I. Einführung der Abkantpresse
Abkantpressen sind wichtige Maschinen, die in der Metallverarbeitung zum Biegen und Formen von Blechen in verschiedene Formen und Winkel eingesetzt werden.
Das grundlegende Funktionsprinzip einer Abkantpresse ist einfach: Ein Blech wird auf ein unteres Werkzeug, die Matrize, gelegt, und ein oberes Werkzeug, der Stempel, drückt mit großer Kraft auf das Blech, wodurch sich das Metall biegt und der Form der Matrize anpasst.
Aufgrund ihrer Fähigkeit, Metallteile präzise zu formen, sind Abkantpressen äußerst vielseitig und werden in einer Vielzahl von Branchen eingesetzt. Einige gängige Anwendungen sind:
In der Automobilindustrie werden Abkantpressen zum Formen von Karosserieteilen, Rahmen, Halterungen und anderen Strukturteilen verwendet.
In der Luft- und Raumfahrtindustrie werden Abkantpressen zur Herstellung von Rumpfsektionen, Flügelkomponenten, Triebwerksgehäusen und vielem mehr eingesetzt.
Bei Bau- und Infrastrukturprojekten werden Pressbiegeteile verwendet, z. B. Stahlkonstruktionsprofile, Dachpaneele und HLK-Rohre.
Abkantpressen stellen auch Komponenten für Elektronik, medizinische Geräte, Haushaltsgeräte, Möbel und viele andere Produkte her, die wir täglich benutzen.
II. Was ist die Tonnage einer Abkantpresse?
Die Tonnage der Abkantpresse bezieht sich auf die maximale Abkantpresse Biegekraft oder Biegeleistung, die zum Biegen einer Metallplatte mit einer Abkantpresse erforderlich ist.
Die Tonnage der Abkantpresse bestimmt die maximale Kraft, die sie auf die Metallplatte ausüben kann, um präzise Biegewinkel zu erzielen.
Außerdem darf die tatsächliche Arbeitstonnage die Arbeitskapazität der Abkantpresse und die maximale Tragfähigkeit des Werkzeugs nicht überschreiten.
Durch die Wahl der richtigen Tonnage können häufige Probleme wie Werkzeugbeschädigung, ungenaues Biegen und unzureichende Kraft für die gewünschte Biegung vermieden werden.
Die tatsächliche Tonnage wird von vielen Faktoren beeinflusst, wie z. B. Biegeradius, Biegeverfahren, Materialdicke, Materialzugfestigkeit, Matrizenverhältnis, Reibung zwischen Material und Matrize, Walzrichtung des Stahls, Kaltverfestigung und so weiter.
Im Allgemeinen gilt: Je dicker und härter das Blech gebogen wird, desto höher ist die Arbeitstonnage. Umgekehrt gilt: Je dünner das Blech ist, desto geringer ist die erforderliche Tonnage.

Die Kraft, die von der Abkantpresse auf das Material ausgeübt wird, wird in Tonnage gemessen, die eine entscheidende Rolle bei der Gewährleistung einer genauen und gleichmäßigen Biegung spielt.
Die Tonnage kann als die maximale Kraft definiert werden, die eine Biegemaschine ausüben kann, um eine Metallplatte zu formen, normalerweise ausgedrückt in Tonnen pro Fuß oder Kilonewton pro Meter.
Jede Abkantpresse hat einen anderen Grenzwert für die maximale Kraft, die sie erzeugen kann, und die Auswahl der geeigneten Tonnage für jede Anwendung ist entscheidend, um Schäden an der Maschine, den Werkzeugen oder den Materialien zu vermeiden.
Die Berechnung der Abkantpressentonnage basiert hauptsächlich auf Faktoren wie Blechdicke, Biegelänge und V-förmige Öffnungsweite.
Mit dem Tonnage-Rechner für Abkantpressen können Sie die für eine bestimmte Aufgabe erforderliche Kraft ermitteln.
Es ist wichtig, die verschiedenen Maßeinheiten zur Messung der Tonnagekapazität zu kennen, da die Berechnungsmethoden unterschiedlich sein können.
Die Beispielformel für die Tonnageberechnung basiert auf kaltgewalztem Stahl AISI 1035 mit einer Zugfestigkeit von 60000 PSI.
Neben der Tonnage spielen auch andere Faktoren wie der Formwinkel, der K-Faktor und die Werkzeugkompatibilität eine wichtige Rolle bei der Erzielung einer präzisen und gleichmäßigen Biegung.
Beim Einrichten und Betreiben der Biegemaschine müssen diese Faktoren berücksichtigt werden, um gleichbleibende Ergebnisse zu gewährleisten und die Effizienz des Biegeprozesses zu erhalten.
Es gibt mehrere Methoden, um die Tonnage einer Abkantpresse zu messen, und die Kenntnis der am häufigsten verwendeten Maßeinheiten für die Tonnagekapazität ist ein wichtiger erster Schritt.
Die Tonnage der Abkantpresse kann anhand einer Formel berechnet werden, die Faktoren wie Materialdicke, Biegelänge und Breite der V-förmigen Matrizenöffnung berücksichtigt.
Diese Formel kann in Verbindung mit Tonnagetabellen oder -rechnern verwendet werden, mit deren Hilfe die für die Biegung erforderliche Kraft abgeschätzt werden kann.
Wählen Sie die richtige Tonnage für die Abkantpresse, um Werkzeugschäden oder übermäßige Kräfte zu vermeiden, die den Arbeitstisch oder den Stößel beschädigen können.
Der Grenzwert für die Senkungstonnage bezieht sich auf die Zeit, die erforderlich ist, um den Stempel in die Basis oder den Stößel der Abkantpresse einzubetten, wobei der "Kraftfluss" durch das Werkzeug und die maximale Tonnage pro Fuß oder Zoll der Last berücksichtigt werden.
III. Faktoren, die die Tonnage von Abkantpressen beeinflussen
Biegeverfahren
| Biegeverfahren | Auswirkung auf die Tonnage der Abkantpresse |
| Air Bending | Es erfordert mehr Tonnage als das Luftbiegen, da der Stempel in der Matrize aufliegt. Das Material berührt die Stempelspitze und die Seitenwände der Matrize. Die Tonnage ist höher, aber nicht so hoch wie beim Prägen. |
| Biegen des Bodens | Es erfordert mehr Tonnage als das Luftbiegen, da der Stempel in der Matrize aufliegt. Das Material berührt die Stempelspitze und die Seitenwände der Matrize. Die Tonnage ist höher, aber nicht so hoch wie beim Prägen. |
| Prägung | Erfordert die höchste Tonnage. Stempel und Matrize haben vollen Kontakt mit dem Material, komprimieren und verdünnen es. Es wird eine sehr hohe Kraft aufgewendet, damit sich das Material vollständig dem Werkzeugwinkel anpasst. |
Verschiedene Metallbiegeverfahren erfordern unterschiedliche Tonnagen. Beim Luftbiegen zum Beispiel kann die Tonnage durch Änderung der Öffnungsweite der Matrize erhöht oder verringert werden.
Der Biegeradius beeinflusst die Öffnungsweite der Matrize. In diesem Fall muss ein Verfahrensfaktor in die Formel aufgenommen werden. Bei der Verwendung des Bodenbiege- und Prägeverfahrens ist die erforderliche Tonnage höher als beim Luftbiegen.
Wenn die Tonnage für die untere Biegung berechnet wird, muss die Tonnage pro Zoll Luftbiegung mindestens mit dem Fünffachen multipliziert werden. Wird das Prägen verwendet, kann sogar noch mehr Tonnage erforderlich sein als bei der unteren Biegung.
Matrizenbreite
Wir haben gelernt, dass beim Luftbiegen die erforderliche Tonnage mit zunehmender Größe der Matrizenöffnung abnimmt und mit abnehmender Größe der Öffnung zunimmt.
Dies liegt daran, dass die Breite der Matrizenöffnung den inneren Biegeradius bestimmt und ein kleinerer Matrizenradius mehr Tonnage erfordert.
Beim Luftbiegen beträgt das Matrizenverhältnis in der Regel 8:1, was bedeutet, dass der Öffnungsabstand der Matrize das Achtfache der Materialdicke beträgt. An diesem Punkt ist die Materialdicke gleich dem inneren Biegeradius.
Reibung und Geschwindigkeit
Beim Luftbiegen muss der Stempel über die Öffnung der Untermatrize geführt werden, um das Blech zu biegen.
Wenn die Oberfläche der Metallplatte nicht geschmiert ist, erhöht sich die Reibung zwischen der Matrize und dem Blech, wodurch mehr Tonnage zum Biegen des Blechs erforderlich ist und die Rückfederung des Materials verringert wird.
Umgekehrt wird bei einer glatten und geschmierten Blechoberfläche die Reibung zwischen der Matrize und dem Blech verringert, was zu einer geringeren Tonnage führt, die zum Biegen des Blechs erforderlich ist. Dies erhöht jedoch die Rückfederung des Blechs.
Auch die Biegegeschwindigkeit wirkt sich auf die erforderliche Tonnage aus. Je höher die Biegegeschwindigkeit ist, desto geringer ist die erforderliche Tonnage.
Eine Erhöhung der Geschwindigkeit kann auch die Reibung zwischen der Matrize und dem Blech verringern, aber dadurch wird auch die Rückfederung des Blechs erhöht.
Materialdicke, Zugfestigkeit und Biegelänge
Die Tonnage ist die Kraft, die von der Abkantpresse auf das Blech ausgeübt wird. Daher wird der Bereich einer Biegekraft durch die Dicke und Zugfestigkeit des zu biegenden Blechs bestimmt.
Ein Faktor ist die Art des Biegematerials. Verschiedene Materialien haben unterschiedliche Zugfestigkeiten, die sich direkt auf die zum Biegen erforderliche Kraft auswirken.
So erfordert beispielsweise nichtrostender Stahl in der Regel eine höhere Tonnage als Baustahl oder Aluminium. Die Zugfestigkeit bezieht sich auf die maximale Spannung, die ein Material bei gleichmäßiger Belastung aushalten kann. Wenn diese Spannung aufgebracht und aufrechterhalten wird, wird das Material schließlich brechen.
Typische Zugfestigkeiten einiger Materialien
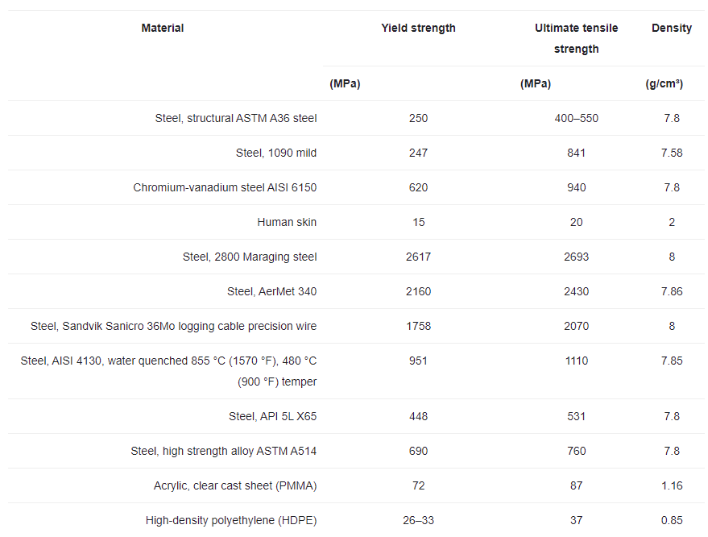
Ein weiterer wichtiger Faktor ist die Dicke des Blechs. Je größer die Dicke des Materials ist, desto größer ist die erforderliche Tonnage und umgekehrt.
| Material | Dicke (mm) | Biegeradius (mm) | Tonnage-Multiplikator | Erforderliche Tonnage (Tonnen/m) |
| Baustahl | 1 | 1 | 1 | 10 |
| Baustahl | 2 | 2 | 1 | 40 |
| Baustahl | 3 | 3 | 1 | 90 |
| Aluminium (5052-H32) | 1 | 1 | 0.45 | 4.5 |
| Aluminium (5052-H32) | 2 | 2 | 0.45 | 18 |
| Aluminium (5052-H32) | 3 | 3 | 0.45 | 40.5 |
| Rostfreier Stahl (304) | 1 | 1 | 1.45 | 14.5 |
| Rostfreier Stahl (304) | 2 | 2 | 1.45 | 58 |
| Rostfreier Stahl (304) | 3 | 3 | 1.45 | 130.5 |
| Baustahl | 2 | 1 | 1 | 60 |
| Baustahl | 2 | 3 | 1 | 30 |
| Rostfreier Stahl (304) | 2 | 1 | 1.45 | 87 |
| Rostfreier Stahl (304) | 2 | 3 | 1.45 | 43.5 |
Die Tabelle zeigt:
- Mit zunehmender Materialstärke steigt die erforderliche Tonnage für alle Materialien erheblich an. Eine Verdoppelung der Dicke von 1 mm auf 2 mm vervierfacht die Tonnage.
- Aluminium benötigt etwa 45% der Tonnage im Vergleich zu Baustahl derselben Dicke, während Edelstahl etwa 45% mehr Tonnage als Baustahl benötigt.
- Eine Verringerung des inneren Biegeradius bei gleichbleibender Dicke erhöht die erforderliche Tonnage. Die Halbierung des Radius von 2 mm auf 1 mm erhöht die Tonnage um 50%.
- Der Tonnage-Multiplikator variiert je nach Materialart und Zugfestigkeit. In diesem Beispiel beträgt er 1,0 für Baustahl, 0,45 für Aluminium 5052-H32 und 1,45 für nichtrostenden Stahl 304.
Die Biegelänge der Abkantbank ist die maximale Länge, die die Metallplatte gebogen werden kann. Die Biegelänge der Abkantpresse sollte etwas länger sein als das zu biegende Material.
Wenn die Länge der Werkbank nicht korrekt ist, können die Matrize oder andere Komponenten beschädigt werden. Der Biegebelastungsrechner kann dabei helfen, die erforderliche Tonnage auf der Grundlage der Materialstärke und anderer Faktoren wie Biegelänge und V-förmige Öffnungsbreite zu bestimmen.
Faktor Werkzeugbau
Auch der Abkantstempel ist ein zu berücksichtigender Faktor. Auch für diese Stempel gibt es Belastungsgrenzen für Abkantpressen. Rechtwinklige V-Stempel können eine große Tonnagebelastung tragen.
Aufgrund des geringen Winkels und des geringeren Materialeinsatzes bei der Herstellung von spitzwinkligen Matrizen, wie z. B. Schwanenhalsmatrizen, sind diese nicht für hohe Belastungen geeignet.
Bei der Verwendung verschiedener Werkzeuge darf deren maximale Biegekraft nicht überschritten werden. Darüber hinaus wirken sich auch der Werkzeugradius und der Biegeradius auf die Tonnageanforderungen aus.
Ein größerer Formradius kann zu einem Anstieg der erforderlichen Biegekraft führen. Ebenso können größere Biegeradien zu einem höheren Tonnagebedarf führen.
Das Verhältnis zwischen der Breite der Formöffnung und der Dicke des Materials ist ein weiterer Faktor, der berücksichtigt werden muss. Für dünnere Materialien wird ein geringeres Verhältnis empfohlen (z. B. 6 zu 1).
Bei dickeren Materialien kann ein höheres Formverhältnis (z. B. 10:1 oder 12:1) erforderlich sein, um die Biegekraft zu verringern und die Anwendung im Rahmen der Kapazität der Biegemaschine zu halten.
IV. Wie man die Tonnage einer Abkantpresse bestimmt?
Die grundlegende Formel zur Berechnung der Tonnage:
Wo:
- P: Erforderliche Tonnage (Tonnen)
- K: K-Faktor, materialabhängig, z. B. 1,45 für Baustahl
- L: Länge der Biegung (mm)
- T: Materialstärke (mm)
- V: Öffnungsweite der V-Matrize (mm)
- C: Konstante, 25 für imperiale Einheiten, 2,5 für metrische Einheiten
Formel zur Berücksichtigung der Zugfestigkeit:
Wo:
- UTS: Höchstzugkraft des Materials (N/mm^2^), z. B. 450 für kohlenstoffarmen Stahl
Die Tonnage einer Abkantpresse kann anhand einer Tonnagetabelle ermittelt werden.
Tonnagetabelle für Abkantpressen:
| V | B | R | S | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.6 | 0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | 8 | 10 | 12 | 14 | |||
| 4 | 3 | 1 | 41 | 59 | ||||||||||||||||
| 6 | 4 | 1 | 27 | 39 | 69 | 108 | ||||||||||||||
| 8 | 6 | 1 | 29 | 52 | 81 | 117 | ||||||||||||||
| 10 | 7 | 2 | 23 | 42 | 65 | 94 | 146 | |||||||||||||
| 12 | 8 | 2 | 35 | 54 | 78 | 122 | 217 | |||||||||||||
| 14 | 10 | 2 | 46 | 67 | 104 | 186 | 290 | |||||||||||||
| 16 | 11 | 3 | 59 | 91 | 163 | 254 | ||||||||||||||
| 18 | 13 | 3 | 81 | 144 | 226 | 325 | ||||||||||||||
| 20 | 14 | 3 | 130 | 203 | 293 | 398 | ||||||||||||||
| 24 | 17 | 4 | 108 | 169 | 244 | 332 | 433 | |||||||||||||
| 28 | 20 | 5 | 145 | 209 | 284 | 371 | 470 | |||||||||||||
| 32 | 23 | 5 | 127 | 183 | 249 | 325 | 411 | 508 | ||||||||||||
| 36 | 25 | 6 | 163 | 221 | 289 | 366 | 451 | |||||||||||||
| 40 | 28 | 7 | 199 | 260 | 329 | 406 | 585 | |||||||||||||
| 45 | 32 | 8 | 177 | 231 | 293 | 361 | 520 | |||||||||||||
| 50 | 35 | 8 | 208 | 263 | 325 | 468 | 832 | |||||||||||||
| 55 | 39 | 9 | 239 | 295 | 425 | 756 | ||||||||||||||
| 60 | 42 | 10 | 271 | 390 | 693 | 1083 | ||||||||||||||
| 65 | 46 | 11 | 250 | 360 | 640 | 1000 | ||||||||||||||
| 70 | 49 | 12 | 334 | 594 | 929 | |||||||||||||||
| 80 | 57 | 13 | 293 | 520 | 813 | 1170 | ||||||||||||||
| 90 | 64 | 15 | 462 | 722 | 1040 | 1416 | ||||||||||||||
| 100 | 71 | 17 | 416 | 650 | 936 | 1274 | ||||||||||||||
| 120 | 85 | 20 | 542 | 780 | 1062 |
Anmerkung:
- Die Einheit der Abkantpressentonnage in der Tabelle ist KN
- Die obigen Daten basieren auf der Biegung eines 1-Meter-Blechs mit einer Zugfestigkeit von 450 N/mm².
Die Tonnage in dieser Tabelle basiert auf der Materialzugfestigkeit von σb=450N/mm2. Der Wert in der Tabelle ist die Biegekraft, wenn die Länge der Metallplatte 1 m beträgt.
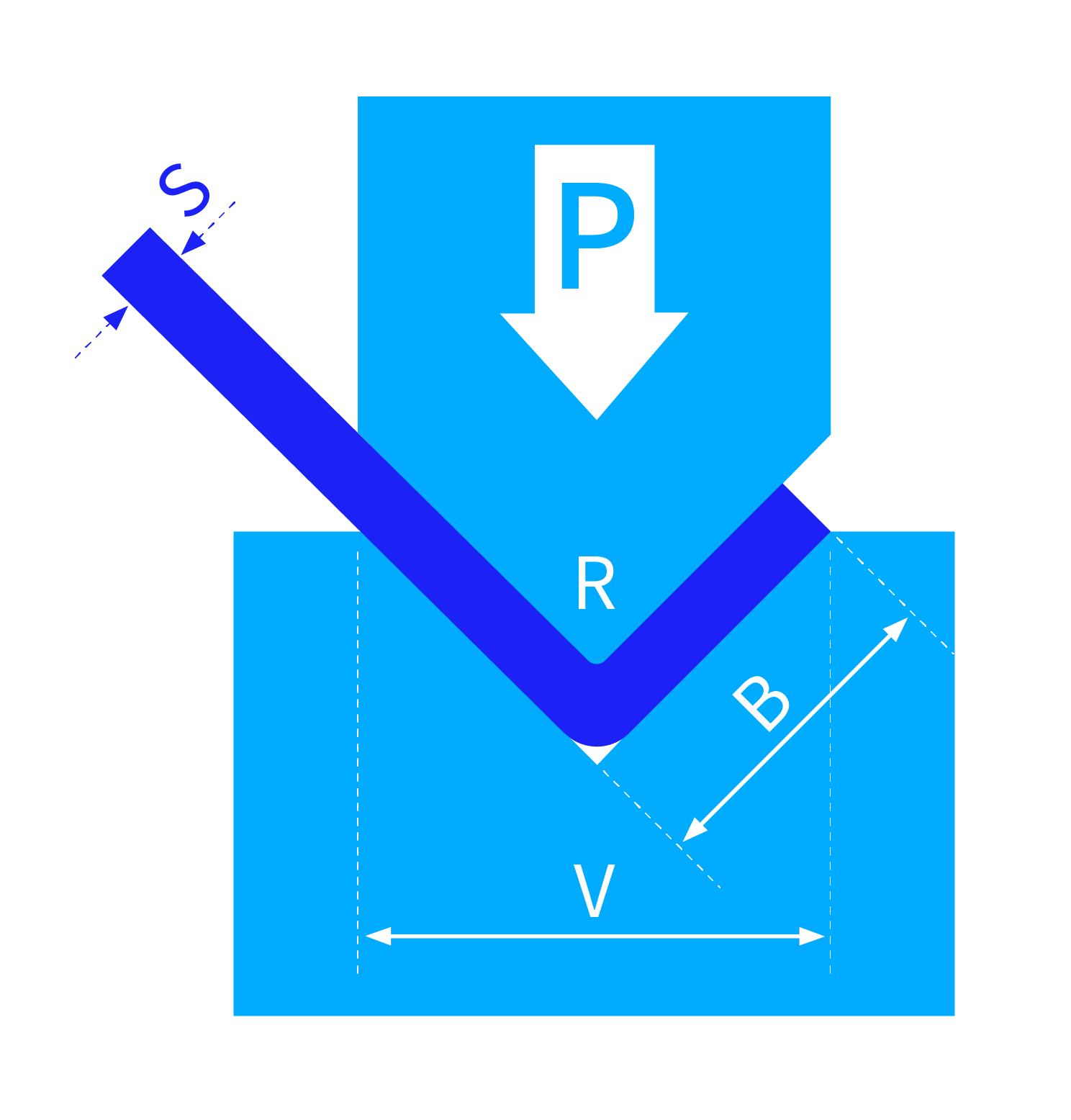
Wo:
- P=Biegekraft
- S=Dicke der Metallplatte
- V=V Öffnung des Gesenkes
- B=Min. Biegeflansch R=Innenradius
Wenn z.B. S=5mm, V=40 (die Breite der V-Matrizenöffnung ist 8-10 mal so groß wie die Dicke des Blechs), ist der Wert in der Tabelle 400.
Aus der Tabelle geht hervor, dass die Tonnage der Abkantpresse beim Biegen eines 5 mm dicken und 1 m langen Blechs 400 kN beträgt. Die Tonnage der Abkantpresse kann auch mit der Formel zur Berechnung der Tonnage berechnet werden:
P=650S²L/V (σb=450N/mm²)
Wo:
- P: Biegekraft (Kn)
- S: Dicke der Platte (mm)
- L: Breite der Platte (mm)
- V: V-Öffnung des Unterstempels (mm)
Das Berechnungsergebnis dieser Formel entspricht ungefähr dem Wert in der Tonnagetabelle.
Wenn die Biegematerialien unterschiedlich sind, verwenden Sie die Koeffizienten in der folgenden Tabelle, um die berechneten Ergebnisse zu multiplizieren.
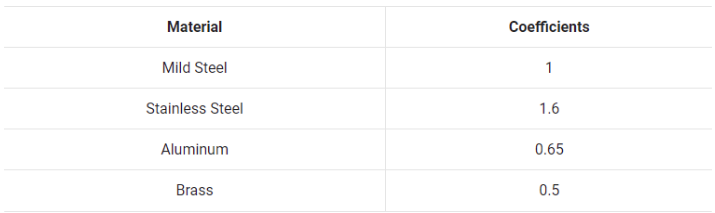
Sie können den nachstehenden Tonnage-Rechner verwenden, um die Ergebnisse direkt zu erhalten.
Unabhängig davon, welche Methode Sie zur Bestimmung der Tonnage wählen, achten Sie darauf, dass Sie den Tonnagebereich der Maschinen und Werkzeuge nicht überschreiten.
Die Verwendung einer falschen Tonnage kann die Matrize oder die Arbeitsteile beschädigen.
Im schlimmsten Fall kann dies zu einer Verformung der Maschine führen und sogar die Sicherheit des Biegepersonals gefährden.
V. Die Auswahl der richtigen Abkantpresse
Bei der Auswahl einer Abkantpresse ist es wichtig, die Art des zu biegenden Materials sowie dessen Spezifikationen, Länge und Verarbeitungsmethode zu berücksichtigen. Diese Faktoren wirken sich auf die Tonnage und die Abmessungen aus, die für Ihr spezifisches Projekt erforderlich sind.
Es ist von entscheidender Bedeutung, die richtige Tonnage der Abkantpresse zu bestimmen, da sie die Gesamtleistung und Biegekapazität der Maschine beeinflusst.
Um die entsprechende Tonnage zu berechnen, können Sie den Tonnage-Rechner für Abkantpressen verwenden, der die Blechdicke, die Biegelänge und die empfohlene Öffnungsweite der V-Form berücksichtigt.
Ein weiterer wichtiger Faktor bei der Auswahl einer Abkantpresse ist die Länge des Werkstücks. Die erforderliche Länge bestimmt die Größe der Maschine, die Sie benötigen.
Die Länge des Werkstücks sollte die maximale Länge der Maschine nicht überschreiten, um einen effizienten und genauen Biegeprozess zu gewährleisten.
Schließlich muss die Tonnagegrenze der Maschine in Bezug auf den Abstand zwischen den Seitenrahmen berücksichtigt werden. Eine Überschreitung des Seitenrahmenabstands kann zu Schäden an der Maschine führen, da die Mittellastgrenze der Maschine überschritten wird.
VI. Schlussfolgerung
Zusammenfassend lässt sich sagen, dass die Bestimmung der Tonnage und der Belastungsgrenze der Abkantpresse von entscheidender Bedeutung ist, da sie sich direkt auf die Qualität des Endprodukts und die Langlebigkeit Ihrer Ausrüstung auswirkt.
Der Einsatz einer Abkantpresse mit unzureichender Tonnage kann zu vielen Problemen führen, wie z. B. ungenauen Biegewinkeln, uneinheitlichen Biegelinien und erhöhter Rückfederung. Dies kann dazu führen, dass Teile nicht den Spezifikationen entsprechen, was zu kostspieliger Nacharbeit oder Ausschuss führt.
Andererseits kann der Einsatz einer Maschine mit zu hoher Tonnage zu Schäden an den Werkzeugen führen, z. B. zu vorzeitigem Verschleiß oder Bruch der Matrizen, sowie zu einer möglichen Überlastung des Maschinenrahmens und des Hydrauliksystems.
Die Verwendung der in diesem Artikel besprochenen Formeln und Werkzeuge kann Ihnen helfen, eine fundierte Entscheidung zu treffen und eine Abkantpresse auszuwählen, die Ihren Anforderungen entspricht.
Mit über 40 Jahren Erfahrung in der Branche hat sich ADH Machine Tool auf die Herstellung hochwertiger Abkantpressen spezialisiert, die präzise und zuverlässige Biegeergebnisse liefern.
Wenn Sie auf dem Markt für eine neue Abkantpresse sind oder Ihre bestehende Ausrüstung aufrüsten möchten, lade ich Sie ein Durchsuchen Sie unsere Produktseite um unser Angebot an hochmodernen Maschinen zu erkunden.



