Prensa plegable se utiliza mucho en la fabricación de chapas metálicas, y hay que tener en cuenta varios consejos y directrices de seguridad.
Por ejemplo, reducir el tiempo de preparación física de la máquina de prensado, organizar eficazmente los componentes de la herramienta y colocar rápidamente la chapa en el banco de trabajo.
Además, la programación de los procedimientos de plegado, el ajuste de los parámetros de la pieza y el posicionamiento preciso de la pieza pueden mejorar la eficacia de las operaciones de plegado.
Marcado y almacenamiento de las herramientas
Al plegar una pieza con una plegadora, disponer de las herramientas y la información necesarias puede mejorar enormemente la eficacia del trabajo.
Para conseguirlo, es importante marcar claramente toda la información necesaria en la máquina o las herramientas, como el número, la longitud, el ángulo de flexión, el radio, la altura y la carga máxima.
También es importante tener organizado el almacenamiento de herramientas.
Se puede proporcionar un armario de herramientas personalizado para almacenar diferentes tamaños y cantidades de juegos de herramientas, y debe estar situado lo más cerca posible de la plegadora para facilitar el acceso durante el funcionamiento.
Esto no sólo ayuda a evitar daños en las herramientas, sino que también facilita su sustitución y su traslado a otros lugares de procesamiento utilizando una carretilla elevadora.
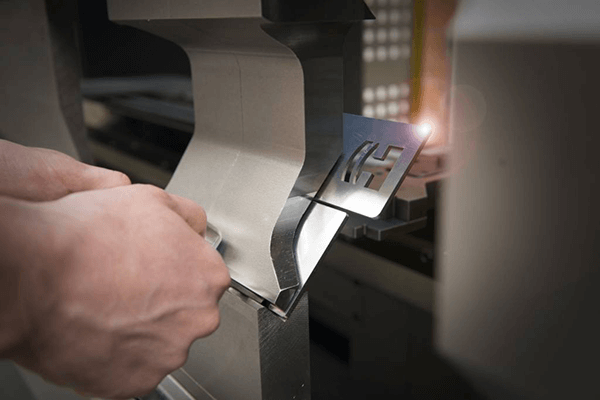
Eliminar las marcas de los troqueles
Durante el plegado, las matrices pueden dejar marcas en la pieza.
Esto puede remediarse utilizando una prensa matrices de freno de poliuretano, que se utiliza habitualmente para curvar aluminio y acero inoxidable.
Para utilizar la lámina, basta con pegarla y sujetarla a la parte superior del troquel antes de doblarla.
Esto evitará que el troquel deje marcas en la pieza. La lámina es de poliuretano y puede reutilizarse.
Seleccionar los materiales adecuados
Las propiedades, la resistencia a la tracción y la ductilidad de los materiales pueden variar, y estas variaciones repercutirán en todo el proceso de plegado.
Las chapas pueden formarse en planchas gruesas o finas mediante laminación en caliente o laminación en frío, lo que puede dar lugar a diferencias en la composición y las condiciones de laminación.
Las características del material pueden cambiar durante la flexión, provocando cambios en el ángulo de flexión.
Cuanto más duro sea el material, mayor será el rebote a ambos lados de la curva.
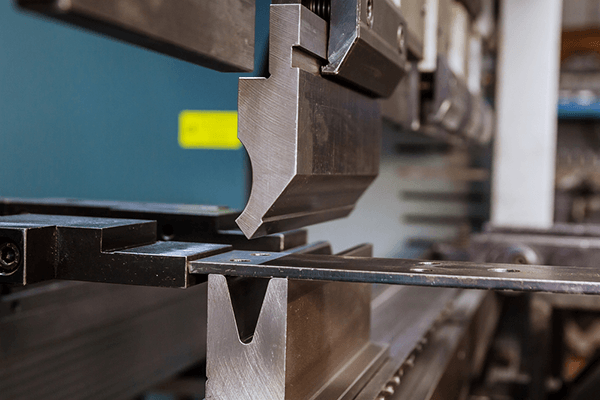
Desgaste de la matriz y de la pieza
El desgaste de la matriz o de la pieza después del doblado está relacionado con el radio de doblado de la matriz inferior, que puede dañar la superficie de la matriz en V y provocar arañazos en la superficie de la pieza.
Al seleccionar una matriz en V, tenga en cuenta el tamaño de la abertura y el radio de curvatura de la matriz en V.
También pueden seleccionarse matrices de superficie endurecida para minimizar el potencial de desgaste.
Doblado de grandes toneladas
Antes de seleccionar el utillaje, es importante asegurarse de que el tonelaje de plegado entra dentro del rango de carga del punzón y la matriz.
Por ejemplo, si el rango nominal de la matriz es de 20 toneladas por pie y la pieza a doblar mide 3 pies, la fuerza máxima ejercida por la prensa plegadora sobre la pieza no debe superar las 60 toneladas.
Exceder esta fuerza podría provocar daños en la prensa plegadora, el utillaje y la pieza de trabajo, e incluso suponer un riesgo para la seguridad del operario.
Además, el sistema de sujeción de la prensa plegadora también tiene un rango de fuerza limitado.
La sobrecarga del sistema de sujeción puede provocar daños en las herramientas de sujeción.
Al plegar chapas gruesas, puede reducir el tonelaje necesario seleccionando una matriz en V con una abertura más ancha.
Una matriz en V con una varilla de posicionamiento y un hombro endurecidos puede rodar durante el proceso de plegado, lo que reduce la fricción entre la pieza y la matriz y, en última instancia, requiere menos fuerza de flexión en comparación con un troquel sólido.
Sin embargo, este método no puede modificar el radio de curvatura ni la longitud de la pestaña de la pieza.
Aplicar una gran cantidad de aceite lubricante en el hombro de la matriz en V también puede reducir la fricción generada durante el plegado, reduciendo eficazmente el tonelaje necesario.
Aunque este método puede utilizarse ocasionalmente, es importante limpiar la prensa plegadora después de cada uso.
Corregir el ángulo de flexión anormal
Si el ángulo de plegado de la pieza se desvía del ángulo programado, podría deberse a un tonelaje insuficiente.
Además, la carrera de flexión debe mantenerse durante un tiempo determinado para formar el ángulo correcto.
Otra posible causa podría ser una velocidad de plegado lenta, que no genera suficiente presión sobre la placa.
La ductilidad y la resistencia a la tracción de los distintos materiales afectan al grado de rebote tras la flexión.
El tamaño de la abertura de la matriz en V también influye en el resultado final del plegado.
Para corregir un ángulo de plegado anormal, pruebe a aumentar el tonelaje, mejorar la velocidad de plegado y prolongar la duración del proceso de plegado.
Además, considere la posibilidad de utilizar una chapa con menos rebote y una matriz en forma de V con una abertura más ancha.
Ajuste del medidor de espalda
La precisión del calibrador trasero puede mejorarse ajustando la posición de su dedo de tope.
Puede medir cualquier error utilizando un calibrador de profundidad, asegurándose de que la distancia entre el dedo de tope y el centro del troquel inferior es constante.
A continuación, compruebe el error en el eje X. Si hay alguna discrepancia, corrija el valor del punto de referencia del eje X y, a continuación, realice el proceso de plegado tras efectuar la corrección.
Para alinear el eje X con el molde, ajuste la correa dentada y mueva el tornillo del eje X hacia delante o hacia atrás.
Compruebe si hay errores en ambos extremos de la viga del eje X y, si no los hay, apriete los tornillos de la correa dentada y realice una medición de flexión.
Si hay un error en el eje Y, ajuste el punto de referencia del eje Y para corregir el error.
Fije el control deslizante por debajo del punto de transición de flexión y, tras ajustar los parámetros de los ejes Y1 e Y2, realice una medición de flexión para confirmar que no hay errores.
Conclusión
En este artículo hemos tratado algunas consideraciones y consejos importantes para utilizar una plegadora.
El uso de una plegadora requiere un amplio conocimiento de la máquina y una gran experiencia.
En ADH, tenemos una amplia experiencia en el campo de plegadora fabricación.
Si necesita más información, no dude en ponerse en contacto con nosotros.
Somos fabricantes profesionales de máquinas para chapas metálicas y proveedores de servicios, y ofrecemos una amplia gama de máquinas, entre las que se incluyen Plegadora CNCMáquina de corte por láser de fibra, máquina cizallay ranuradora.
Si tiene alguna idea o requisito para una plegadora, los miembros de nuestro equipo están aquí para ayudarle.
Preguntas Frecuentes
¿Cuál es la compensación de la máquina dobladora?
La prensa plegadora puede sufrir una deflexión bajo una carga excesiva, especialmente en la posición central del cilindro y la mesa de trabajo, provocando que el ángulo de la pieza doblada en el centro y el ángulo en ambos extremos sea inconsistente.
Para compensar esta desviación, la prensa plegadora debe estar equipada con un coronando dispositivo que puede generar una fuerza opuesta, contrarrestando la desviación del ariete y la base.
¿Cómo apretar la correa de distribución?
Para tensar la correa de distribución, siga estos pasos:
- Detenga la prensa plegadora y abra la carcasa de la máquina.
- Afloje los tornillos que fijan la placa de conexión del motor del eje x.
- Ajuste la posición del tensor y apriete los tornillos.
- Vuelva a montar la carcasa de la máquina.
¿Cómo cambiar el filtro de la prensa plegadora?
- Desconecte la alimentación eléctrica del motor de la bomba de aceite de la máquina y de la prensa plegadora.
- Abra la carcasa de la máquina y retire el filtro.
- Sustituya el filtro por uno nuevo e instale la carcasa de la máquina.
- Encienda la máquina, encienda el motor de la bomba y deje que el aceite hidráulico se filtre durante un tiempo.
- Por último, haga funcionar la máquina con normalidad.



