimum reduzieren können.
Ram
Der Stößel, der beim Öffnen der Matrize (dem Trennen der oberen und unteren Matrize) zum Einsatz kommt, ist eine Matrizenkomponente, die vertikal gleiten oder einen bestimmten Winkel mit der Richtung der sich öffnenden Matrize bilden kann.
Er treibt den Oberstempel zu einer linearen Hin- und Herbewegung relativ zur Untermatrize an, um das Blech zu biegen, so dass ein bestimmter Biegewinkel oder Bogen gebildet wird.
Die Bewegung des Stößels besteht aus vier Teilen: Referenzfahrt der Maschine, Eilgang, Arbeitshub und Rücklauf des Stößels.
Es kann in Ober- und Unterteile unterteilt werden. Und es ist auch eine Antriebskomponente, die Druck auf die Maschine ausüben kann.
Außerdem ist der Stößel aus Stahlblech gefertigt und kann durch eine Kolbenstange mit einem Ölzylinder verbunden werden, der von synchronisierten Hydraulikzylindern auf beiden Seiten angetrieben wird.
Die lineare Skala auf beiden Seiten des Stößels ermöglicht eine präzise Positionierung für synchrone Bewegungen.
Mit Hilfe des Ölzylinders und des mechanischen Anschlags kann der Stößel die Krönung.
Er arbeitet mit einem Ölzylinder, einem mechanischen Stopper und einer Feineinstellungsstruktur, die die Stößelteile bilden. Durch hydraulischen Druck wird der Kolben (Stange) nach oben und unten bewegt.
Der mechanische Stopper wird durch das numerische Steuerungssystem kontrolliert und eingestellt.
Werkbank
Die Werkbank ist das Fundament der Abkantpresse. Der Werkzeughalter für die Unterwerkzeuge ist auf der Werkbank installiert.
Die Werkbank ist eine der drei Komponenten der Abkantpresse (linker und rechter Ölzylinder, Werkbank, Stößel) und besteht aus Grundplatte und Druckplatte.
Sie wird durch einen Knopfkasten (eine Vorrichtung zur Steuerung des Betriebs der Abkantpresse) betätigt und treibt einen Motor an, der sich zusammen mit dem Hinteranschlag hin und her bewegt.
Sie wird von einem CNC-System gesteuert, um den Verfahrweg zu bestimmen.
Es gibt zwei Arten der Bewegung: zum einen die Abwärtsbewegung des Oberstempels und zum anderen die Aufwärtsbewegung des Unterstempels.
Der Balken treibt den Stößel an und übt eine gleichmäßig verteilte Kraft nach unten aus.
Der Bombiermechanismus der Abkantbank kann die Kraftverteilung entsprechend anpassen.
Bei der Auswahl ist es wichtig, eine relativ kleine Größe zu wählen, die dennoch den Anforderungen der Bearbeitungsaufgaben gerecht wird.
Hintere Spurweite
Der Hinteranschlag ist ein wichtiger Bestandteil der Abkantpresse, mit dem die Position und Länge des Werkstücks während des Biegevorgangs kontrolliert und eingestellt wird.
Sie wird an der Rückseite der Abkantpresse angebracht und positioniert das Werkstück vor dem Biegen präzise.
Außerdem wird er von verschiedenen Motoren angetrieben und bewegt sich auf verschiedenen Achsen.
Die Kugelumlaufspindel und der Zahnriemen sorgen für die synchrone Bewegung des Hinteranschlags.
Der Hinteranschlag wird von der CNC-Steuerung gesteuert und kann sich auf 6 verschiedenen Achsen bewegen.
Die R-Achse zeigt Aufwärts- und Abwärtsbewegungen an. Die X-Achse steht für Vorwärts- und Rückwärtsbewegung. Die Z-Achse zeigt die Bewegung nach links und rechts an.
Während des Biegens wird das Werkstück auf die Matrize des Arbeitstisches gelegt. Schieben Sie das Werkstück so, dass es mit dem Anschlagfinger zusammenpasst. Der Hinteranschlag hat viele Anschlagfinger, die mit dem Werkstück verbunden sind.
Die Hauptfunktion des Hinteranschlags besteht darin, die Bewegung des Werkstücks während des Biegens zu begrenzen und sicherzustellen, dass das Werkstück in der richtigen Position gebogen wird.
Sie kann durch einen Motor, einen Servomotor oder einen Zylinder gesteuert und eingestellt werden.
Der Bediener kann die Position und die Länge des Hinteranschlags über das Steuersystem der Abkantpresse einstellen, um die Biegeanforderungen verschiedener Werkstücke zu erfüllen.
(1) Finger anhalten
Der Anschlagfinger ist eine Komponente, die die Größe des bearbeiteten Stücks anzeigt, wenn Vorder- und Hinteranschlag die Verschiebung ändern.
Der Anschlagfinger kann sich reibungslos auf der linearen Führungsschiene bewegen und lässt sich auch nach oben und unten verstellen, was bequem, effizient und einfach zu steuern ist.
Die Abkantpresse hat in der Regel mehrere Anschlagfinger, je nach der tatsächlichen Nachfrage Konfiguration der Zahl, ist es ein Punkt Kontakt, und kann das Problem der unzureichenden Geradheit der Platte zu vermeiden, die Realisierung der Biegung von verschiedenen Längen von Blechteilen.
(2) Hintere Anschlagleiste
Die Hinteranschlagleiste ist eine stabförmige Baugruppe, die zusammen mit dem Anschlagfinger verwendet wird, um die Position des Anschlagfingers durch einen elektrischen oder hydraulischen Antrieb zu bewegen und einzustellen.
Die Positionseinstellung der Hinteranschlagleiste kann durch das Steuerungssystem präzise gesteuert werden.
(3) Zurück gauge sensor
Der Hinteranschlagssensor wird verwendet, um die Position und die Länge des Werkstücks zu prüfen. Er kann die Position des Steuersystems durch ein Rückkopplungssignal informieren, wodurch eine genauere Positionierung erreicht wird.
(4) Rückstaukontrolle
Der Hinteranschlagregler ist ein elektrisches Gerät, das zur Steuerung des Hinteranschlags verwendet wird.
Er empfängt das Signal vom Hinteranschlagssensor und führt die Einstellung der Stückgutposition durch die Steuerung der Hinteranschlagleiste durch.
(5) Führungsschienen für Hinteranschlag
Hinteranschlag-Führungsschienen sind ein auf dem Bett installiertes Führungsschienensystem, das zur Unterstützung und Führung der Bewegung der Hinteranschlagstange dient.
Und sie sorgt dafür, dass die Stange während der Bewegung auf dem Bett ruhig und präzise bleibt.
Werkzeugklemmen

Abkantpressen-Zwingen werden zur Befestigung der Werkzeuge verwendet und sind in obere Zwingen und Zwingen auf der Werkbank unterteilt.
Während des Spannvorgangs können die oberen Klammern automatisch die Mitte ausrichten.
Die Zwingen werden auch in normale Zwingen und Schnellspannzwingen unterteilt.
Fast Clamp ist eine Schnellspann- und Fixiervorrichtung für Oberstempel auf der Abkantpresse.
Er wird auf dem Stößel der Abkantpresse befestigt und kann zum schnellen Spannen und Entfernen des Oberstempels verwendet werden.
Sie enthält eine Befestigungsbasis und eine vordere Druckplattenvorrichtung, die die Matrize einstellen kann, um eine gleichmäßige Kraft zu gewährleisten, Beschädigungen des Stößels zu verhindern und die Bearbeitungsgenauigkeit des Werkstücks stabil zu gewährleisten.
Stanzen und Matrizen
Die Werkzeuge der Abkantpresse sind in den Stempel (Oberwerkzeug) und die Matrize unterteilt.
Der Stempel und die Matrize werden für die Formung und Trennung von Blechen verwendet, die das Stückwerk in spezifische Formen und Größen bringt.
Die zum Biegen verwendete Matrize hängt von der Biegemethode, dem Biegewinkel, dem Rohmaterial und der Materialstärke ab.
Beim Biegen drückt der Stempel den Oberstempel in die Untermatrize, was einen Biegehub darstellt.
Die Stempel haben rechtwinklige Matrizen, spitzwinklige Matrizen, Schwanenhalsmatrizen usw., und die Untermatrize hat U-förmige Matrizen, V-förmige Matrizen usw.
Hydraulisches System
Das Hydrauliksystem dient zur Steuerung des Drucks und der Durchflussmenge des Hydraulikzylinders.
Sie besteht im Wesentlichen aus Motor, Ölpumpe, Öleinfüllventil und Ölzylinder, die am Rahmen der Abkantpresse montiert sind, wobei sich an der linken und rechten vertikalen Platte jeweils ein Ölzylinder befindet.
Die Hydraulikpumpe wandelt mechanische Energie in hydraulische Druckenergie um, um das Hydrauliksystem anzutreiben.
Der Hydraulikzylinder wandelt den Flüssigkeitsdruck in kinetische Energie um, um den Kolben anzutreiben.
Kontrollsystem
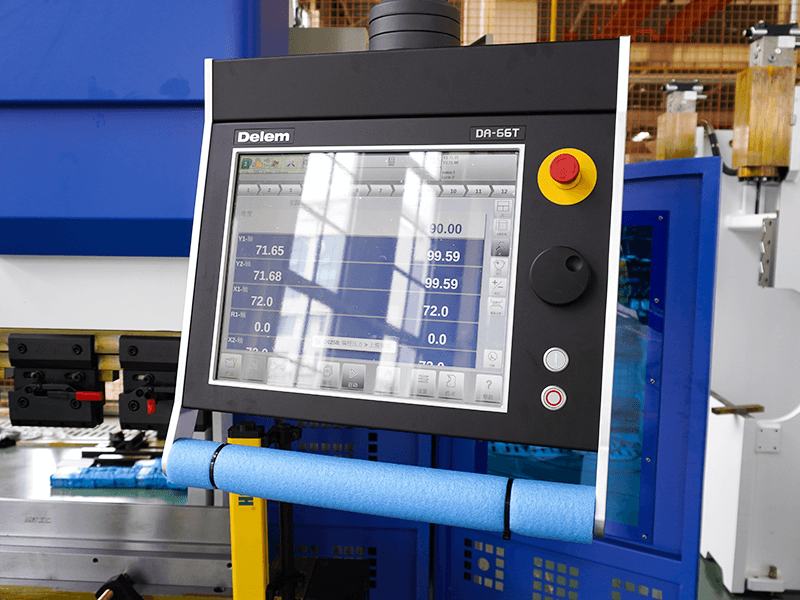
Die Steuerung, die als Gehirn der Abkantpresse dient, empfängt Eingabebefehle in Form von Text, Zahlen, Symbolen und Grafiken, aus denen sich die Bearbeitungsanweisungen zusammensetzen.
Sie steuert die Abkantpresse zur Ausführung des Bearbeitungsprogramms. Sie kann verschiedene Programme speichern und ist mit Schnittstellenkreisen und Servoantrieben ausgestattet.
Die Steuerung wird zur Einstellung und Kontrolle der Parameter und des Betriebs der Abkantpresse eingesetzt.
Die Steuerung der CNC-Abkantpresse kann den Biegeprozess durch Programmierung steuern.
Eine Vielzahl von Parametern kann im System gespeichert werden. Zu den derzeit beliebtesten Marken auf dem Markt gehören Delem, ESA, Cyblec usw.
Es gibt zwei Versionen des Controllers: Knopf und Touchscreen. Und es bietet 2D- und 3D-Grafikprogrammierung, um den Biegeprozess zu simulieren.
Sicherheitseinrichtungen

Wie z. B. Schutzabdeckungen, Not-Aus-Tasten usw., die der Sicherheit des Bedienpersonals dienen.
Auf beiden Seiten der Abkantpresse befinden sich Schutztüren. Wenn die Schutztüren geschlossen sind, ist der gefährliche Bereich auf beiden Seiten unzugänglich.
Wenn sie während des Betriebs geöffnet werden, stoppen alle Achsen ihre Bewegung.
Zu den fortschrittlicheren Schutzvorrichtungen gehören Lichtvorhang-Sicherheitsvorrichtungen und Laserschutzvorrichtungen.
Öl-Zylinder
Der Ölzylinder besteht im Wesentlichen aus Zylinderrohr, Zylinderkopf, Kolben, Kolbenstange, Dichtungsvorrichtung, Dämpfungsvorrichtung und Auslassvorrichtung. Er ist an beiden Seiten der Abkantpresse befestigt und treibt den Stößel an, um eine Auf- und Abwärtsbewegung auszuführen.
Vordere Stütze

Die vordere Stütze dient zur Unterstützung des zu biegenden Blechs und kann nach oben und unten verstellt werden.
Sie ist mit Führungsschienen ausgestattet und kann sich automatisch bewegen. Es ist sicherer und stabiler als eine manuelle Unterstützung, wodurch bessere Biegeergebnisse erzielt werden.
Kranarm
Der Kranarm dient zum Aufhängen oder Abstützen des kleinen Schaltkastens, der in alle Richtungen gedreht werden kann.
Es zeichnet sich durch eine gute Tragfähigkeit und eine starke und solide Struktur aus. Es ist meist aus einer hochwertigen Aluminiumlegierung mit offenem Guss hergestellt.
Elektrischer Schaltschrank
Der Schaltschrank ist ein kleiner Stromverteilerkasten für Niederspannung, in dem elektrische Leitungen, Messgeräte, Schalter und ähnliche Geräte in einem Metallschrank untergebracht sind.
Sie ist kompakt und wird in der Regel an der Seite der Abkantpresse installiert.
Krönung
Um die Genauigkeit der Einzelteile und die Kompensation der Verformung des Stößels zu gewährleisten, verfügt die Bombierung der Abkantpresse über zahlreiche Funktionen, wie z. B. Winkelbombierung, Längenbombierung, Spaltfehlerbombierung, usw.
Es gibt zwei Arten der Bombierung: hydraulische Bombierung und mechanische Bombierung. Mechanische Bombierung erhöht mehr Kompensationspunkte, die die Biegewirkung machen kann, um den erwarteten Effekt zu erreichen, und ist langlebig und stabil während des Gebrauchs.
Fußpedal
Das Fußpedal ist eine der vier Hauptkomponenten (Bediener, Ausrüstung, System, Fußpedal) beim Betrieb der Abkantpresse. Es integriert die Funktionen Not-Aus, Zyklus und Einzelschritt-Fernsteuerung.
Das Fußpedal ermöglicht die freie Steuerung der Bewegung des Hinteranschlags nach links und rechts sowie der Start- und Stoppfunktionen der Maschine und integriert die Steuerung der Werkzeugmaschine.
Darüber hinaus kann es mit einem WIFI-Modul für die Vernetzung ergänzt werden, was eine nahtlose Überwachung und Verwaltung im gesamten Bereich ermöglicht und vereinfachte Verwaltungsfunktionen bietet.
Hauptmotor
Der Motor befindet sich neben dem Filterelement und dient in der Regel der Antriebskraft und Leistungsübertragung, z. B. zum Antrieb einer Hydraulikpumpe oder eines Stellantriebs.
Servomotor
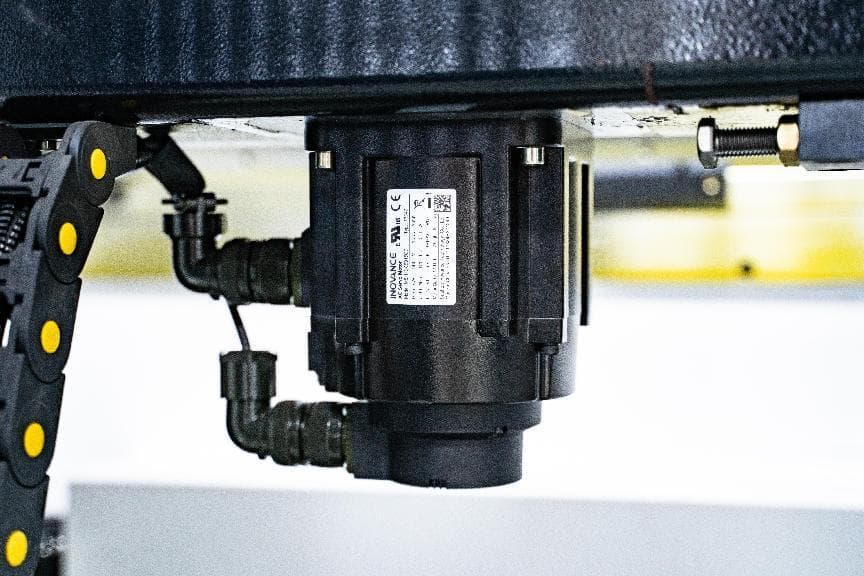
Der Servomotor wird für die Steuerung der Abkantpresse eingesetzt und dient der präzisen Steuerung von Position, Geschwindigkeit und Drehmoment.
Sie ist in der Regel mit dem Übertragungsmechanismus des Oberstempels oder der Untermatrize verbunden, um präzise Biegevorgang.
Filterelement
Das Filterelement dient in der Regel dazu, die Flüssigkeit im Hydrauliksystem zu filtern, damit das Hydrauliksystem ordnungsgemäß funktioniert.
Lineare Skala
Linearmaßstab dient zum Messen und Kontrollieren der Lage und des Winkels bei Biegeverfahren. Es kann auf dem Oberstempel oder der Untermatrize der Abkantpresse installiert werden.
Es wird verwendet, um die Position des oberen Stempels oder der unteren Matrize genau zu messen und die Bewegung der Abkantpresse rechtzeitig zu steuern.
Der Linearmaßstab zeichnet sich durch seine hohe Präzision und hohe Auflösung aus, die Ihre Anforderungen erfüllen und die Präzision und Stabilität des Biegeprozesses verbessern.
Schlussfolgerung
Wenn Sie neu auf dem Gebiet der Abkantpressen sind, können Sie diesen Artikel lesen, um das Grundwissen über Abkantpressen zu verstehen.
Die Abkantpressen von ADH umfassen CNC-Abkantpresse, NC-Abkantpresse, große Abkantpresse und Roboter-Biegezelle.
Die Biegetonnage reicht von 30 Tonnen bis 3000 Tonnen. Zu den Steuerungsmarken gehören ESTUN, DELEM, CYBELEC und ESA.
Sie können unsere Produkte durchsuchen die richtige Maschine zu wählen oder konsultieren Sie unseren Vertrieb um detaillierte Informationen zu erhalten.