Was ist Blechbiegen?
Beim Biegen von Blechen werden Maschinen und Werkzeuge eingesetzt, um Metall in eine bestimmte Form zu bringen.
Dies kann durch den Einsatz einer Abkantpresse oder einer Stanzmaschine erreicht werden, Eisenbahneroder andere Maschinen.
Diese Maschinen verwenden ein Antriebssystem, das die Werkzeuge antreibt und Druck auf das Blech ausübt, wodurch es verformt wird.
Um genaue Ergebnisse beim Blechbiegen zu erzielen, müssen vor Beginn des Prozesses mehrere Parameter festgelegt werden.
Zu diesen Parametern gehören die Materialstärke, der Biegeradius und die Biegezugabe, Biegeabzug, K-Faktor, und andere.
Dabei ist zu beachten, dass verschiedene Materialien unterschiedliche Eigenschaften wie Zugfestigkeit und Verformbarkeit haben.
Verschiedene Maschinen können unterschiedliche Biegemethoden anwenden, um dasselbe Profil aus einem Blech herzustellen.
Daher ist es entscheidend, die richtige Maschine und Vorgehensweise auf der Grundlage der spezifischen Anforderungen und Parameter des Projekts zu wählen.
Was sind die Methoden des Blechbiegens?
Beim Biegen von Blechen entstehen je nach Winkel und Radius der Biegung unterschiedliche Biegeformen.
Um die Präzision des Biegeprozesses zu gewährleisten, werden standardisierte Biegemethoden eingesetzt. Diese Methoden sind unterschiedlich, zielen aber alle darauf ab, einheitliche Standards in den Endprofilen zu erzeugen.
Werfen wir einen Blick auf einige der wichtigsten Biegeverfahren beim Blechbiegen:
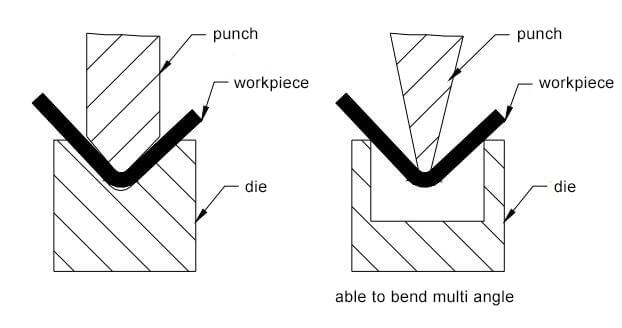
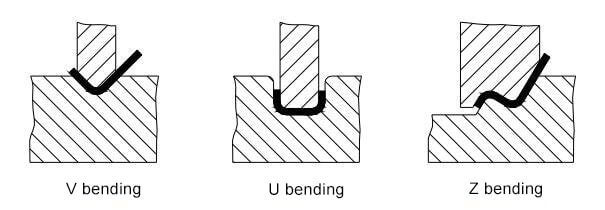
V-Biegen - Dies ist das gebräuchlichste Biegeverfahren und hat seinen Namen von dem V-förmigen Stempel und der Matrize, die bei diesem Verfahren verwendet werden. Der Stempel drückt das Metallblech in die untere Matrize, wodurch ein V-förmiges Werkstück entsteht.
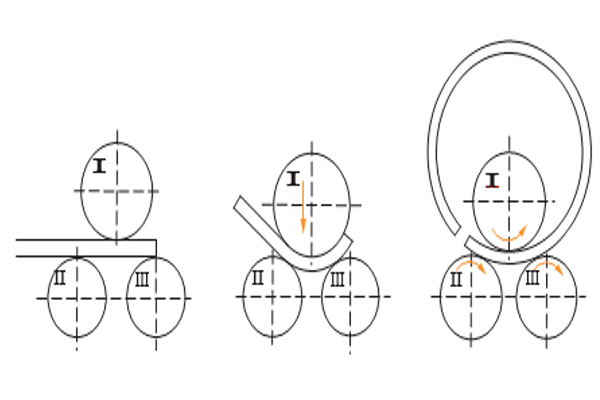
Walzenbiegen - Dieses Verfahren wird für das Biegen von Werkstücken mit großen Krümmungen verwendet und beinhaltet den Einsatz von drei Walzen, die durch ein hydraulisches System angetrieben werden, um das Blech zu biegen.
U-Biegen - Bei diesem Verfahren wird eine U-förmige Matrize zum Biegen des Werkstücks verwendet. Der Stempel wird von einem System angetrieben, um das Blech in die U-förmige Matrize zu drücken, wodurch U-förmige Profile entstehen.
Rotationsbiegen - Mit dieser Methode kann das Werkstück mit einem Grad von mehr als 90 gebogen werden. Das endgültige Profil ist ähnlich wie eine V-Biegung, aber die Profiloberfläche ist glatter.
Kantenbiegen - Diese Methode wird verwendet bei Plattenbiegen und beinhaltet die Verwendung von oberen und unteren Formen, die sich zum Biegen auf und ab bewegen. Es wird in der Regel für kürzere Bleche verwendet, um die Schärfe zu verringern und Schäden an der Biegekante zu vermeiden.
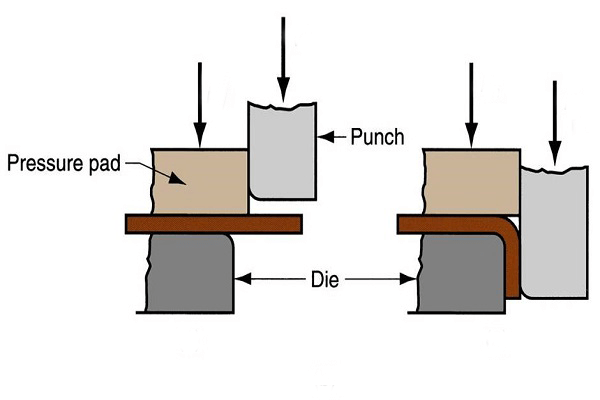
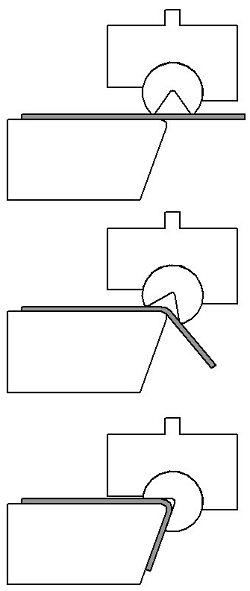
Wischbiegen - Diese Methode ist dem Kantenbiegen ähnlich. Das Blech wird auf die untere Matrize gelegt und mit einem Druckkissen und einem Stempel wird Druck auf das überstehende Metall ausgeübt, was zu einer Biegung führt."
Welche Materialien eignen sich zum Blechbiegen?
Die Wahl des Biegematerials ist entscheidend für das Erreichen der gewünschten Biegeergebnisse.
Einige Werkstoffe eignen sich möglicherweise nicht zum Biegen und können zu Brüchen oder Schäden an den Werkzeugen führen. Materialien mit geringer Duktilität können erwärmt werden, um das Risiko eines Bruchs zu verringern.
Bei der Auswahl von Materialien zum Biegen ist es wichtig, deren Eigenschaften zu berücksichtigen.
Im Folgenden werden einige der beim Blechbiegen häufig verwendeten Materialien und ihre Eigenschaften vorgestellt:
- Kohlenstoffstahl: Dieses Material ist stark und flexibel mit guter Dehnbarkeit und ist eine umweltfreundliche Option, die recycelt werden kann.
- Unlegierter Stahl: Baustahl hat eine ausgezeichnete Dehnbarkeit, so dass er sich ohne Erhitzung leicht biegen lässt.
- Rostfreier Stahl: Dieses Material ist stabil, korrosionsbeständig und hat eine hohe Zug- und Streckgrenze, was es zu einer beliebten Wahl für das Biegen macht.
- Titan: Titan hat eine hohe Zugfestigkeit, kann aber bei unsachgemäßer Verwendung zu Schäden an den Werkzeugen führen. Beim Biegen von Titan muss der innere Biegeradius vergrößert werden, um Risse zu vermeiden und das Material zu stark zu biegen, um die gewünschte Form zu erreichen.
- Aluminium: Aluminium neigt beim Biegen zur Rissbildung, daher ist es wichtig, es zu glühen, um Risse zu vermeiden. Beim Biegen von Aluminium ist es wichtig, ein Überbiegen zu vermeiden, um das Risiko von Rissen zu verringern.
- Kupfer: Kupfer hat eine hohe Duktilität und eignet sich daher hervorragend zum Biegen und ist kostengünstig. Es wird häufig in der blechverarbeitenden Industrie verwendet.
Biegen von Edelstahlblech

Eigenschaften von rostfreiem Stahl
Stahl besteht aus einer Kombination von Materialien, darunter geringe Mengen an Kohlenstoff, Mangan, Silizium, Kupfer, Phosphor, Schwefel und Sauerstoff.
Er wird nach seinem Kohlenstoffgehalt in Stahl mit hohem, mittlerem, niedrigem und ultraniedrigem Kohlenstoffgehalt eingeteilt.
Stahl lässt sich leicht biegen, da die zum Biegen von Stahlplatten verwendeten Werkzeuge ebenfalls aus Stahl bestehen.
Das Biegen von rostfreiem Stahl erfordert jedoch aufgrund der hohen Streckgrenze, der Härte und der geringen Verformbarkeit eine relativ große Kraft.
Außerdem ist die Rückfederung von rostfreiem Stahl nach dem Biegen erheblich, so dass ein größerer Biegeradius erforderlich ist, um Risse im Werkstück zu vermeiden.
Überlegungen zum Biegen von rostfreiem Stahlblech
Blechdicke und Biegetonnage Vor dem Biegen von rostfreiem Stahl ist es wichtig, die Blechdicke zu bestimmen. Dickere Bleche erfordern eine größere Biegemaschine.
Biegewinkel und Biegeradius
Der Biegewinkel und der Radius sind dabei von entscheidender Bedeutung.
Ein größerer Biegeradius kann zu einer übermäßigen Rückfederung führen, während ein kleinerer Radius Risse verursachen kann.
Im Allgemeinen liegt der Biegeradius bei 0,2. Bei Materialien wie kohlenstoffreichem Stahl ist ein größerer Innenradius erforderlich, um Risse zu vermeiden.
Rostfreier Stahl hat eine hohe Elastizität, und der Biegewinkel und der Radius dürfen nicht zu klein sein.
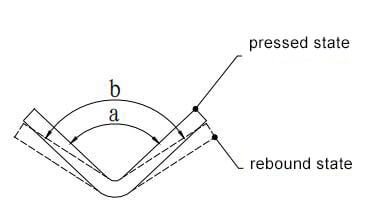
Biegung Rückfederung
Die Rückfederung einer Metallplatte ist proportional zur Streckgrenze des Materials und umgekehrt proportional zu seinem Elastizitätsmodul.
Stahl mit niedrigem Kohlenstoffgehalt weist eine geringere Rückfederung auf und ist ideal für hochpräzise Werkstücke, während Stahl mit hohem Kohlenstoffgehalt und Edelstahl eine erhebliche Rückfederung aufweisen.
Je größer der Biegeradius, desto größer die Rückfederung.
Kleinere Biegeradien führen zu einer höheren Genauigkeit.
Berechnung des Biegetoleranzwertes
Die Biegezugabe, d. h. die Ausdehnung der Blechaußenseite, kann mit der Kenntnis der Blechdicke, des Biegewinkels und des Innenradius berechnet werden.
Diese Berechnung bestimmt die erforderliche Länge des Blechs für die Biegung.
Die Formel zur Berechnung der Biegezugabe lautet: BA=(π/180) x B x (IR+K x MT), oder verwenden Sie eine Biegezugabelehre.
Biegen mit Maschinen
Schließlich ist eine Maschine wie eine Abkantpresse kann verwendet werden für Biegeverfahrening.
Wenn das Blech zur Rissbildung neigt, kann es warmgeformt oder geglüht werden.
Beim Glühen wird die Duktilität von Metallen durch Erweichung verbessert, und beim Warmbiegen wird das Metall bis zu einem roten Zustand erhitzt und dann gebogen.
Schlussfolgerung
Dieser Blogbeitrag gibt einen Überblick über die Grundlagen des Blechbiegens, wobei der Schwerpunkt auf wichtigen Überlegungen zum Biegen von Edelstahl liegt.
Das Biegen von Metall kann mit verschiedenen Maschinen, einschließlich Abkantpressen, durchgeführt werden. Für einfache Biegeaufgaben kann auch ein Schraubstock verwendet werden.
ADH ist ein Hersteller von Blechbearbeitungsmaschinen mit 20 Jahren Erfahrung in der Branche.
Wenn Sie Abkantpressen oder andere Maschinen dieser Art benötigen, können Sie sich an einen unserer Vertriebsmitarbeiter wenden, um weitere Informationen über die Produkte und ihre Preise zu erhalten.
FAQ
Wie biegt man Edelstahlblech ohne Bremse?
Besorgen Sie zunächst die erforderlichen Materialien wie Edelstahlplatten, Hämmer, Schraubstöcke, Lineale, Winkelmesser und Marker.
Messen Sie mit dem Lineal die Dicke der Platte, berechnen Sie den K-Faktor und den Innenradius und bestimmen Sie dann den Biegezugabe nach der Formel BA=(π/180) x B x (IR+K x MT).
Markieren Sie die Biegelinie und den Radius mit Hilfe des Winkelmessers und des Markers auf der Platte.
Schneiden Sie die Edelstahlplatte auf die entsprechende Größe zu und biegen Sie die Platte mit dem Schraubstock in den gewünschten Winkel.
Achten Sie auf eine gleichmäßige Biegung, indem Sie mit einem Holzhammer auf das Metall schlagen.
Überprüfen Sie den Biegewinkel und Biegezugabe für die Genauigkeit. Falls erforderlich, können Sie die Biegung durch Erwärmen des Metalls unterstützen.
Wie wird die Biegezulage berechnet?
Denken Sie daran, dass das Biegen des Metalls unter Druck zu einer inneren Stauchung und äußeren Dehnung führt.
Bei der Berechnung des Biegemaßes ist die Biegezugabe zu berücksichtigen, die von der Blechdicke, dem Innenradius, dem K-Faktor und dem Biegewinkel abhängt.
Die Formel zur Berechnung der Biegezugabe lautet BA=(π/180) x B x (IR+K x MT), wobei K der K-Faktor, B der Biegewinkel, IR der Innenradius und MT die Blechdicke ist.



