Los errores que provocan el fallo de la precisión de plegado de la prensa plegadora pueden deberse a diversos factores, como problemas mecánicos de la máquina, así como factores externos como las herramientas de plegado, el grosor del material y errores operativos humanos.
En este artículo examinaremos los distintos factores que influyen en la precisión de la flexión y ofreceremos soluciones para algunas de las situaciones más habituales.
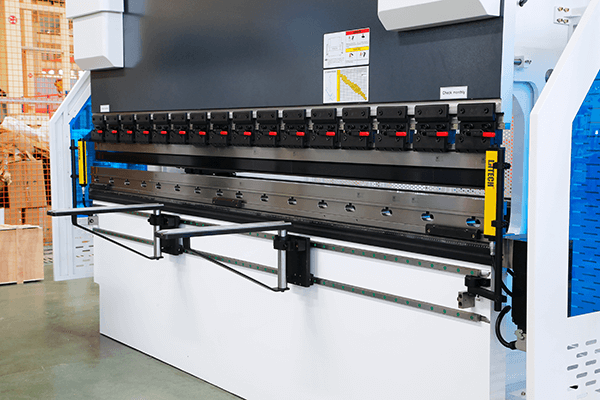
Factores de la máquina
Hay varios factores que pueden afectar a la precisión de plegado de una plegadora. Entre ellos se incluyen:
- Rectitud de la abertura de sujeción del cilindro en las direcciones Y y X.
- Precisión de reposicionamiento y precisión de posicionamiento arbitrario del cilindro izquierdo y derecho.
- Razonabilidad de la distancia entre el prensa plegable ram y la guía lineal del bastidor.
- Perpendicularidad e inclinación del marco.
- La conexión entre el cilindro de aceite y el ariete.
- Resistencia y precisión del bastidor y del ariete.
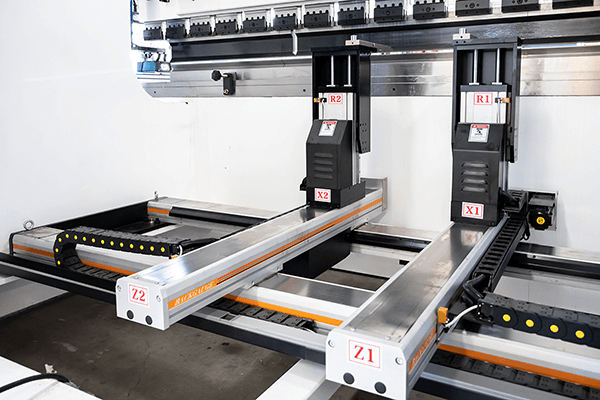
- Precisión de reposicionamiento del sistema de calibre trasero en las direcciones X y R.
- Ajuste adecuado del sistema informático.
- Ajuste del sistema hidráulico.
- Ajuste entre el sistema hidráulico y el ordenador.
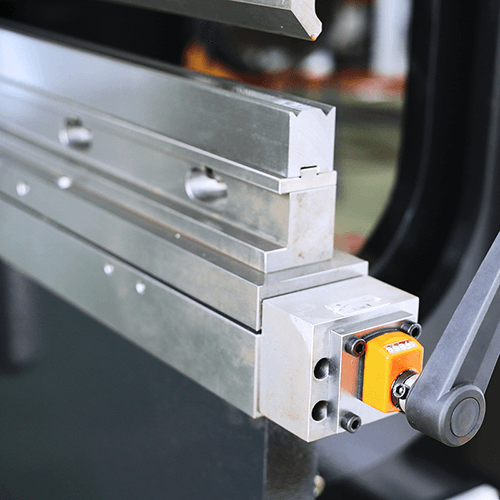
Factores de la herramienta
La precisión de los troqueles superior e inferior es fundamental.
La deformación, los daños, el desgaste y otros problemas de las matrices pueden afectar a todos los aspectos del plegado de metales. Si se descubren, deben notificarse y corregirse rápidamente.
La desalineación entre las matrices superior e inferior puede provocar una desviación en el tamaño de plegado. Asegúrese de que las herramientas están correctamente alineadas durante el ajuste de las herramientas.
Cuando se mueven las posiciones izquierda y derecha del calibrador trasero, cambia la distancia entre el troquel inferior y el calibrador trasero. Esto puede medirse con un calibre vernier y ajustarse con el tornillo del calibrador trasero.
Debe verificarse la precisión y la compatibilidad del dispositivo de compensación de la matriz inferior, en consonancia con el diseño del bastidor.
La fijación de la matriz superior debe ser muy precisa.
El tamaño de la abertura de la matriz en V y la presión de plegado son inversamente proporcionales. Si se fijan la longitud y el grosor de la chapa, cuanto mayor sea la abertura, menor será la presión necesaria.
Por lo tanto, cuando se trabaja con espesores diferentes, debe utilizarse el tamaño de abertura de matriz en V adecuado.
Cuando se procesa con una carga unilateral, como por ejemplo en un extremo de la prensa plegadora, la presión de plegado puede verse afectada y causar daños a la máquina. Esto está estrictamente prohibido.
La parte central de la máquina debe estar siempre acentuada en el montaje de las herramientas.
Factores de la chapa metálica
Debe comprobarse la rectitud del plano de referencia de la chapa.
Asegúrese de que la tensión en la placa metálica es uniforme.
Compruebe que el grosor de la chapa es constante.
Un paralelismo inadecuado entre la pieza y la matriz inferior durante el plegado puede hacer que la pieza se mueva hacia atrás después de presionar la matriz superior, afectando al tamaño del plegado.
Las propiedades y el grosor del material pueden influir en el ángulo de plegado, por lo que debe realizarse una inspección adecuada y una comprobación puntual de cada pieza antes de plegarla.
Factores de operación
Compruebe que las fuerzas izquierda y derecha son consistentes cuando el operario empuja el material a doblar.
Asegúrese de que el error de datos del sistema está correctamente ajustado cuando utilice el sistema.
Un ángulo de curvatura primario insuficiente puede afectar a la dimensión de curvatura secundaria.
El error de plegado acumulado aumentará el error en la dimensión del contorno de la pieza.
La presión necesaria para el plegado varía con la longitud y el grosor de la pieza, y la longitud y el grosor de la placa son proporcionales a la presión necesaria.
Es importante ajustar la capacidad de plegado en consecuencia cuando cambien la longitud y el grosor de la pieza.
Conclusión
Para mejorar la precisión de plegado de la plegadora, hay que tener en cuenta varios aspectos.
Además de ajustar los componentes de la máquina, garantizar la precisión del utillaje y aplicar una compensación de plegado correcta, también debe prestarse atención al mantenimiento y conservación diarios de la plegadora.
Esto ayudará a prolongar su vida útil y a mantener una flexión eficaz.
Invertir en una plegadora de alta calidad es otra forma eficaz de garantizar operaciones productivas.
ADH es un fabricante de prensas plegadoras de confianza, con dos décadas de experiencia en el sector de la chapa metálica.
Visite nuestra página de productos de plegadoras para obtener más información, o vaya a nuestra página de contacto para obtener información detallada sobre productos y precios.



