"In the contemporary sheet metal industry, metal bending machines such as hydraulic press brakes, servo-electro press brakes, and CNC press brakes are widely used.
However, some special-purpose bending machines, such as finger brakes, continue to remain popular in the industry.
Although the functions of the press brake are similar to those of the finger brake, their operating principles and bending methods are quite different from each other.
What Is Finger Brake?
Box and pan brakes are commonly used for bending thin metal plates made of materials with high tensile strength, such as stainless steel, aluminum, and other alloys.
These brakes are also referred to as finger brakes and work by using a clamping rod with removable steel fingers of varying widths.
Finger brakes are mainly utilized for forming objects like boxes and pans.
The fingers are secured in place by thumbscrews, and any unused fingers can be removed before bending.
It is crucial to tighten all thumbscrews and secure the fingers before using box and pan brakes to avoid any unwanted bending or deformation.
In conclusion, box and pan brakes, also known as finger brakes, are specifically designed to bend thin metal plates into objects like boxes and pans by using removable steel fingers and clamping rods.
What Is Press Brake?
A press brake is a machine commonly utilized in the sheet metal industry for the purpose of bending metal sheets.
The history of bending machines dates back to the simple cornice brake and has evolved over time to the hydraulic press brake and eventually the CNC press brake.
The CNC press brake is known for its accuracy and efficiency in bending, achieved through programming.
This machine is versatile and can bend complex workpieces, making it widely utilized in industries such as automotive, construction, and aviation.
The press brake comes with varying bending capacities and is capable of bending plates of varying lengths and thicknesses.
What Are the Differences: Press Brake vs Finger Brake
Functions
Finger Brake
The finger brake is predominantly utilized for creating boxes, pans, channels, angles, and other similar objects of varying depths and sizes.
It also has the capability of creating hemming, processing both open and closed hems and even lighter gauge hems.

The finger brake bends the metal to over 130 degrees and then flattens the hem using the apron and presses it firmly against the top of the clamping rod.
It is mainly utilized for bending simple workpieces or for prototype design and production.
The finger brake can also be utilized for one-time sheet metal forming for automobile bodies and for HVAC workpieces, as it is capable of performing small, complex angle bends quickly.
Press Brake
In comparison, the press brake offers a more advanced range of functions than the finger brake.
There are various types of press brakes, all of which consist of a frame, workbench, ram, tooling, and driving device.
The driving device of the press brake can be manual, mechanical, hydraulic, servo motor, or pneumatic, resulting in different bending forces exerted on the workpiece.
This leads to a tonnage range for the press brake of 40 tons to 1000 tons.
This ability to exert varying forces enables the press brake to bend plates of varying thicknesses without damaging the machine.
The length of the press brake's worktable determines the length of the sheet that can be bent.
A smaller press brake can bend shorter plates while a tandem press brake is designed to bend larger workpieces.
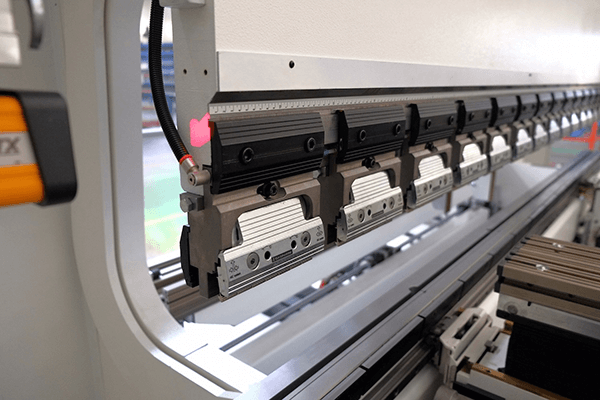
The press brake's tooling consists of a group of dies with various angles and shapes, including punches (right angle, acute angle, obtuse angle, gooseneck) and dies (U-shape, V-shape, single mode, double mode).
CNC press brakes are equipped with controllers that allow for accurate real-time control of bending angles and times.
The backgauge system of the press brake features multiple axes that ensure precise bending accuracy.
The complex functionality of the press brake enables it to produce workpieces of diverse and intricate shapes.
Structures and Working Principles
Finger Brake
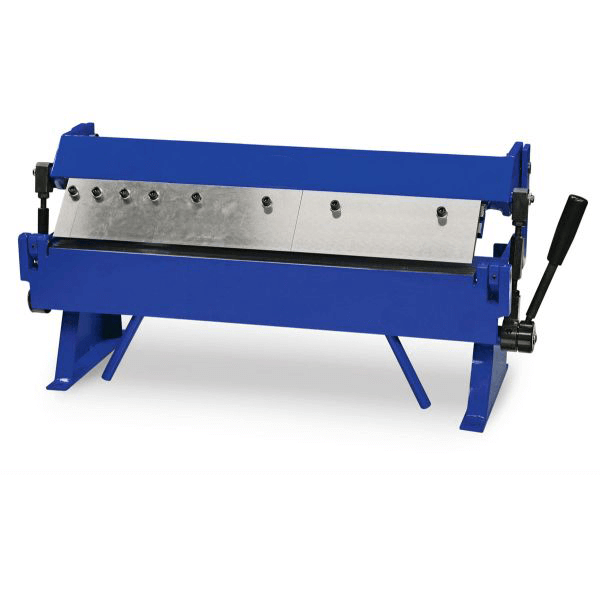
The finger brake is mainly composed of a frame, a forming rod, and a clamping mechanism and is manually operated.
The body is made of heavy steel and the steel plate structure ensures that the bending angle will not be affected, even under full load.
The machine also features super-heavy truss rods and supports for minimal deflection and powerful operation.
The finger brake is equipped with an extended handle and an apron stop for repeated bending and a replaceable bushing to mitigate wear.
The key difference between the finger brake and the press brake is that its clamping rod is equipped with removable fingers.
These fingers can be disassembled or rearranged to bend a metal plate or modify a part of the formed workpiece.
The finger brake is manually operated by the operator and can be operated by one or two operators, depending on the size of the workpiece.
To complete the forming of boxes, pans, and other objects, the workpiece can be fixed using screws, rivets, welding, or other fixing processes.
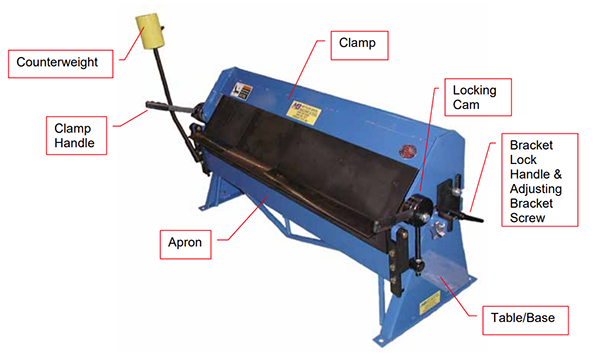
To bend a sheet of metal, the clamping rod is opened by pushing the clamp handle to the back of the machine.
The metal sheet is placed in the opening between the clamp finger and the work table, and the grip handle is pulled forward to fix the material in place.
The baffle is then pulled up and the metal sheet is bent to the desired angle.

Press Brake
Although there are many types of press brakes, their structures are generally similar and consist of a frame, worktable, ram, toolings, electrical control box, and power system.
The CNC press brake is equipped with additional features, such as a controller, backgauge, light curtain protection, and crowning device.
To use the press brake, the sheet metal must be placed on the worktable and secured, and then the machine is started.
The upper die presses the metal sheet onto the lower die, driven by the ram, and then returns, completing a stroke.
The press brake operates through the combined efforts of the controller and the operator, performing repeated bending.
A variety of toolings can be interchanged to produce workpieces of different shapes and designs.
Conclusion
This article highlights the comparison between the press brake and the finger brake and outlines their respective strengths and weaknesses.
Despite advancements in press brake technology, finger brakes continue to be widely utilized in the sheet metal industry.
If your company requires a high-performance press brake to enhance productivity, consider choosing ADH press brake.
ADH specializes in manufacturing machines for the sheet metal industry.
For further information, please feel free to reach out to our sales team.
FAQs
What Is Box and Pan Brake?
This paper focuses on box and pan brakes, also known as finger brakes, which are a type of leaf brake.
They are primarily used for forming boxes, pans, and other objects.
This manual brake consists of a frame, a clamping rod, and steel fingers which act as clamps.
It has three interchangeable finger parts: upper, bed, and apron angle fingers.
The fingers on the clamping rod are adjustable and can be disassembled and replaced.
They have different angles, lengths, and radii to accommodate varying material thicknesses and positions of the rear gauge.
To use the brake, the metal sheet is fixed and the finger is adjusted to the required specifications and inner radius.
The lever is then used to bend the metal sheet to the desired angle.
Which Is Better? Press Brake or Finger Brake?
Firstly, the press brake technology is more advanced compared to that of the finger brake.
The finger brake is primarily used for forming boxes, pans, and similar objects.
Meanwhile, the press brake has multiple functions and is capable of performing various complex bending operations.
However, the cost of a press brake is significantly higher than that of a finger brake.
If simple bending is all that is needed, there's no need to invest a large budget in a press brake.
On the other hand, for complex and multi-functional batch bending operations, the press brake is the ideal machine.
The finger brake has a simpler operation compared to the press brake as it has fewer components and a straightforward design.
However, its safety is lower than that of the press brake, so extra caution must be taken when using it.



