I. Introducción
El plegado en plegadora es uno de los procedimientos importantes en la industria de transformación de chapa metálica. Consiste en dar a la chapa el perfil deseado aplicando fuerza a la pieza.
Este proceso suele realizarse con una prensa plegadora, una herramienta de procesamiento mecánico que se utiliza principalmente para doblar y conformar chapas metálicas.
El plegado es un proceso habitual en la fabricación de piezas en diversos sectores industriales. Puede tratar tanto piezas pequeñas como grandes.
Debido a los diferentes espesores, la dureza de las chapas y las diferentes formas de los perfiles previstos. Por lo tanto, necesitamos prensas plegadoras de diferente tonelaje y presión para doblar chapas.

La flexión estira y comprime la chapa. La fuerza externa solo cambia la forma de la chapa.
La longitud de la parte exterior de la chapa se alargará, mientras que la parte interior se comprimirá y su longitud se acortará. Sin embargo, la longitud del eje neutro permanece invariable.
La ductilidad de la chapa permite que su forma cambie mientras otros parámetros, como el volumen y el grosor, permanecen constantes.
En algunos casos, el plegado puede alterar las características externas de la chapa. Además, el plegado puede modificar el momento de inercia de las piezas.
El tonelaje de las prensas plegadoras viene determinado por la fuente de accionamiento, que puede ser un accionamiento mecánico de la prensa, un accionamiento hidráulico de la prensa, un accionamiento neumático de la prensa o un servoaccionamiento de la prensa.
Además, también es necesario hacer coincidir punzones (matrices superiores) y matrices (moldes inferiores) con diferentes alturas, formas y tamaños de apertura en V.
Por lo general, las matrices de doblado son de fundición gris o acero con bajo contenido en carbono. Sin embargo, los materiales de los punzones y las matrices varían de la madera dura al metal duro en función de la pieza.
La chapa se coloca correctamente en la matriz inferior y el punzón desciende sobre la matriz gracias a la fuerza del cilindro. El proceso de plegado consiste en repetir varias veces la carrera de plegado para conseguir los perfiles deseados.
La placa metálica rebotará ligeramente después del curvado. Para garantizar que el radio de curvatura predeterminado y el ángulo de curvatura permanezcan inalterados, el radio de curvatura debe ajustarse a un valor superior al radio de curvatura predeterminado durante el funcionamiento.
Como resultado, el ángulo de flexión final será menor.
II. Qué es el plegado con plegadora
Definición y explicación
El plegado con prensa plegadora es una tecnología de fabricación que utiliza una prensa plegadora para doblar chapas metálicas y darles diversas formas. La plegadora ejerce presión sobre las chapas, forzándolas a adaptarse a la forma de la matriz y a formar el pliegue en un ángulo predeterminado.
El proceso de plegado consiste en colocar la pieza de chapa entre la herramienta superior (punzón) y la herramienta inferior (matriz). El punzón hace descender la pieza en la matriz, forzando al metal a doblarse y adoptar la forma definida por las herramientas del punzón y la matriz.
Componentes básicos de una prensa plegadora
La prensa plegadora se compone de tres partes principales:
Marco: soporta toda la estructura de la máquina, y suele ser un bastidor soldado en forma de C.
Ariete o herramienta superiorLa viga superior móvil que sujeta el punzón. Aplica la fuerza de flexión.
Cama o herramienta inferiorla mesa inferior fija que soporta la matriz. La pieza descansa sobre la matriz.
Otras piezas esenciales son los sistemas hidráulicos o eléctricos que accionan el cilindro, el tope trasero para posicionar la pieza y el sistema de control (CNC o manual).
Resumen del proceso de plegado
El proceso clásico de plegado con plegadora incluye los siguientes procedimientos:
En primer lugar, la chapa plana se coloca en la matriz inferior. A continuación, la herramienta sujetará la pieza entre el punzón superior y la matriz inferior. Después, el punzón descenderá y presionará la chapa contra la matriz, haciendo que se doble.
El ángulo de plegado viene determinado por la profundidad de penetración del punzón superior. A continuación, el punzón se retrae y libera la pieza doblada. La pieza doblada se desplaza, y los procedimientos se repiten para la siguiente pieza de trabajo.
III. Tipos de plegado con plegadora
Los distintos tipos de métodos de plegado de chapa se basan en la relación entre la posición final de la herramienta y el grosor del material. Estos métodos también difieren en el método de deformación plástica de la chapa.
Aunque las técnicas de plegado son diferentes, el utillaje y las configuraciones son básicamente los mismos. El material, el tamaño y el grosor de las chapas también determinan los métodos de plegado.
La dimensión de curvado, el radio de curvado, el ángulo de curvado, la curvatura de curvado y la posición de curvado en la pieza también son esenciales para los métodos de curvado.
El plegado en V es uno de los métodos más comunes de plegado de chapa. Requiere un punzón y una matriz en forma de V.
Durante el proceso de doblado, la placa metálica se coloca en la matriz en forma de V, y el punzón presiona la placa metálica dentro de la matriz en forma de V bajo la acción de la presión.
El ángulo de flexión de la placa metálica viene determinado por el punto de presión del punzón. Los ángulos y formas de las matrices incluyen ángulo agudo, ángulo obtuso, ángulo recto, etc. El doblado en V puede subdividirse en doblado por aire, doblado por el fondo y acuñado.
Flexión del aire
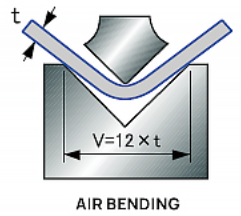
El plegado por aire también se denomina plegado parcial porque la pieza no está en contacto total con la matriz. En el plegado por aire, la chapa sólo está conectada con el hombro de la matriz y la punta del punzón.
El punzón se presiona sobre la placa y pasa a través de la parte superior de la matriz hasta la abertura en forma de V de la matriz, pero no entra en contacto con la superficie de la abertura en forma de V.
Por lo tanto, la distancia entre el punzón y la pared lateral de la matriz debe ser mayor que el grosor de la chapa. El plegado por aire es el método de plegado con menor contacto con la chapa.
El equipo sólo tiene que entrar en contacto con la chapa en tres puntos: el punzón, la punta del punzón y el hombro de la matriz. Por tanto, la relación entre el ángulo de plegado y el ángulo del utillaje no es muy significativa.
La profundidad de presión del punzón en la abertura en forma de V es el factor importante que afecta al ángulo de curvatura. Cuanto mayor sea la profundidad de presión del punzón, más agudo será el ángulo de curvatura.
No es necesario que la matriz inferior y el punzón utilizados en el plegado por aire tengan el mismo radio, ya que el radio de plegado viene determinado por la elasticidad de la chapa.
Ventajas
Como no es necesario empujar la punta del punzón más allá de la superficie del metal, requiere menos fuerza de doblado o tonelaje. Además, no requiere demasiadas herramientas y su funcionamiento es sencillo y flexible.
El contacto mínimo entre la chapa y el utillaje reduce las marcas en la superficie. Es capaz de doblar una amplia gama de tipos y grosores de material.
Desventajas
El resultado será un cierto grado de recuperación elástica tras la flexión. A menudo es necesario sobredoblar para compensar el retorno elástico.
Por lo tanto, el ángulo de plegado real debe ser más agudo que el ángulo de plegado preestablecido durante el plegado para lograr el ángulo de plegado final.
Además, en el plegado por aire, como la placa metálica y la matriz no están en pleno contacto, resulta difícil garantizar la precisión del plegado. Además, es difícil mantener una profundidad de carrera precisa.
No es adecuado para piezas que requieren tolerancias angulares muy ajustadas. Las incoherencias en el grosor y las propiedades del material pueden provocar variaciones angulares.
Bottoming
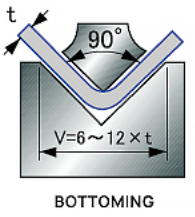
El doblado de fondo también se conoce como prensado de fondo, doblado de fondo o golpeado de fondo. Al igual que el plegado por aire, el plegado de fondo también requiere un punzón y una matriz. La geometría del punzón y la matriz se adapta al ángulo de plegado final deseado, normalmente 90°.
En el plegado inferior, el punzón presiona la placa metálica contra la parte inferior de la matriz, por lo que el ángulo de la matriz determina el ángulo de plegado final de la placa metálica.
La liberación del punzón hará que la chapa retroceda y entre en contacto con la matriz. Una flexión excesiva ayuda a reducir el efecto de retroceso. Utilizar más fuerza también reducirá el efecto de retroceso por muelle y proporcionará una mayor precisión.
La diferencia entre el plegado por aire y el plegado por el fondo está en el radio. El radio de la matriz determina el radio interior de la chapa de plegado.
La anchura de la abertura en forma de "V" suele ser de 6 a 18 veces el grosor de la chapa.
Ventajas
En el curvado de fondo, como el ángulo de la matriz es fijo, la precisión del curvado es mayor y el retroceso elástico es menor. Su ángulo de curvado es más preciso y consistente que el curvado por aire, normalmente dentro de ±0,5°.
Puede lograr un radio de curvatura menor que el curvado por aire, y su línea de curvatura y esquinas son agudas y perfiladas.
Desventajas
El coste de la matriz es elevado debido a las matrices rectificadas de precisión necesarias para cada ángulo de plegado y material. Las elevadas fuerzas de contacto entre el punzón, el material y la matriz aumentan la abrasividad de la herramienta.
Acuñación
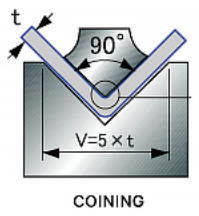
La acuñación también es un método de doblado muy utilizado. La palabra "acuñación" procede de la fabricación de monedas. En Estados Unidos, para imprimir el perfil de Lincoln en una moneda, se utiliza una máquina de gran tonelaje que comprime la moneda para obtener la misma imagen que la del molde.
En la acuñación, el punzón y la placa metálica se encuentran en la parte inferior de la matriz. La fuerza producida por el punzón es de 5 a 8 veces superior a la del plegado por aire. De este modo, la chapa apenas retrocederá.
Ventajas
El material se adapta perfectamente a la forma de la matriz y tiene una gran precisión y buena repetibilidad.
El resorte de retroceso es el más pequeño porque supera el límite elástico del material. No es necesario doblar en exceso. La precisión de doblado de la acuñación es extremadamente alta, y el radio de doblado es pequeño.
Desventajas
Su coste de fabricación también es muy elevado. No es adecuado para lotes pequeños ni para ángulos de plegado variables. En este proceso de plegado, la fricción daña fácilmente la plegadora y el utillaje.
Además, hay que equipar más utillajes. Básicamente, cada espesor de chapa necesita diferentes punzones y matrices. También hay que tener en cuenta el ángulo, el radio y la apertura de la matriz.
Comparación entre los tres tipos de flexión anteriores
| Característica | Acuñación | Doblado inferior | Flexión del aire |
| Principio | Utiliza un alto tonelaje para comprimir la chapa metálica entre el punzón y la matriz adaptados con precisión, garantizando que el material se ajuste totalmente a la forma de la herramienta. | El punzón empuja la chapa completamente hacia el fondo de la matriz en forma de V, ajustándola al ángulo de plegado final requerido. | Proceso común de conformado de chapa metálica realizado en una punzonadora, en el que la chapa metálica se coloca en una matriz en forma de V y el punzón presiona el material dentro de la matriz sin tocar el fondo. |
| Presión requerida | Muy alto, de 5 a 30 veces el de la flexión del aire | Alta, normalmente de 3 a 5 veces la de la flexión del aire | Relativamente bajo |
| Precisión del ángulo | Utiliza un alto tonelaje para comprimir la chapa metálica entre el punzón y la matriz adaptados con precisión, garantizando que el material se ajuste totalmente a la forma de la herramienta. | Alta, normalmente dentro de ± 0,5 ° | Inferior, normalmente en torno a ± 0,5 °, lo que requiere una compensación por exceso de flexión para el retorno elástico. |
| Importe del springback | Mínimo, superando el límite elástico del material | Cuando se requiere una gran precisión angular y la salida es grande | Más grandes, que suelen requerir una gran flexión |
| Requisitos del troquel | Matrices especiales que requieren un mecanizado de precisión | Gran versatilidad: el mismo troquel puede utilizarse para diferentes ángulos | Más alto, el material se ajusta completamente a la matriz |
| Eficacia de la producción | Baja, requiere un mayor tiempo de mantenimiento de la presión | Más abajo, el punzón debe presionarse hasta el fondo de la matriz | Tiempo de ciclo alto y corto |
| Calidad de la superficie | Hay muescas evidentes y adelgazamiento en el punto de flexión | Hay ciertas marcas de contacto del troquel en el punto de doblado | Huellas de superficie mínima |
| Ocasiones aplicables | Cuando hay una gran demanda de precisión angular y una gran producción | - Elevados requisitos de tonelaje - Mayor riesgo de desgaste y rotura de las herramientas - Tiempo de ciclo más lento que el plegado por aire - Mayores costes de utillaje - Limitaciones de las geometrías y ángulos de flexión - Adelgazamiento del metal y marcas superficiales en las líneas de pliegue - No es rentable para lotes pequeños o ángulos de curvatura variables | Baja exigencia de precisión angular, producción de lotes pequeños y materiales y ángulos variables. |
| Ventaja | Cuando se requiere una gran precisión angular y la salida es grande | - Ángulos de plegado más precisos y uniformes que en el plegado por aire. - Mínima recuperación elástica. - Líneas de flexión y esquinas nítidas y bien definidas. - Adecuada para curvar materiales de alta resistencia. - Capaz de conseguir radios de curvatura interior más pequeños que el curvado por aire. | - Gran flexibilidad - Requiere menos presión en comparación con el plegado inferior o el estampado - Menor contacto entre la chapa y la herramienta, lo que reduce las marcas en la superficie - Tiempo de ciclo más rápido en comparación con el plegado inferior - Capaz de doblar diversos tipos y grosores de materiales |
| En breve | - Mayor fuerza de curvado y tonelaje que el curvado neumático - Tiempos de ciclo más lentos debido a la necesidad de tocar a fondo el punzón. - Aumento de los costes de utillaje - Desgaste de la herramienta debido a las mayores fuerzas de contacto - Mayor riesgo de daños o sobrecarga de la herramienta - Marcas o arañazos en la superficie metálica donde entra en contacto la herramienta. - Formabilidad limitada en comparación con el plegado por aire | - Mayor fuerza de curvado y tonelaje que el curvado neumático - Tiempos de ciclo más lentos debido a la necesidad de tocar a fondo el punzón. - Aumento de los costes de utillaje - Desgaste de la herramienta debido a las mayores fuerzas de contacto - Mayor riesgo de daños o sobrecarga de la herramienta - Marcas o arañazos en la superficie metálica donde entra en contacto la herramienta. - Conformabilidad limitada en comparación con el plegado en aire | - La precisión angular es menor hacia la curva inferior. - No es adecuado para componentes que requieren tolerancias angulares muy ajustadas. - Las incoherencias en el grosor y las propiedades del material pueden provocar variaciones angulares. - Las punzonadoras más antiguas y menos rígidas pueden tener dificultades para conseguir ángulos uniformes. |
IV. ¿Qué hay que tener en cuenta al doblar un metal con una plegadora?
Tipos de materiales de flexión
Antes de proceder al plegado de chapa, primero debemos asegurarnos de qué materiales son buenos para el plegado.
Algunos materiales metálicos tienen buena ductilidad, y este tipo de metales son más adecuados para el curvado, mientras que algunos metales son menos maleables o quebradizos y es fácil que se dañen o rompan durante el curvado.
Acero
- El acero laminado en frío se utiliza mucho, sobre todo en los calibres 16 a 10.
- Grados específicos como A36, A1011, A1008 son opciones populares. El A36 se utiliza para chapas de 1/4" y más gruesas, mientras que el A1008 se utiliza para chapas de hasta 3/16" de espesor.
- Los aceros inoxidables como el 304 (uso general), el 316 (entornos cáusticos) y el 430 (aplicaciones magnéticas) se doblan con frecuencia.
Aluminio
- Las aleaciones de aluminio 5052 y 3003 se utilizan indistintamente y son fáciles de conformar y soldar. La 5052 proporciona mayor solidez y resistencia a la corrosión.
- El aluminio 5083, la aleación no tratable térmicamente más resistente, se utiliza en aplicaciones marinas que requieren soldabilidad, conformabilidad y resistencia a la corrosión.
- El aluminio 6061 se utiliza para chapas de 3/16" y más gruesas, formas extruidas y piezas mecanizadas. Puede someterse a tratamiento térmico para aumentar su resistencia, pero es más quebradizo.
Flexión Springback
En el proceso de doblado, la superficie interior de la chapa se comprimirá y la exterior se estirará.
Dado que la placa metálica tiene una buena capacidad de flexión, la superficie comprimida producirá un cierto retorno elástico después de aliviar la carga.
El retroceso elástico viene determinado por las propiedades de los materiales, como el límite elástico, el módulo de elasticidad y la ductilidad. Un metal más duro y de alta intensidad mostrará un mayor retroceso elástico.
Para compensar el retroceso elástico, el metal debe doblarse en cierta medida para que vuelva al ángulo final deseado.
El radio de curvatura influye en la recuperación elástica de la placa. Cuanto mayor sea el radio de curvatura, mayor será la recuperación elástica.
El uso de un punzón afilado puede reducir el retroceso por muelle. Porque el punzón afilado tiene un radio interior pequeño.
Compensación de curvatura
La tolerancia de plegado es un factor crítico que hay que tener en cuenta al calcular la longitud de material necesaria para una operación de plegado.
Se refiere a la longitud del eje neutro entre las dos líneas de plegado, y puede variar en función del grosor, el material y el ángulo de plegado de la pieza.
Para calcular el margen de curvatura, hay que tener en cuenta la resistencia a la tracción, el alargamiento y el grosor del material, así como el radio y el ángulo de curvatura.
Una vez determinada la sobremedida de plegado, se suma a la longitud plana total del material para obtener la longitud de material necesaria para la pieza deseada.
Es esencial asegurarse de que el margen de plegado es exacto, ya que incluso un ligero error de cálculo puede dar lugar a errores en las dimensiones y la forma finales de la pieza.
Si tiene en cuenta la sobremedida de plegado, podrá obtener resultados más precisos y uniformes en sus operaciones de plegado.
V. Conclusión
A través de mi pasaje, se puede ver que la plegadora de plegado es un método común de conformado y procesamiento de chapa metálica.
Utiliza el punzón para ejercer presión sobre la chapa, provocando su deformación plástica para doblarla. El plegado por aire, el punzonado y el acuñado son los métodos de plegado más comunes y eficaces.
Si está interesado en la tecnología de prensas plegadoras o está pensando en adquirir el equipo, quizá desee considerar la máquina herramienta ADH.
Como fabricante profesional de prensas plegadoras con más de 40 años de experiencia, ADH puede ofrecer múltiples productos de prensas plegadoras de alta presión y alta calidad que satisfacen los requisitos de diferentes industrias y ocasiones. Bienvenido a navegar por nuestras páginas de productos y obtenga más información sobre una serie de prensas plegadoras.



