Press Brake bend radius, bend deduction, bend allowance, and K factor are critical parameters in sheet metal processing.
Sheet metal processing is a comprehensive cold-working process for materials, typically below 6mm, such as steel, aluminum, copper, and other metal plates.
The techniques involved in sheet metal processing include shearing, punching/cutting/compounding, bending, folding, welding, riveting, splicing, and forming, such as creating an automobile body.
The defining characteristic of sheet metal processing is the consistency of thickness in the same part.
Sheet metal bending involves changing the angle of the sheet metal, such as bending it into a V or U shape.
There are generally two methods for sheet metal bending: die bending, used for complex structures with small volume and mass processing, and press brake bending, used for larger structures or small outputs.
What Is the Sheet Metal Bend Radius?
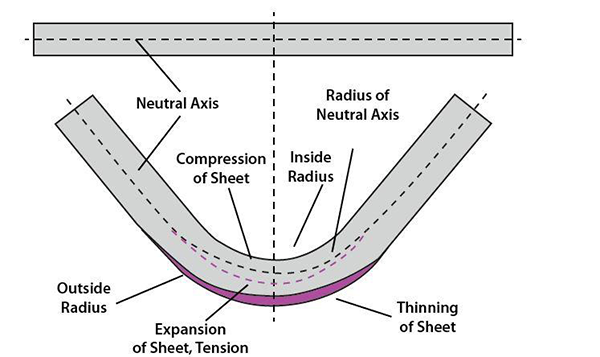
When metal materials are bent, the outer layer is stretched and the inner layer is compressed in its bend area.
The smaller the inner bend radius, the more significant the tension and compression on the material.
If the tensile stress on the outer bend exceeds the material's ultimate strength, cracking and fracturing may occur.
The tensile strength and bend radius of the metal material both impact the quality of the final workpiece.
To ensure high-quality bending, the structural design of the workpiece should avoid using a bend radius that is too small.
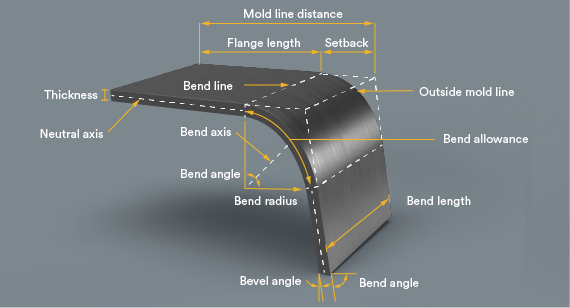
The bend radius refers to the distance from the bend axis to the surface of the plate when bending metal plates or bars.
This is commonly referred to as the internal bend radius.
The external bend radius is usually equal to the sum of the internal bend radius and the thickness of the sheet.
What Determines the Sheet Metal Bend Radius?
There are many factors that influence the bending radius, including material strength, thickness, lower die opening width, and tonnage.
In the bending process, the plate experiences both compressive and tensile stress, which also affects the bending radius.
The inside of the neutral axis is compressed, resulting in resistance to compression in the plate, while the outside of the neutral axis experiences tension, causing resistance to tension in the sheet.
Upon removal of the workpiece, residual compressive and tensile stress cause springback, making the bending angle larger.
Harder and thicker materials have greater springback, requiring over-bending to achieve a smaller angle than anticipated.
In air bending, the inner radius is approximately 16-20% of the die opening width for 60 KSI cold-rolled steel and 20% for stainless steel.
For material thicknesses less than 6mm, the inner radius is equal to the material thickness.
The larger the V-shaped die opening, the larger the bending radius.
With the same V-shaped die, the greater the material's tensile strength, the larger the inner radius.
Press Brake Bend Radius Calculation
The 8 times rule is a general guideline for determining the V-shaped die opening, suggesting that it should be eight times the thickness of the material.
However, there is no exact formula for determining the ideal bend radius for sheet metal, but under certain specified force conditions, the bend radius can be estimated to be equal to the thickness of the plate.
It's important to note that changes in the material thickness will affect the accuracy of this estimation.
The V-shaped die opening may range from 6 to 12 times the material thickness.
The bend radius is closely related to the material thickness. For material thicknesses less than 6mm, the bend radius is equal to the material thickness.
For material thicknesses greater than 6mm but less than 12mm, the bend radius is typically 1.5 times the material thickness.
And for material thicknesses greater than 12mm, the bend radius is approximately 3 times the material thickness.
It's important to keep in mind that these are just rough guidelines and there are many factors that can impact the bend radius, making it challenging to determine an exact number.
When the sheet thickness is equal to the bend radius, the most ideal bend radius is achieved.
The bend formed with this radius is consistent in angle and size and has minimal springback.
Conclusion
Bend radius plays a crucial role in sheet metal bending, and the correct inner radius ensures the bending quality of the workpiece.
The inner radius can also be used to calculate key parameters such as bend allowance and bend deduction.
An improper inner radius can result in the deformation or even breakage of the workpiece. This article provides an overview of sheet metal bending.
The use of the ADH press brake can help in producing more precise workpieces. If you would like to learn more about press brakes, please feel free to contact us.
FAQs
What Is the Minimum Bend Radius of Sheet Metal?
If the bend radius is smaller, the stress on the outside of the bend will be greater and the tension will be greater.
The plate will be deformed, cracked, or broken during bending.
In order to avoid these problems, attention should be paid to the minimum bending radius.
Due to different bending methods, die and material characteristics, different workpieces may have different minimum bending radii, and it is difficult to calculate the correct value.
However, in order to obtain the most perfect bending workpiece, the inner radius should be set as close to the plate thickness as possible.
To select plates with high ductility, the greater the tensile strength and hardness of the material, the larger the radius is required.
What Is the Formula for Bend Deduction?
Bend deduction refers to the amount of stretching that occurs during bending.
It is calculated as the difference between the total length of the flange and the total flat length.