Was ist ein Blechrücksprung?
Bevor Sie den Blechrücksprung verstehen, ist es wichtig, die Definitionen der Formlinie und der Biegelinie zu kennen.
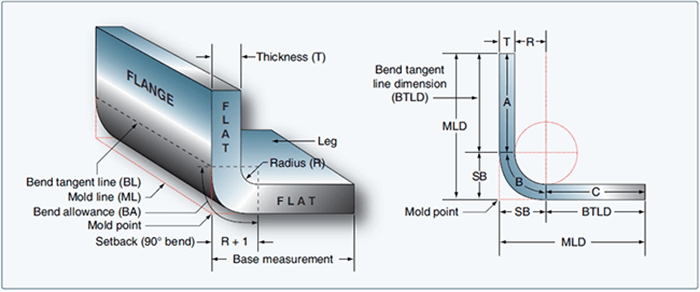
Die Biegelinie bezieht sich auf die gerade Linie, die auf beiden Seiten der Biegeplatten vorhanden ist und sich am Schnittpunkt des Biegebereichs und der Flanschkante befindet.
Die Formlinie bezieht sich auf die gerade Linie, die am Schnittpunkt der Außenflächen zweier gebogener Flansche gebildet wird, und kann entweder eine äußere oder innere Formlinie sein.
Der Rücksprung ist der Abstand von einer Biegelinie zur Formlinie und kann auch als Differenz zwischen der Formlinienlänge und der Flanschlänge beschrieben werden.
Bei einer 90-Grad-Biegung ist der Absenkungswert gleich dem Biegeradius plus der Blechdicke.
Mit der Kenntnis des Rücksprungmaßes kann man die Position der Biegetangente des Werkstücks bestimmen.
Der Rückschlag spielt eine entscheidende Rolle bei der Konstruktion des Werkstücks. Wenn das Werkstück mehrfach gebogen werden muss, muss der Rückschlag bei jeder Biegung abgezogen werden.
Es ist wichtig zu beachten, dass die Biegezugabe und Kurvenabzug kann sich aufgrund von Änderungen des K-Faktor-Wertes ändern, aber die Absenkung bleibt unabhängig von Änderungen des K-Faktors konstant.
Berechnung und Formel für die Absenkung
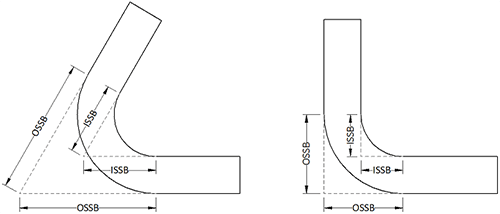
Der Rücksprung wird in zwei Arten unterteilt: Innenrücksprung und Außenrücksprung. Die Faktoren, die den Rücksprung beeinflussen, sind der Biegewinkel und der Radius.
Die Innenabsenkung ist der Abstand zwischen dem Tangentenpunkt des Innenradius und dem Scheitelpunkt der Innenformlinie.
Wenn sich der Biegewinkel und der Radius ändern, werden auch die Biegelinie und der Scheitelpunkt verschoben.
Die äußere Absenkung ist der Abstand zwischen dem Tangentenpunkt des Radius und dem äußeren Biegescheitelpunkt des Flansches.
Wenn man die Werte für die äußere Absenkung und den Biegeabzug kennt, kann man die Biegezugabe ermitteln.
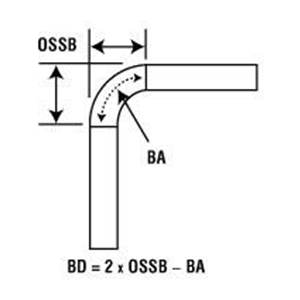
BA(Bend Allowance)=2OSSB-BD(Bend Deduction)
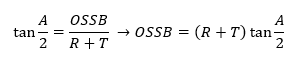
Die äußere Absenkung kann nach folgender Formel berechnet werden
Außenabsenkung(OSSB)=Tan(A/2) × (T+R)
Die Summe aus Biegeabzug und Biegezugabe entspricht dem Zweifachen der äußeren Absenkung.
Dies kann ausgedrückt werden als T (Blechdicke) + A (Biegewinkel) + R (innerer Biegeradius).
Bei einem Biegewinkel von 90° ist der Absenkungswert gleich dem Biegeradius plus der Blechdicke.
Wenn der Biegewinkel weniger als 90° beträgt, wird in der Regel der Komplementärwinkel verwendet, und wenn der Biegewinkel größer als 90° ist, wird in der Regel der eingeschlossene Winkel oder der Komplementärwinkel verwendet.

Schlussfolgerung
In diesem Blog werden die Definition, die Berechnungsmethode und die damit verbundenen Begriffe des Rückschlags beim Blechbiegen vorgestellt.
Die Absenkung ist ein entscheidender Aspekt der Werkstückgestaltung und steht in engem Zusammenhang mit dem K-Faktor, Biegezugabe, Kurvenabzugund andere Faktoren.
Nähert sich der Biegewinkel jedoch 180°, müssen die Werte für die innere und äußere Absenkung nicht berücksichtigt werden, da der Absenkungswert gegen unendlich geht und die Biegung nahezu flach ist.
Bei ADH widmen wir uns der Entwicklung und Herstellung von Blechbearbeitungsmaschinen, einschließlich Abkantpressen und Laserschneidmaschinen.
Wenn Sie weitere Informationen über unsere Produkte benötigen, wenden Sie sich bitte an unser Vertriebsteam.
FAQs
Was ist die Radius der Blechbiegung?
Der Biegeradius ist der Abstand zwischen der Biegeachse und der Innenfläche des Blechs und bezieht sich im Allgemeinen auf den Innenradius.
Der Wert des Außenradius ist gleich dem Innenradius plus der Blechdicke.
Je kleiner der Radius ist, desto höher sind die Zug- und Druckkräfte auf das Material.
Die Größe des Radius wird durch die Eigenschaften des Metallmaterials wie Zugfestigkeit, Duktilität, Dicke und die Größe der Matrizenöffnung bestimmt.
Im Allgemeinen gilt: Je größer die Öffnung der Matrize, desto größer der Radius.



