I. Introduction
A press brake is a common industrial production tool used for bending a variety of materials, such as steel, aluminium, and copper plates.
The knowledge and technique of the press brake are its fundamentals, which are paramount to helping you use it in manufacturing.
My passage will show you this information, including the K factor, bend allowance, and bend deduction.
The K-factor, also known as the bend radius factor, accounts for the material's tendency to stretch on the outer surface and compress on the inner surface during bending.
Proper calculation of the K-factor is important for determining the neutral axis position and minimizing potential defects like cracking or wrinkling.
Bend allowance refers to the additional material required to accommodate the bend radius, preventing excessive stretching or compression of the material.
Accurate calculation of bend allowance is vital for ensuring the final part dimensions align with the design specifications.
Bend deduction, on the other hand, compensates for the material's spring back effect, where the bent part tends to partially unbend after the bending force is removed.
Accounting for bend deduction is essential to achieve the desired bend angle and maintain dimensional accuracy.
By understanding and properly applying these essential factors, you can optimize their bending processes, minimize material waste, and consistently produce high-quality bent components that meet the most stringent requirements.
II. What Is the K Factor?
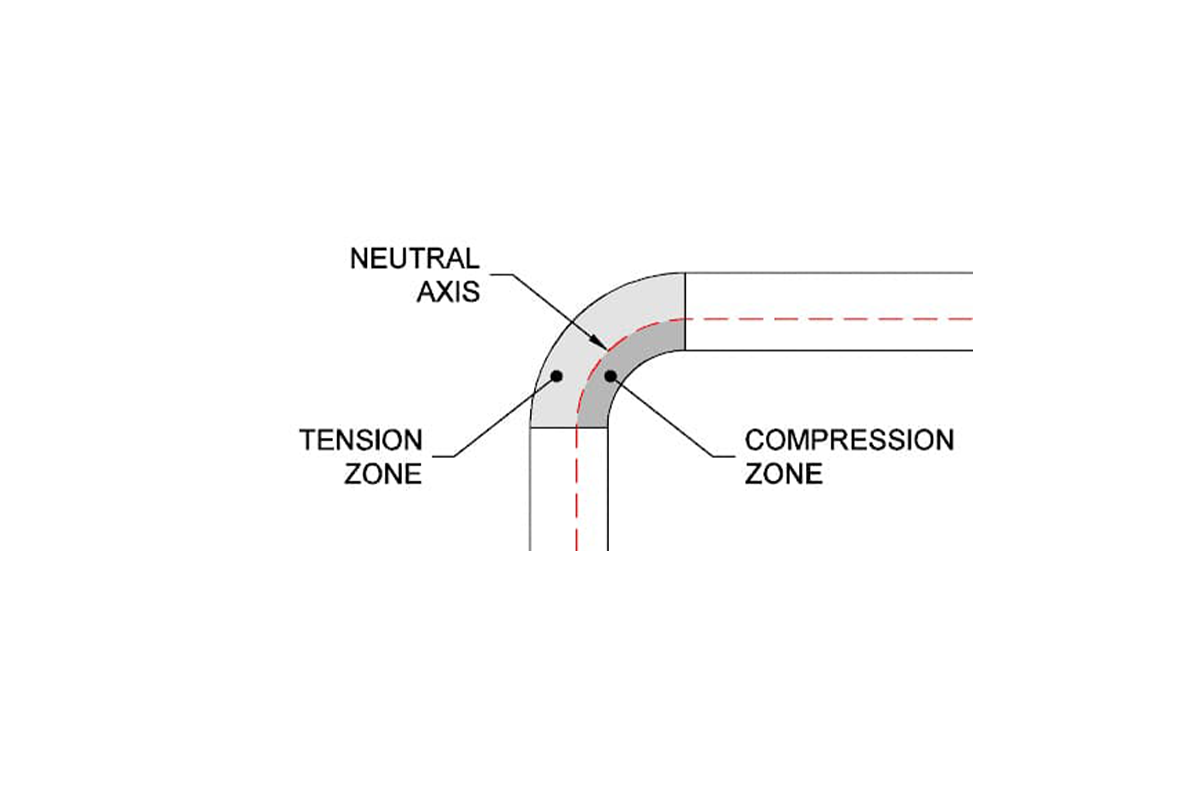
First, we need to understand the neutral axis. When sheet metal is bent, the bottom surface is compressed, and the top surface is stretched.
The neutral axis is located inside the metal where it will neither be compressed nor expanded, allowing it to maintain a constant length.
In flat sheet metal, the neutral axis is evenly located at half the thickness of the sheet metal, but it will move during bending.
The position change of the neutral axis is determined by various factors such as the material properties, thickness, bending angle, internal radius, and bending method of the plate.
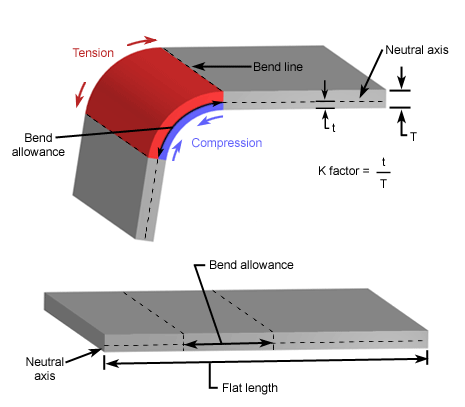
Mathematically, the K-factor represents the ratio between the position of the neutral axis (t) and the plate thickness (T).

Where t is the distance from the inside surface to the neutral axis and T is the metal thickness(Figure 1).
The K-factor is determined by the physical properties of the material, bending method, bending angle, and other factors.
Material Properties: it typically ranges between 0.30 and 0.50. In general, the K-factor of soft copper or soft copper materials is 0.35, the K-factor of materials such as semi-hard copper or brass, mild steel and aluminium is 0.41, and the K-factor of materials such as bronze, hard copper, cold-rolled steel and spring steel is 0.45.
Bending radius: the smaller the bending radius, the greater the K-factor.
Material thickness: the greater the material thickness, the greater the K-factor.
Material's yield strength: the higher the yield strength, the smaller the K-factor.
Elastic modulus (also known as Young's modulus): the greater the material thickness, the greater the K-factor.
In precision sheet metal manufacturing, the K-factor is a crucial factor. The K-factor is used to calculate the bending flat pattern, which is directly related to the length of the sheet metal stretched during bending.
It is the fundamental value for determining the bending allowance and bending deduction.
Since the ratio of the distance to the neutral axis to the plate thickness determines the position of the neutral axis in the metal plate, knowing the K-factor helps determine the position of the neutral axis after bending.
You can also determine the K-factor using the table below:

You can also use the online & free K Factor Calculator for perfect sheet metal bending
III. What is Bend Allowance?
The Bend Allowance (BA) is the arc length of bending measured along the neutral axis of the metal plate since the length of the neutral axis does not change after bending.
Once the bend allowance is calculated, it should be added to the flat length to determine the required sheet metal length needed to form the desired workpiece.
As is shown in the below figure:
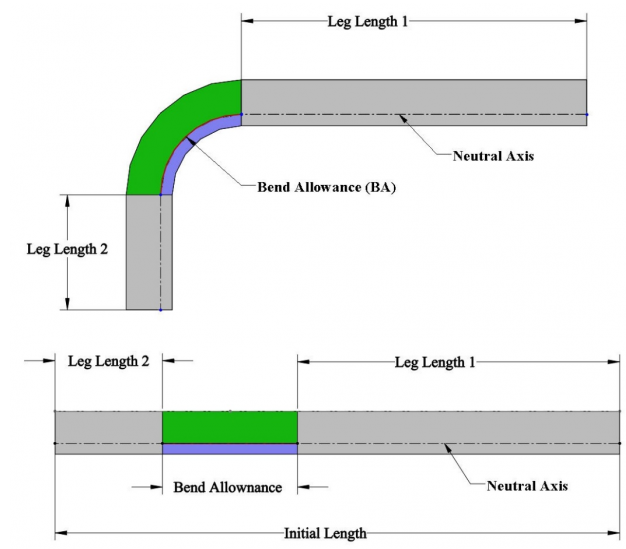
The following formula is used to calculate the flat length:
Sheet Metal Flate Length=Leg Length 1 +BA + Leg Length 2
Bend Allowance Calculation Formula:
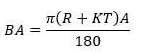
Where:
A - Bend angle
R - Inside radius
K - K factor
T - Material thickness
IV. What Is Bend Deduction?
After bending, the flange length (i.e., the total length) is greater than the length of the sheet metal flat pattern.
Bend deduction is the length of material that we need to remove from the total length of the plate to obtain the correct flat pattern.
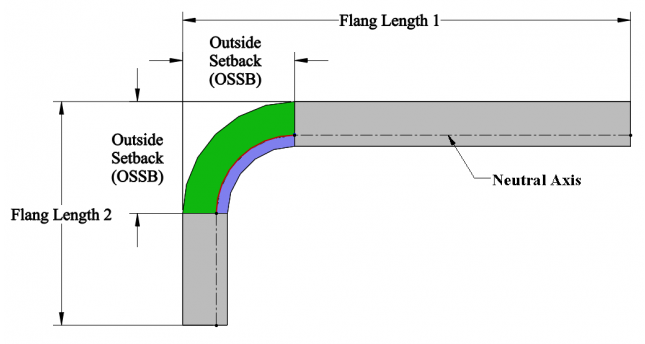
According to the figure above, the bend deduction is the difference between the bend allowance and twice the outside setback.
Bend Deduction Calculation Formula:

Where:
OSSB - The outside setback (the length of the part that extends beyond the bend angle).
R - Bend radius
K - K-factor (determined by material properties and thickness)
T - Material thickness
A - Desired bend angle in degrees
Let's assume we want to bend a 2mm thick stainless steel sheet to a 90° angle with an inside bend radius of 3mm. The K-factor for this material is known to be 0.44. Let's calculate the Bend Deduction step by step:
1. Calculate the Bend Allowance (BA):
BA = π * (R + K * T) * (A / 180)
Where R is the inside bend radius, K is the K-factor, T is the sheet thickness, and A is the bend angle.
Plugging in the values:
BA = π * (3 + 0.44 * 2) * (90 / 180) = 4.39mm
2. Calculate the Outside Setback (OSSB):
OSSB = R + T = 3 + 2 = 5mm
3. Calculate the Bend Deduction (BD):
BD = 2 * OSSB - BA
Plugging in the values:
BD = 2 * 5 - 4.39 = 5.61mm
Therefore, to achieve a 90° bend with a 3mm inside bend radius on this 2mm thick stainless steel sheet, we need to set the Bend Deduction to 5.61mm during the bending process.
This means we need to over-bend the sheet by 5.61mm to compensate for the springback after bending, ultimately achieving the desired 90° bend angle.
The calculation of the bend deduction can help determine the part dimensions before bending, allowing for better production planning and reduced material waste.
V. Conclusion
Through an in-depth exploration of the K-factor, bend allowance, and bend deduction, we can better understand the role these key parameters play in the bending process.
The K-factor determines the degree of material stretch during bending, the bend allowance defines the actual dimensions of the workpiece after bending, and the bend deduction helps calculate the dimensions of the workpiece before bending.
Accurate calculation of these parameters is crucial for achieving precise bending and reducing material waste.
However, the K-factor, bend allowance, and bend deduction need to be determined through repeated trials in actual production, and theoretical calculations can only be used as an initial reference.
If you are looking for a professional press brake manufacturer, I recommend considering ADH Machine Tool.
As an industry leader with over 40 years of experience, ADH provides comprehensive bending solutions to its customers through its exceptional product performance and high-quality customer service.
You can browse my company's product page to learn about the latest product updates and technical specifications, and I'm sure you'll find a press brake that meets your requirements.



