I. Introducción
El prensa plegable es un equipo indispensable en la industria de transformación de metales, y el utillaje es el "corazón" de la prensa plegadora. El utillaje de una prensa plegadora se divide en dos partes.
El utillaje instalado en la parte superior del cilindro se denomina punzón superior, y el utillaje instalado en la parte inferior de la mesa de trabajo se denomina matriz inferior. El punzón superior y las matrices inferiores, dos piezas, trabajan conjuntamente sobre la chapa para completar el plegado de la pieza.
El proceso en el que el punzón superior de la plegadora aplica fuerza a la chapa sobre la matriz inferior es el proceso de plegado. El punzón superior acciona el cilindro para doblar la chapa a través de diferentes fuentes de energía. Las fuentes de accionamiento incluyen motores mecánicos, hidráulicos, servomotores, etc.
Elegir el utillaje adecuado para prensas plegadoras no sólo puede mejorar la precisión y la eficacia del proceso, sino también prolongar la vida útil de la matriz y el equipo, reduciendo los costes de producción. Sin embargo, ante la gran variedad de troqueles para prensas plegadoras que hay en el mercado, muchos usuarios se sienten perdidos.
Este artículo partirá de la importancia de seleccionar los utillajes para prensas plegadoras, analizará los factores clave que afectan a la selección, así como el mantenimiento y cuidado posteriores, para ayudarle a seleccionar fácilmente los mejores utillajes para prensas plegadoras.
II. Normas de las herramientas de plegado
Existen diferentes tipos de punzones y matrices, y seleccionar los punzones y matrices adecuados para el plegado es crucial para mejorar la precisión y la eficacia.
El utillaje de tamaño estándar es más cómodo de sustituir, ya que el diseño de las piezas de utillaje con dimensiones estándar es coherente. Esto elimina la necesidad de realizar demasiados ajustes al sustituir los punzones y las matrices, ya que estos utillajes se mantienen en la misma posición para facilitar su sustitución.
Las partes superiores del cilindro de la prensa plegadora requieren un dispositivo de sujeción para fijar los punzones. La sujeción fija los punzones en la posición requerida, lo que les permite doblar la placa metálica con el movimiento del carnero.
La segmentación de las matrices puede facilitar el proceso de plegado de piezas de distintos tamaños. Herramientas para prensas plegadoras requieren una precisión muy alta, en particular la precisión de las puntas de los punzones y los hombros de las matrices, ya que estas piezas entrarán en contacto directo con la chapa durante el plegado.
Los punzones y matrices de alta precisión pueden reducir los ajustes en el proceso de instalación.

III. Tipos de punzones y matrices
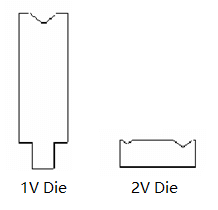
Las matrices de las plegadoras incluyen matrices en V, matrices en U y matrices en Z, siendo las matrices en V las más comunes. La longitud mínima de la brida debe ser al menos 4 veces el grosor del material; de lo contrario, no se puede obtener el ángulo de plegado exacto.
Los juegos de matrices en V con diferentes anchuras de apertura se adaptan a los punzones correspondientes, lo que permite a la plegadora doblar en diferentes ángulos y materiales. De este modo, la prensa plegable puede doblarse en diferentes ángulos y con distintos materiales.
El utillaje para prensas plegadoras se clasifica en 2 tipos: punzón y matriz.
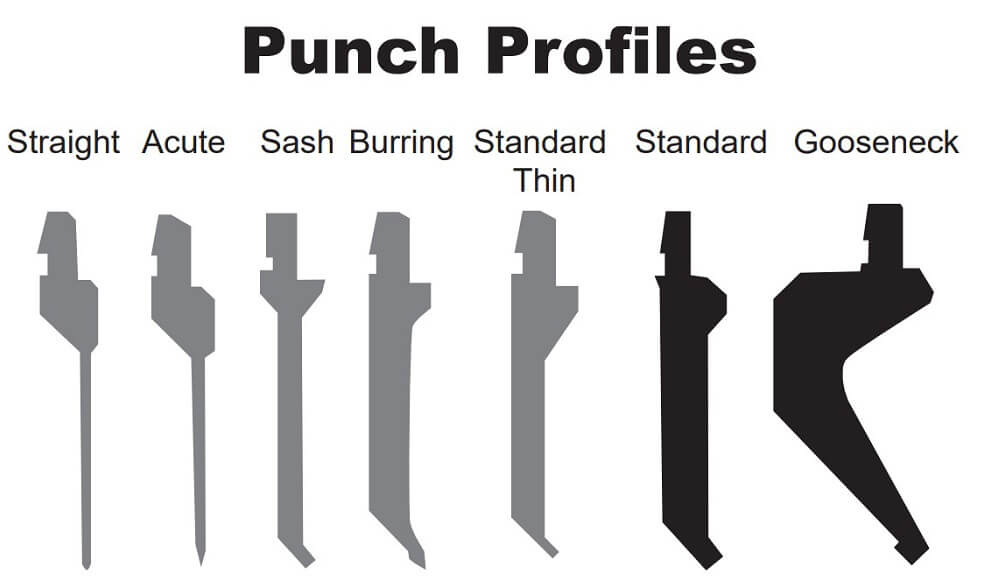
Tipos de punzón
- Punzón estándar: El tipo de punzón más utilizado para el plegado general.
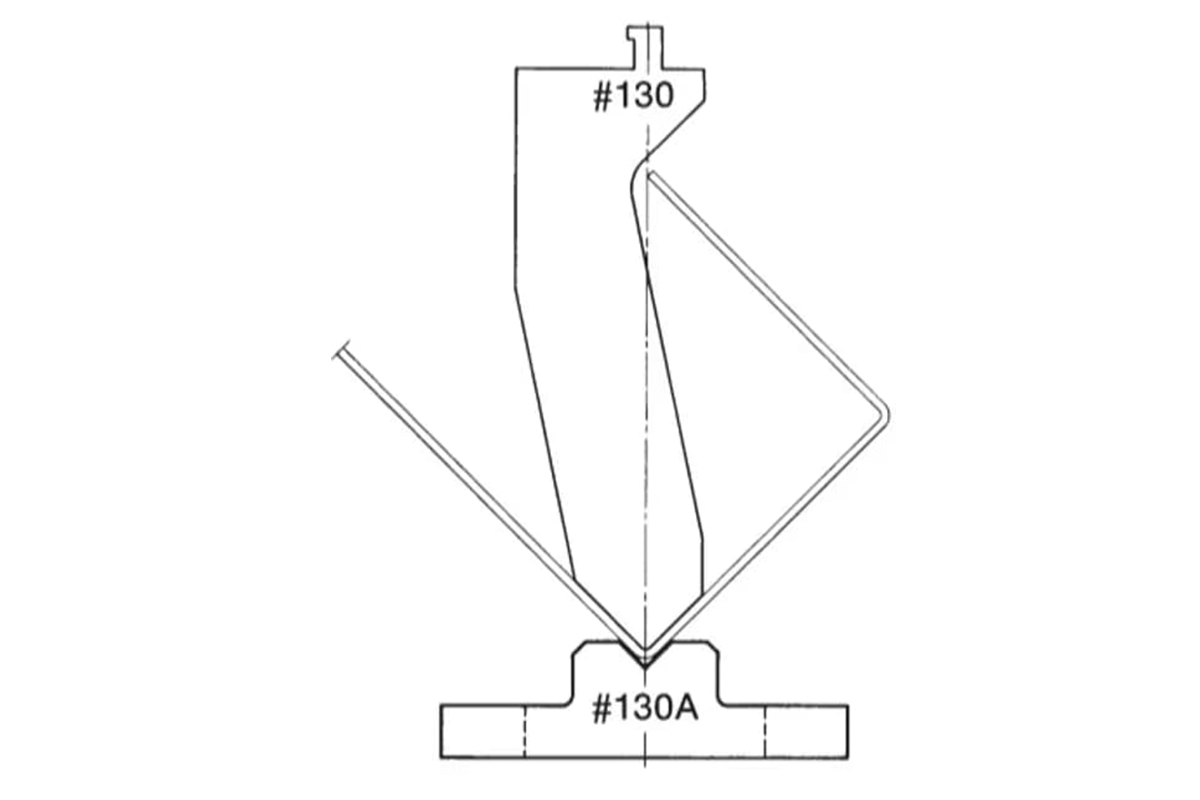
- Punzón para ángulos agudos: Se utiliza para doblar ángulos agudos, generalmente entre 25° y 60°.
- Punzón de cuello de cisne: Se utiliza para evitar la interferencia de la pieza de trabajo.
- Punzón de arco: Se utiliza para doblar formas de arco.
- Punzón Cuchillo Doblador: Se utiliza para evitar dobleces múltiples.
- Punzón conformador: Se utiliza para el conformado único de formas complejas.
Tipos de troqueles
- Troquel en forma de V: El troquel más común, dividido en los tipos V simple, V doble y V múltiple.
- Matriz en forma de U: Se utiliza para doblar en forma de U.
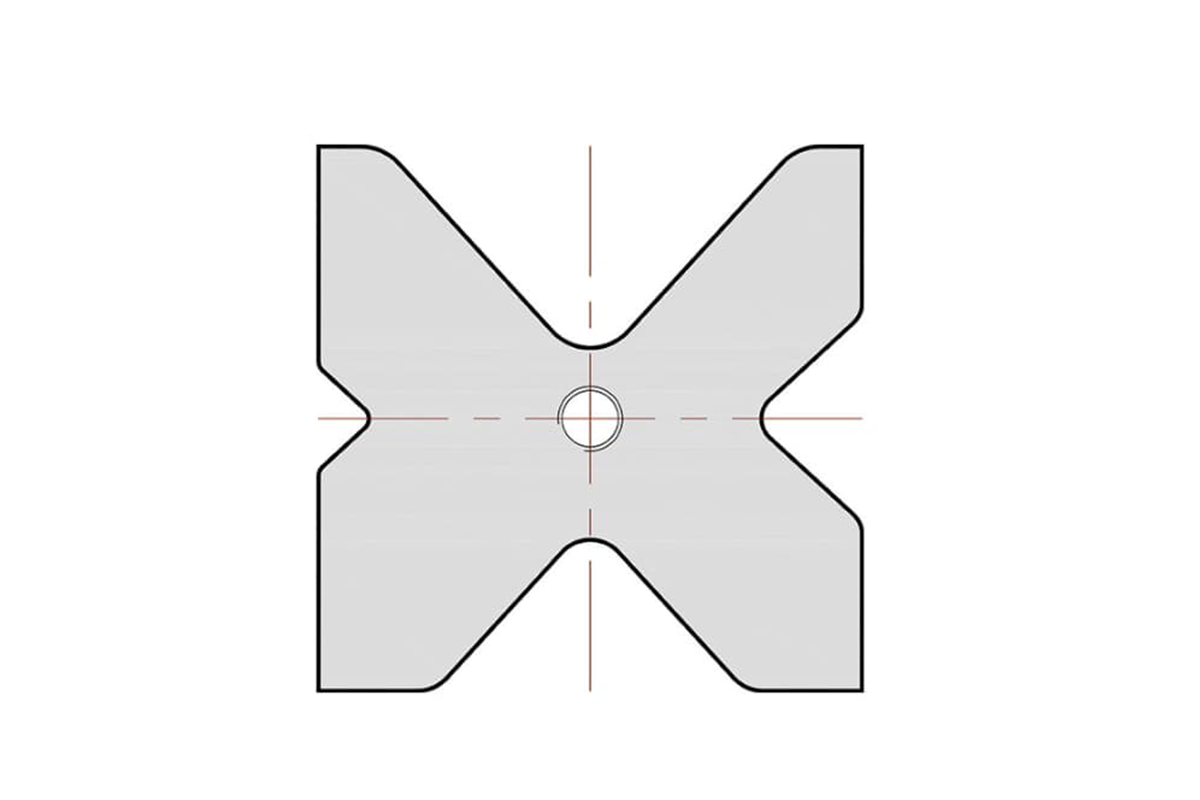
- Troquel cuádruple: Las cuatro caras tienen ranuras de diferentes tamaños.
- Matriz de conformado de cajas: se utiliza para doblar piezas en forma de caja.
- Matriz de conformado ondulado: Se utiliza para conformar piezas onduladas.
- Troquel sin impresión: Incluye el tipo de cojinete de bolas, el tipo de aleta y el tipo de poliuretano, que pueden evitar las marcas de flexión.
IV. Consideraciones para la selección de herramientas
1. Material de plegado
El tipo de metal que se desea doblar es un factor importante. El grosor del metal determina la abertura de la matriz, el radio de curvatura y el ángulo de curvatura.
Por ejemplo, algunos aceros tienen mayor fuerza y resistencia que otros, y esta resistencia se denomina resistencia a la tracción (UTS) del metal. La resistencia a la tracción de los metales es diferente, lo que requiere moldes de resistencia diferente.
Además, la longitud de la chapa determina cuántas herramientas se necesitan. Otro factor es el grosor del metal. Las herramientas diseñadas para chapa metálica pueden no ser adecuadas para materiales más gruesos y provocar un desgaste prematuro o daños en las herramientas y las plegadoras.
2. Abertura en V y radio del material
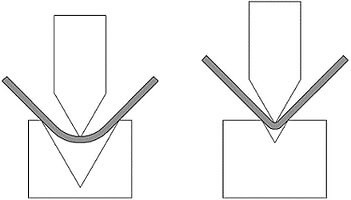
Al doblar chapa, si el grosor y el tipo de metal son los mismos, no hay un único tamaño de abertura del troquel en V. La chapa no debe perderse durante el plegado.
Si el radio interior es inferior al espesor de la chapa, ésta se estirará, lo que provocará la deformación de la pieza.
Un radio mayor que el grosor de la chapa no causará deformación. Al elegir la apertura perfecta de la matriz en V, no sólo debemos evitar la deformación del radio, sino también elegir un radio más pequeño.
3. La regla del 8
Existe una regla empírica aplicable a la apertura en V de las matrices de las plegadoras, conocida como la regla del 8. La regla del 8 se basa en un acero laminado en frío de 60.000 PSI de tracción y estipula que la matriz de apertura en V debe tener un grosor ocho veces superior al del material de plegado.
La regla del 8 se aplica a la mayoría de los procesos de curvado. Dentro del rango de tonelaje especificado, se puede producir un radio interno aproximadamente igual al espesor del material.
Sin embargo, no se trata de una ley perfecta, porque el factor aumentará o disminuirá con la variación del espesor del material. Como resultado, la anchura de algunas aberturas de los troqueles en V es 6 veces, 10 veces o incluso 12 veces el grosor del material.
Las placas más gruesas suelen requerir una abertura en V de 10 veces el grosor para distribuir la fuerza sobre un área mayor y evitar grietas en la placa debido a su menor ductilidad.
Antes de determinar las matrices de la plegadora, determine primero la chapa metálica más gruesa y más fina que se va a plegar, y utilice la regla de 8 para determinar el tamaño correcto de las matrices en V.
Seleccione el troquel en V más pequeño y duplique su tamaño para determinar el siguiente troquel en V hasta alcanzar el molde máximo. Si no se encuentra una coincidencia exacta, las dimensiones deben redondearse al molde disponible más próximo.
4. La apertura en V afecta al radio del material de flexión
La apertura en V de las matrices de la plegadora afecta al radio del material de plegado. En general, lo ideal es que el radio interno del material sea igual a su grosor.
Si el radio interior es inferior a 1 espesor, significa que el material extraído del radio desaparece. En el curvado de chapas, si el radio interior es inferior a 1 espesor, puede aparecer un "abombamiento lateral" en la curva.
Cuanto mayor sea la abertura de la matriz en V, mayor será el radio de la placa metálica. Sin embargo, la resistencia a la tracción del material también afectará al radio. En una apertura de matriz en V determinada, cuanto más resistente sea el material, mayor será el radio.
En acero dulce, el radio de curvatura (R) suele ser 1/8 de la abertura de la matriz en V, lo que da lugar a la siguiente fórmula: R = V/8. Sin embargo, esta regla varía según el tipo de metal.
5. Longitud mínima de la brida o pata
Al seleccionar las matrices en V, es importante prestar atención a la longitud del reborde o la pata que requiere la pieza. Durante el plegado, la chapa debe estar siempre en contacto directo con el reborde de la matriz.
Si la longitud de la brida es inferior a la especificada, caerá dentro de la abertura en forma de V, lo que provocará resultados de doblado imprecisos. Por lo tanto, cuanto mayor sea la abertura en forma de V, mayor será la brida o pata mínima requerida en la placa metálica.
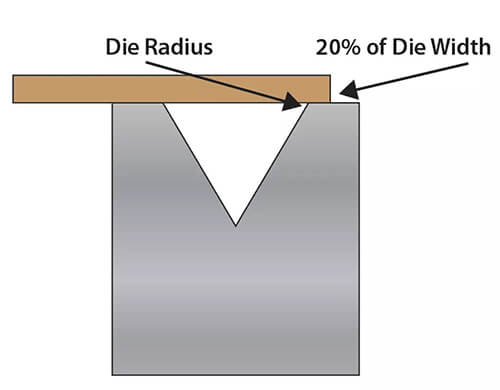
El reborde mínimo formado por una matriz en V es de aproximadamente 70% de la abertura de la matriz en V estándar, mientras que una matriz de ángulo agudo puede alcanzar 110% o más de la abertura de la matriz en V.
Antes de determinar la longitud mínima de la pestaña, la chapa debe colocarse en la matriz, de modo que el material entre en contacto con el hombro de la matriz en un punto igual a 20% de la abertura de la matriz en V.
V. Análisis de casos específicos de selección de troqueles de plegadora
Caso 1 Selección de utillaje para la transformación de chapas de acero inoxidable
La fábrica necesita procesar placas de acero inoxidable 304 con un grosor de 2 mm, un ángulo de curvatura de 90° y una longitud de curvatura de 1.000 mm. Teniendo en cuenta la gran solidez del acero inoxidable, se produce el spring back (las partes de los materiales vuelven a su forma original tras el doblado debido a la deformación elástica).
Así, las matrices de boca en forma de v R4 (la superficie de contacto entre el punzón superior y la matriz inferior muestra forma de v, y el radio de la boca en forma de v es de 4 mm).
Al mismo tiempo, se elige el material SKD11 (un acero para herramientas de alta calidad y alto contenido en carbono y cromo) para mejorar la abrasividad y la vida útil de la prensa plegadora. Tras un proceso de prueba, la precisión del tamaño y la calidad de la superficie de la plegadora han cumplido los requisitos.
Caso 2 Selección de utillaje para procesar chapa de aleación de aluminio
Una fábrica de equipos de automatización necesita procesar una placa de aleación de aluminio 6061-T6 con un ángulo de flexión de 120° y un grosor de placa de 3 mm. Debido a la suavidad del material de aleación de aluminio, se producirán hendiduras y peladuras (protuberancias parciales en la superficie del material).
Después de las pruebas, se elige la matriz R8 con boca en forma de U (la superficie de contacto entre el punzón superior y la matriz inferior tiene forma de U, el radio de la boca en forma de U es de 8 mm), y la superficie de la matriz se somete a un tratamiento de nitruración (un proceso de tratamiento térmico superficial que puede mejorar la dureza superficial de la matriz).
Mientras tanto, la fuerza de flexión se reduce adecuadamente durante el doblado, y la superficie de la matriz se pinta con aceite lubricante. La superficie final de la placa de aleación de aluminio es lisa y limpia, sin desviaciones evidentes.
VI. Materiales y calidad de las herramientas
El material del utillaje es un factor importante para mejorar la calidad de la pieza y prolongar su vida útil. El coste del material de los utillajes varía en función de factores como el material de la pieza y la precisión de plegado.
En general, los materiales de alta calidad para herramientas son el acero templado, el acero rápido (HSS) y el carburo de tungsteno. El acero templado es duradero, resistente al desgaste y puede soportar grandes pesos.
El acero rápido es resistente al desgaste, tiene una larga vida útil y su coste es superior al del acero templado. Y el carburo de tungsteno es el de mayor calidad y coste.
VII. Mantenimiento y almacenamiento adecuados
Los utillajes de la prensa plegadora necesitan un mantenimiento correcto para prolongar su vida útil y garantizar la calidad del plegado. Es necesario lubricar, rectificar y supervisar periódicamente el rendimiento de los utillajes de acuerdo con las instrucciones de uso.
Almacene los utillajes en zonas especializadas, como armarios de herramientas con cajones o compartimentos. Fije y aísle cada punzón y matriz con espuma o plástico. Además, limpie los utillajes con regularidad, páseles un paño suave y utilice regularmente un spray antioxidante.
VIII. Conclusión
Los utillajes de la plegadora influyen en la forma y la calidad de la pieza plegada. Antes de doblar, es necesario seleccionar las herramientas adecuadas para el material según la chapa.
También es necesario determinar la forma, el ángulo y el tamaño de apertura de la matriz en función de la pieza de trabajo de plegado. La selección correcta de las herramientas y el uso correcto del material pueden mejorar la precisión de las piezas de trabajo de plegado.
Afectarán al ángulo de plegado, el radio interno, la longitud mínima de la pestaña y el aspecto de toda la pieza. Utilizar el utillaje correcto puede mejorar la eficacia del plegado, reducir costes, evitar la deformación del perfil y proteger la seguridad de los operarios de la plegadora.
Si todavía tiene dudas sobre la elección de la prensa plegadora y el utillaje de prensa plegadora, le invitamos a ponerse en contacto con mi empresa, ADH Machine Tool.
Como fabricante de prensas plegadoras con 40 años de experiencia, no sólo ofrecemos prensas plegadoras de alta calidad, sino que también nos dedicamos a ofrecer un plan global de soluciones para el procesamiento del plegado.
Le invito sinceramente a visite nuestra página de productos y obtenga más información sobre nuestras series de prensas plegadoras y las herramientas correspondientes. Nuestro equipo está a su disposición para asesorarle y ofrecerle asistencia técnica.



