Die CNC-Abkantpresse ist eine Art Abkantpresse, die von einem CNC-System gesteuert wird.
CNC Abkantpresse kann Bleche zu verschiedenen Profilen falten.
Die Biegegenauigkeit und -menge hängt mit dem Synchronsystem, dem Hydrauliksystem und dem Hinteranschlag zusammen.
Die Funktion dieser Abkantpressenkomponenten wird durch die Anzahl der Abkantpressenachsen beeinflusst.
In diesem Artikel werden die Funktion und das Arbeitsprinzip der Abkantpressenachsen vorgestellt.
Was sind die Achsen der Abkantpresse?
Das CNC-System steuert die Bewegung der Achsen der Abkantpresse.
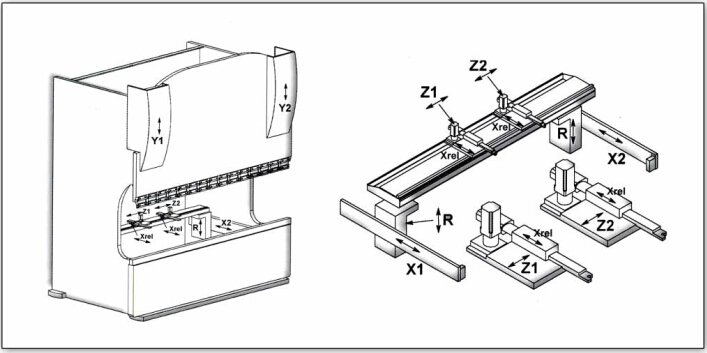
Die Achsen der Abkantpresse werden anhand ihrer Position in den Raumkoordinaten benannt.
Die Abkantpressenachse bezieht sich auf die mechanischen Elemente, die die Bewegung der verschiedenen Teile der Abkantpresse steuern.
Diese Bewegungen können eine Auf- und Abwärtsbewegung, eine Hin- und Herbewegung, eine Links- und Rechtsbewegung und sogar eine Feineinstellung des Biegewinkels des Blechs umfassen.
Die präzise Bewegung der Achse gewährleistet die genaue Position und den genauen Winkel des Metalls in der Abkantpresse und erleichtert den präzisen Biegevorgang.
Die für das Werkstück erforderliche Präzision bestimmt die Anzahl der von der Abkantpresse benötigten Achsen.
Typischerweise wird ein CNC-Abkantpresse hat mindestens drei Gruppen von Kontrollachsen: Y1/Y2, X- und R-Achse.
Diese werden zur Steuerung der Bewegung des Hinteranschlags, des Stößels und anderer Teile verwendet.
Mit einer Torsionswellen-Abkantpresse können einfache Werkstücke mit mindestens zwei Achsen gebogen werden, die zur Steuerung der Y-Achse des Stößels und der X-Achse des Hinteranschlags verwendet werden.
Die einfachste Abkantpresse benötigt nur eine Y-Achse zur Steuerung der Auf- und Abwärtsbewegung des Stößels.
Die Genauigkeit und Wiederholbarkeit der Bewegung der Y-Achse bestimmen die Genauigkeit des Biegewinkels.
Das Steuersystem steuert über Achsen die Bewegung der verschiedenen Teile und kontrolliert so den Biegewinkel und die Größe.
Was ist ein Hinteranschlag an der Abkantpresse?
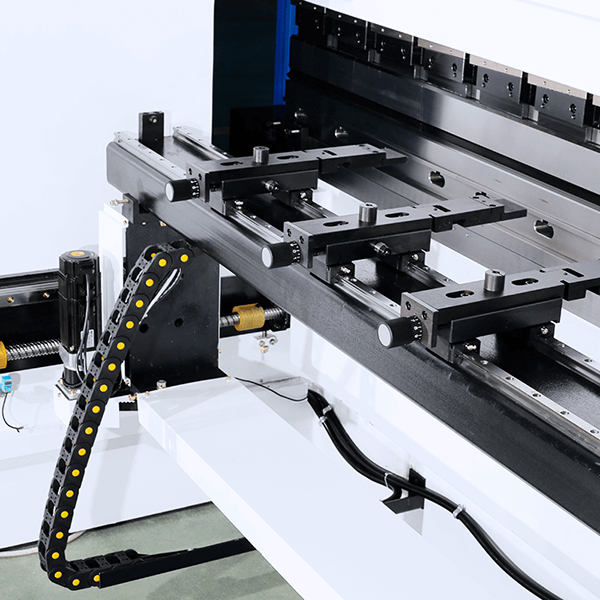
Der Hinteranschlag der Abkantpresse ist ein Bauteil, das der Positionierung und Ausrichtung des Blechs vor dem Biegen dient. Er befindet sich auf der Rückseite des Biegewerkzeugs und bewegt sich entlang der X-Achse.
Der Hinteranschlag besteht aus einer Reihe von Anschlagfingern und -blöcken, die je nach gewünschter Biegelänge an der gewünschten Stelle eingestellt werden können. Diese Finger können manuell, elektrisch oder über ein CNC-System bedient werden.
Der Hinteranschlag dient dazu, die Konsistenz und exakte Position des Blechs beim Biegen zu gewährleisten.
Durch die Steuerung der Tiefe und der Position zwischen dem Blech und dem Biegewerkzeug lassen sich präzise Biegewinkel, Längen und geometrische Formen realisieren.
Sie spielt eine herausragende Rolle bei der Verbesserung der Produktivität, der Verkürzung der Rüstzeiten und der Gewährleistung der Wiederholbarkeit von Biegevorgängen.
Es macht das manuelle Messen und Vermessen überflüssig und ermöglicht so einen konsistenten und effizienten Biegeprozess.
Bei modernen Abkantpressen kann der Hinteranschlag in die Abkantpresse integriert werden. Abkantpressensteuerung um die automatische Positionierung und Steuerung zu ermöglichen. Diese Integration bietet eine nahtlose Zusammenarbeit zwischen dem Hinteranschlag und der Abkantpressenachse, was einen genauen Biegevorgang und eine präzise und wiederholbare Biegung ermöglicht.
Der Hinteranschlag wird von der CNC-Steuerung gesteuert, um die Bleche genau zu positionieren.
Normalerweise hat ein Hinteranschlag mindestens eine Achse, modernere Systeme können bis zu sechs Achsen haben.
Ein separater Motor treibt jede Achse an, um sie in eine bestimmte Richtung hin und her zu bewegen.
Kugelumlaufspindel, Zahnriemen und Achsen realisieren gemeinsam eine synchrone Bewegung.
Diese präzisen, sich wiederholenden Vorgänge gewährleisten die Genauigkeit jeder Charge von Werkstücken.
Optische Sensoren und CNC-Programmierung an der Abkantpresse können ebenfalls zur Positionierung genutzt werden.
Beziehung zwischen Hinteranschlag und Achse
Der Hinteranschlag der Abkantpresse steht in engem Zusammenhang mit der Achse der Abkantpresse und sorgt so für einen genauen und präzisen Biegevorgang.
Die Abkantpresse Achse bezieht sich auf verschiedene bewegliche Achsen innerhalb der Abkantpresse, wie die X-Achse, Y-Achse, Z-Achse und R-Achse.
Diese Achsen steuern die Positionierung des Biegewerkzeugs und die Bewegung des Blechs während des Biegevorgangs.
Andererseits können die Position und die Höhe des Hinteranschlags durch die Einstellung der Abkantpressenachse gesteuert werden.
Durch die Steuerung der Position der Y- und X-Achse kann der Hinteranschlag auf das Werkstück ausgerichtet werden, wodurch die Genauigkeit und Konsistenz der Biegung gewährleistet werden kann.
Heutzutage sind der Hinteranschlag und die Abkantpresse in der Regel integriert und werden von einem CNC-System gesteuert. Diese Integration ermöglicht eine automatische Positionierung und präzise Steuerung zwischen Abkantpresse und Hinteranschlag, wodurch ein effizienter und genauer Biegeprozess erreicht wird.
Hauptgruppen der kontrollierten Achsen
Y-Achse
Die Y-Achse stellt die vertikale Achse dar, um die sich die Abkantpresse in Richtung der Tiefe bewegt.
Die Y-Achse steuert den wichtigsten Stößelteil der Abkantpresse.
Der Stempel treibt die Matrize an und übt durch Auf- und Abwärtsbewegungen Druck auf die Metallplatte aus.
Unter Luftbiegenwird die Auf- und Abwärtsbewegung des oberen Trägers stabil und gleichmäßig durch die Y-Achse angetrieben.
Die Y-Achse kann in die Achsen Y1 und Y2 unterteilt werden, die sich jeweils oben an den beiden Ständern befinden.
Y1 und Y2 steuern die Auf- und Abwärtsbewegung von Zylindern auf beiden Seiten der Abkantpresse.
Die Auf- und Abwärtsbewegung des oberen Trägers wird durch die Y-Achse stabil und gleichmäßig gesteuert.
Y1 und Y2 sind die Achsen des linken bzw. rechten Zylinders im geschlossenen Regelkreis.
Y1 und Y2 können auch die Höhe des oberen Balkens unabhängig voneinander einstellen.
Y1:linker Zylinder, vollständig geregelte Achse
Y2: rechter Zylinder, voll geregelte Achse
Äxte auf dem Hinteranschlag:
Der Hinteranschlag bestimmt die Biegegenauigkeit des Werkstücks.
Je komplexer das Werkstück ist, desto mehr Achsen werden für den Hinteranschlag benötigt.
Es gibt höchstens 6 Achsen auf dem Hinteranschlag, und diese Achsen werden verschiedene Varianten haben.
Jede Achse hat einen separaten Antriebsmotor, um die Positioniergenauigkeit zu gewährleisten.
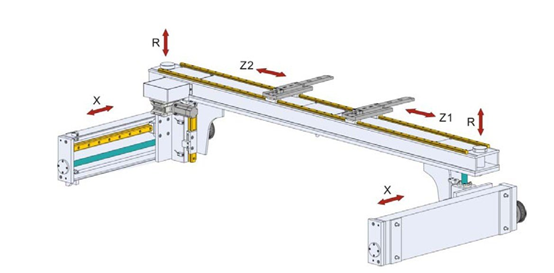
X-Achse
Die X-Achse steuert hauptsächlich die Vorwärts- und Rückwärtsbewegung des Hinteranschlags.
Die X-Achse ist eine sehr wichtige Achse in der Biegeverfahrendie die Flanschlänge des Werkstücks bestimmt.
Wenn das Blech zum Hinteranschlag geschoben wird, positioniert der Anschlagfinger an der X-Achse das Blech.
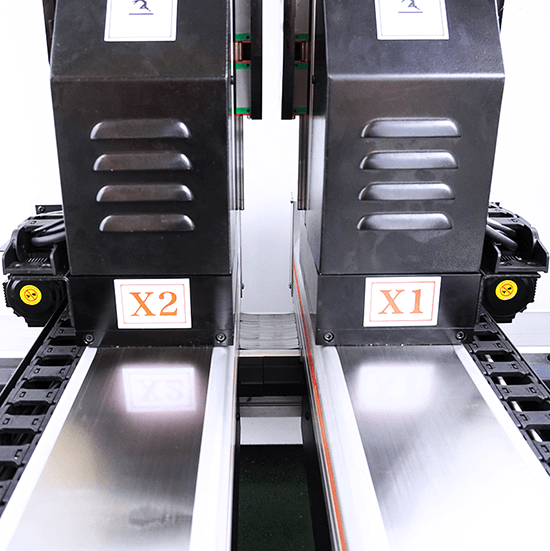
Die Verfahrbreite der X-Achse an der Abkantpresse ist fest, kann aber in die Achsen X1 und X2 unterteilt werden.
Die Achsen X1 und X2 ermöglichen es den Anschlagfingern des Hinteranschlags, sich unabhängig voneinander auf der linken und rechten Seite hin und her zu bewegen.
Die X-Achse steuert die Vorwärts- und Rückwärtsbewegung des Hinteranschlags.
Solange das Blech in den Hinteranschlag einläuft, kann der Anschlagfinger die Platte genau positionieren.
X1 ist die Vorwärts- und Rückwärtsbewegungsachse des linken Anschlagfingers, und X2 ist die Vorwärts- und Rückwärtsbewegungsachse des rechten Anschlagfingers.
Die Achsen X1 und X2 können die Länge des zu bearbeitenden Werkstückflansches messen.
X1: linker Anschlagfinger hin und her fahrende Achse
X2: Rechtsanschlag Finger hin und her bewegen Achse
R-Achse
Die R-Achse steuert die Auf- und Abwärtsbewegung von Hinteranschlag und Anschlagfinger.
Die Höhe der R-Achse kann automatisch an die Höhe der Werkzeuge angepasst werden. Die R-Achse ist in R1 und R2 unterteilt.
Die beiden Achsen können sich auf der linken und rechten Seite unabhängig voneinander nach oben und unten bewegen.
Je nach Komplexität des Werkstücks können die beiden Achsen in unterschiedlichen Abständen positioniert werden.
Die R-Achse kann auch den gebogenen Flansch positionieren, der sich unter der Biegeebene bewegt.
R1: linker Anschlagfinger auf und ab fahrende Achse
R2: rechter Anschlag Finger auf und ab bewegende Achse
Z-Achse
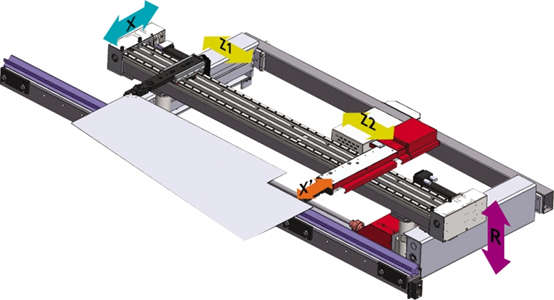
Die Z-Achse steuert die Bewegung des Hinteranschlags der Abkantpresse nach links und rechts.
Die Z-Achse ist nützlich, wenn das Biegen eines Werkstücks mehrere Biegeschritte und Zyklen erfordert.
Die Achsen Z1 und Z2 können durch Programmierung unabhängig voneinander positioniert werden.
Die Positionierung mit der Z-Achse kann die Genauigkeit und Effizienz des Biegens verbessern.
Die Positionierung der Z-Achse bietet eine gleichmäßige Unterstützung für längere Biegebleche.
Die Bewegung der Z-Achse bestimmt die horizontale Position des Hinteranschlags, um die Anforderungen an die Breite und die horizontale Position der verschiedenen Werkstücke zu erfüllen.
Z1: Linksanschlag Finger links und rechts bewegte Achse
Z2: Rechtsanschlag Finger links und rechts bewegte Achse
Andere Achsen an der Abkantpresse
In der modernen Metallverarbeitung spielt die Abkantpresse eine zentrale Rolle. Abgesehen von den oben genannten üblichen Achsen gibt es viele zusätzliche Achsen, mit denen moderne Abkantpressen ausgestattet sind, um die Kontrolle und Flexibilität zu erhöhen. Dazu gehören die V-Achse, die L-Achse und die Delta-X-Achse.
V-Achse verfügt über eine spezielle Funktion, die das Konzept der Krönung Entschädigung.
Beim Biegen eines langen Metallstücks neigt die Mitte normalerweise dazu, sich aufgrund des durch die Bremse verursachten Drucks zu verbiegen, was zu einem unvollkommenen Biegeeffekt führt.
Um dies zu vermeiden, stellt die V-Achse das Maschinenbett ein und kompensiert die Durchbiegung, um eine genaue und gerade Biegung des gesamten Materials zu gewährleisten.
L-Achse steuert die horizontale Bewegung des Hinteranschlags.
Diese Links- und Rechtsbewegung erhöht die Flexibilität bei der Bearbeitung breiterer Bleche oder beim außermittigen Biegen.
Es verleiht dem System viel Flexibilität Betrieb der Abkantpresseinsbesondere beim Umgang mit komplexem Zubehör und genauen Biegevorgangs.
Endlich, die Delta X-Achse steuert die unabhängige Bewegung der Hinteranschlagfinger, wodurch sich jeder Finger unabhängig bewegen kann, was bei komplexen Biegevorgängen oder asymmetrischen Teilen enorme Vorteile bietet.
Durch die unabhängige Einstellung der Position jedes Fingers kann die Delta X-Achse hochpräzises Biegen bei komplexen und kundenspezifischen Fertigungsaufgaben erreichen.
Diese Achsen bieten vor allem eine höhere Präzision und Genauigkeit bei Betrieb der Abkantpresse.
Wenn man ihre Funktionen versteht und weiß, wie man sie optimal einsetzt, kann man die Effizienz, die Genauigkeit und die Gesamtleistung beim Biegen und Verarbeiten von Metall erheblich verbessern.
Mit der ständigen Weiterentwicklung der Technologie werden viele fortschrittliche Achsen und Funktionen eingeführt, um die Möglichkeiten im Bereich der Metallverarbeitung zu erweitern.
Wie man eine mehrachsige Abkantpresse auswählt
Die Anzahl der Achsen der Abkantpresse bestimmt die Komplexität und Genauigkeit des Werkstücks.
Je mehr Achsen, desto höher sind jedoch die Kosten für die Maschinenbeschaffung.
Wenn es keine komplexen Biegeanforderungen gibt, ist nur eine einfache 3- oder 4-Achsen-Abkantpresse erforderlich.
Wenn komplexe und präzise Werkstücke bearbeitet werden müssen, ist der Biegeeffekt umso besser, je größer die Anzahl der Achsen ist.
Schlussfolgerung
Die Biegegenauigkeit einer Abkantpresse wird durch die Bewegung ihrer Achsen bestimmt.
Eine Abkantpresse sollte mindestens eine Y-Achse haben, um die Auf- und Abwärtsbewegung des Stößels zu steuern.
Die Y-Achse ist die wichtigste Achse, da sie den Biegewinkel des Werkstücks steuert.
Die gebräuchlichste Abkantpresse ist die 3-Achsen-Konfiguration, die mit Y1/Y2, X- und R-Achse ausgestattet ist.
Beim Kauf einer Abkantpresse ist es wichtig, je nach Komplexität des Werkstücks die richtige Anzahl von Achsen zu wählen.
ADH ist ein Profi Abkantpressenhersteller. Unsere Produktexperten können Ihnen helfen, die für Ihr Budget am besten geeignete Abkantpresse auszuwählen.




