Durante el plegado de chapas con una prensa plegadora pueden producirse varios errores.
Un radio de curvatura impreciso, una fuerza de curvatura insuficiente y una holgura inadecuada de la matriz son algunas de las causas habituales de estos errores.
La colocación incorrecta del tope trasero y los errores en los cálculos de plegado también contribuyen a un plegado impreciso de la pieza.
En ocasiones, el ángulo de flexión real de la pieza puede diferir del ángulo calculado.
Esto puede deberse a una nivelación incorrecta de la prensa plegadora o a un mal funcionamiento del mecanismo de abombado.
Paralelismo de la plegadora
Al plegar chapas con una plegadora pueden producirse varios errores, como un radio de plegado impreciso, una fuerza de plegado insuficiente, una holgura inadecuada de la matriz, un error de posicionamiento del calibrador trasero y errores en el cálculo del plegado.
El ángulo de la pieza también puede desviarse del ángulo calculado si la prensa plegadora no está nivelada o si el mecanismo de abombado no funciona correctamente.
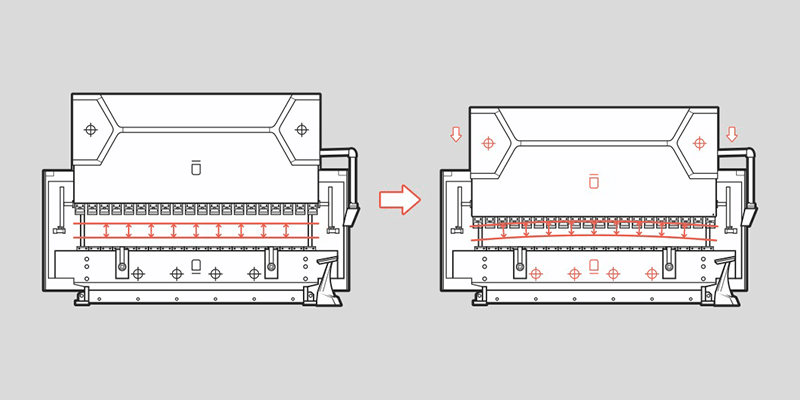
Con el tiempo, el cilindro y el banco de trabajo de la prensa plegadora se deforman, lo que puede provocar una fuerza desigual sobre la chapa y una menor precisión de plegado.
Para contrarrestarlo, el mecanismo de abombamiento debe compensar la deformación del cilindro y del banco de trabajo.
Existen dos tipos de mecanismos de abombado para prensas plegadoras: el abombado hidráulico y el abombado mecánico.
El mecanismo de abombamiento hidráulico, que se encuentra en las plegadoras electrohidráulicas, compensa la deformación mediante el uso de cilindros hidráulicos en la viga y debajo del banco de trabajo, que generan fuerzas hacia abajo y hacia arriba, respectivamente.
La fuerza de compensación puede ajustarse en función del grosor de la chapa, la resistencia a la tracción y el tamaño de la abertura de la matriz, y se controla mediante el sistema de control numérico.
El coronado mecánico utiliza una estructura de cuña triangular y requiere colocar dos placas base, compuestas de varias cuñas, por encima y por debajo del banco de trabajo.
Las placas base se conectan mediante muelles de disco y pernos, y se utiliza un motor para mover la cuña con respecto a las placas base, formando una curva que compensa la protuberancia original.
Método de doblado de chapa adecuado
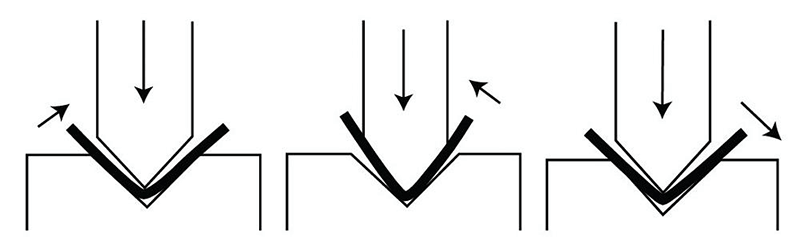
La precisión del plegado de chapa también depende del método de plegado utilizado. Existen tres métodos principales de curvado: curvado por aire, por el fondo y acuñado.
Estos métodos se diferencian en función de la relación entre la posición de la matriz final y el espesor de la chapa.
El método de plegado por aire no requiere un contacto total entre la matriz y la pieza.
Este método requiere una fuerza de flexión relativamente baja, y el punzón presiona la chapa contra la matriz en forma de U o V, utilizando dos puntos del hombro de la matriz.
El ángulo de plegado por aire viene determinado por la forma y la carrera del punzón y la matriz inferior, y una profundidad de carrera adecuada da como resultado un plegado más preciso.
Sin embargo, el ángulo de flexión por aire puede cambiar debido al springback tras la liberación de la carga, que varía en función de la resistencia a la compresión del material.
Para modificar el ángulo, hay que ejercer cierta presión para realizar los ajustes.
El error del ángulo de curvatura en el curvado por aire suele ser de unos 0,5 grados.
En el método de fondo, la pieza se coloca en la abertura del punzón y la matriz en forma de V.
El tamaño de la abertura de la matriz en forma de V es de 6 a 10 veces el grosor de la chapa, y el tamaño de la abertura varía en función del ángulo de plegado y del grosor del material.
La recuperación elástica de la chapa es menor tras la liberación de la carga, lo que se traduce en una mayor precisión.
Por último, en el método de acuñación, el punzón presiona completamente el material en la matriz inferior.
Este método requiere una gran fuerza de flexión, que puede moldear el material de forma permanente.
El springback tras el acuñado es mínimo, lo que hace que este método sea muy preciso para el plegado.
Parámetros de doblado de chapa metálica
Además de seleccionar un método de plegado adecuado, es crucial determinar los parámetros de plegado de la pieza.
Durante el proceso de doblado del metal, la superficie interior del metal sufre una compresión mientras que la superficie exterior se estira.
Para garantizar la precisión del doblado, es necesario conocer el valor de tracción del material y calcular la longitud mínima de tolerancia de la brida.
Los parámetros que intervienen son el radio de curvatura, el factor K, la deducción por curvatura, la tolerancia de curvatura, el retranqueo, etc.
Si las propiedades del material son inconsistentes, el ángulo de plegado de la pieza puede verse afectado al utilizar el plegado por aire.
Además, si el grosor de la chapa se mantiene constante y la abertura de la matriz se estrecha, el ángulo de flexión será más pronunciado.
Propiedades del material
Si las propiedades del material no son uniformes, el ángulo de la pieza puede variar al utilizar el plegado por aire.
Además, si el grosor de la chapa sigue siendo el mismo pero la abertura de la matriz se estrecha, el ángulo de flexión de la pieza cambiará aún más.
Es importante tener en cuenta que, aunque las propiedades del material puedan ser incoherentes, pueden seguir estando dentro de las tolerancias de grosor y resistencia de la fresadora.
Esto se debe a que la resistencia a la tracción de muchos materiales se encuentra dentro de un determinado margen de tolerancia.
Otro factor a tener en cuenta es la superficie exterior de la chapa, ya que las diferentes direcciones de la textura natural requieren diferentes presiones de flexión.
Es crucial tener en cuenta que estos valores pueden no ser los más precisos, por lo que puede ser necesario ajustar el ángulo y la longitud durante el plegado.
Plegadora Funcionamiento equilibrado

Para un plegado suave y preciso de la chapa, es necesario equilibrar la prensa plegadora.
Para ello, el bastidor intermedio de la plegadora debe apoyarse sobre una superficie de apoyo resistente y sujetarse por un extremo mientras se sostiene por el otro.
Durante la operación, las dos garras de soporte inferiores de la plegadora deben tocar uniformemente la superficie de soporte de la pieza de trabajo y, a continuación, bloquearse en su sitio.
A continuación, se debe apretar la cubierta superior y ajustar la posición de la garra de soporte superior hasta que quede bien sujeta.
Es importante asegurarse de que todas las garras de soporte del bastidor intermedio se apliquen uniformemente durante todo el proceso.
Para evitar el desgaste de la superficie de la pieza, debe colocarse una capa de lámina de cobre puro o tela fina de esmeril entre cada garra de apoyo y la superficie de apoyo del bastidor intermedio.
Siguiendo estos pasos, la prensa plegadora puede equilibrarse y funcionar sin problemas.
Conclusión
Este artículo presenta varias formas de mejorar la precisión del plegado de piezas.
Estos métodos incluyen la selección del método de curvado, el mecanismo de nivelación y compensación de la máquina, la elección de los materiales de curvado y la precisión de los parámetros de curvado.
ADH es un fabricante de máquinas de procesamiento de chapa y ofrece a sus clientes un plegado eficaz y preciso con su prensa plegadora.
Nuestros productos son de alto rendimiento, tienen un precio competitivo y cuentan con un servicio posventa excepcional.
Para obtener más información sobre nuestra prensa plegadora, puede explorar nuestra página de productos o ponerse en contacto con nuestros expertos en productos.
Preguntas Frecuentes
¿Cuáles son los posibles problemas del curvado de chapa?
El éxito del conformado de metales depende de varios factores, como la colocación correcta de la pieza, la matriz adecuada, la holgura apropiada de la matriz y el radio de curvatura.
Si el cálculo de los parámetros es inexacto, la holgura de la matriz no es adecuada o el posicionamiento de la pieza es incorrecto, la calidad de la pieza puede verse comprometida.
Si estos factores no se tienen debidamente en cuenta, pueden surgir problemas como grietas en la curva, bordes desiguales, tamaño incorrecto de la curva y una superficie convexa.



