The numerical control system of the press brake is a system that controls the machine's procedures through a series of programming.
The control system of the press brake is divided into NC and CNC.
Both NC and CNC controllers are used to ensure the positioning accuracy of the press brake toolings and back gauges.
Their main difference lies in whether the program allows modification.
The numerical control system cannot modify the program, while the CNC system can modify or edit the program.
The CNC system is an advanced version of the NC system that greatly improves the accuracy and efficiency of the bending operation.
The CNC system is also user-friendly and can enhance work efficiency.
It contains various programming functions that can store a large number of complex bending steps, allowing for the production of large quantities of complex workpieces faster.
A good control system can optimize procedures and improve production efficiency.
Firstly, the operator needs to consider the main purpose of the machine, the precision of the workpiece, and their familiarity with the controller functions.
Secondly, it is also necessary to consider whether the controller is compatible and adaptable with existing bending machines.
Finally, it is necessary to carefully distinguish the specific functional differences between NC and CNC controllers.
However, do you know which press brake controller is the best choice?
This article will introduce how to select the most suitable controller for the press brake.
Types of Press Brake Controller
Press brake controllers can generally be divided into manual and CNC controllers.
The manual controller requires the operator to have a good understanding of bending parameters and requires manual adjustment and monitoring of machine operation.
The operation of manual controllers is time-consuming and has low accuracy.
The CNC controller controls the operation of toolings, ram, and back gauge through computer software.
Simply edit the relevant parameters to accurately bend the workpiece.
CNC controllers are compatible and adaptable with various press brakes.
Introduction of Delem CNC Control System
Delem, founded in the Netherlands in 1978, is a leading enterprise focusing on the CNC control field of sheet metal manufacturing.
Delem's press brake control systems include DA-Retrofit solutions, DA-40 series, DA-50 series, and DA-60 series.
The DA-66T, 69T, 53T, 58T, 41T, and 42T of Delem CNC control systems are touchscreen versions.
While DA-66W and 65R CNC control systems are button versions.
Delem CNC Control System - Touch Screen Version
Delem has a variety of touchscreen versions of the CNC controller.
DA-40 series
The controller of this series is specially used for traditional torsion shaft press brakes.
The system is able to control the back gauge(X&R), and beam(Y).
The bright LCD screen can be used for programming parameters including angle, tool, and material.
The DA-42 also has the functions of crowning control and pressure control.
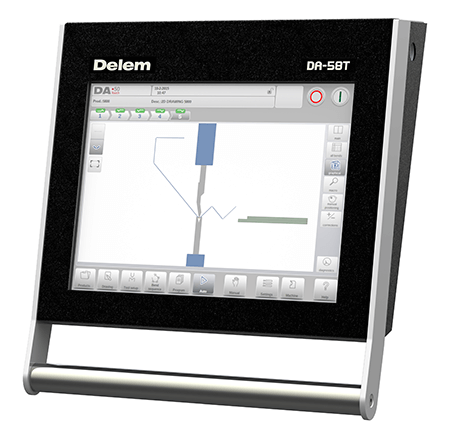
DA-50 series
DA-58T is suitable for the electro-hydraulic synchronous press brake.
DA-58T provides 2D touch graphic programming to calculate the bending process and collision detection automatically.
The positions of all axes are calculated automatically.
The bending process is simulated by the real scale machine and toolings.
DA-58T also can be used for tandem operation.
DA-53T is able to control Y1, Y2, and two auxiliary axes.
DA-60 series
The DA-60 series offers 2D and 3D full touch screen graphics programming.
The DA-69T and DA-66T are suitable for bending procedures that require very high accuracy.
The system is modular, the program is expanded, and the operation is more flexible.
Delem CNC Control System - Button Version

Delem's two common button version controllers are the DA-66W and the DA-65R.
These two systems provide 2D graphic programming and 3D graphic display functions.
They also offer a multi-machine linkage function, and the touch screen is an optional configuration.
Introduction of ESA CNC Control System
Founded in Italy in 1962, Automation is a world-leading expert in the field of integrated CNC systems.
By 2022, ESA's products will mainly include the 600 and 800 series.
Commonly used are the S660, S640, S630, S830, S840, S850, etc.
ESA CNC Control System - S600 Series

The S600 series are all touch screens. They can control a minimum of 3 axes and a maximum of 128 axes.
The PLC and HMI can be reprogrammed to meet customized requirements.
They can adapt to a variety of bending machines, including hydraulic press brakes, synchronous hydraulic press brakes, electric press brakes, and tandem press brakes, etc.
ESA CNC Control System - S800 Series
The S800 series is a new product line launched by the company in 2020.
The innovation of the S800 series is mainly reflected in intelligent modularization, complete digitalization, and wireless network connection.
The screen is 100% full touch, and graphical tools can develop complex 3D interfaces.
Introduction of Cybelec CNC Control System

Cybelec, founded in Switzerland in 1970, is a world-famous manufacturer of computer numerical control software for metal forming.
Cybelec's CNC system includes button versions: CT8P, CT8PS, CT8PS, CT15P, and the touch screen version: VisiTouch series.
The Cybtouch series is equipped with the Cybtouch tool, which can be used for wireless transmission between PC and system.
Modern streamlined glass surface touch screens can be used with gloves.
The touch screen provides 2D or 3D graphics programming, which can be programmed directly.
Automatic calculation of bending sequence, angle measurement, and collision detection.
It can control multi-axis movement and can be used for tandem press brakes.
Considerations to Select Controller
Friendly user interface. By programming the software system, the controller interface function is easy to use.
Compatibility. The current controller is compatible with the vast majority of press brakes. Reduced the cost of replacing the press brake.
Accuracy. The CNC press brake can provide very high accuracy through computer system control.
This can ensure the accuracy of the bending program and the accuracy of the workpiece.
Security. The CNC controller has safety protection functions, including emergency stop, overload protection, fault warning, and other functions.
Cost and budget. Choose the appropriate controller based on your own needs and budget. Try to choose controllers with scalable functionality.
Manufacturer's reliability. Before purchasing a controller, you can investigate the manufacturer's evaluation of the controller.
Conclusion
The most important points in choosing a controller for a press brake are functionality, stability, ease of use, and safety.
A user-friendly controller allows operators to quickly grasp the various functions of the press brake.
High-quality controllers can ensure the accuracy of bending and workpiece accuracy, as well as the safety of operators.
Before selecting the press brake controller, it is necessary to have a thorough understanding of its function and brand, and then select the appropriate controller according to the budget.
ESA has a wide range of products and functions that are rapidly upgraded.
Delem's products are easy to operate, but they tend to be more expensive.
Cybelec's products have excellent quality, although the operation can be slightly complicated.
Upgrading the press brake CNC controller can improve performance and reduce costs.
ADH is a professional manufacturer of metal processing machines such as press brakes and laser cutting machines.
If you need to purchase our press brake, you can contact our product experts and customize the product according to your needs.



