Podem ocorrer vários erros durante a dobragem da chapa utilizando um travão de prensa.
Raio de curvatura impreciso, força de curvatura insuficiente, e desobstrução inadequada da matriz são algumas das causas comuns destes erros.
O posicionamento incorrecto do contra-medidor e os erros nos cálculos de flexão também contribuem para uma flexão imprecisa da peça de trabalho.
O ângulo real de flexão da peça pode por vezes diferir do ângulo calculado.
Isto pode ser devido a um nivelamento incorrecto do travão de prensa ou a um mecanismo de coroamento com defeito.
Paralelismo dos travões de imprensa
Podem ocorrer vários erros ao dobrar chapa metálica utilizando um travão de prensa, incluindo raio de curvatura impreciso, força de curvatura insuficiente, folga inadequada da matriz, erro de posicionamento do calibre traseiro, e erros no cálculo de curvatura.
O ângulo da peça também pode desviar-se do ângulo calculado se o travão de prensa não estiver nivelado ou se o mecanismo de coroamento não estiver a funcionar correctamente.
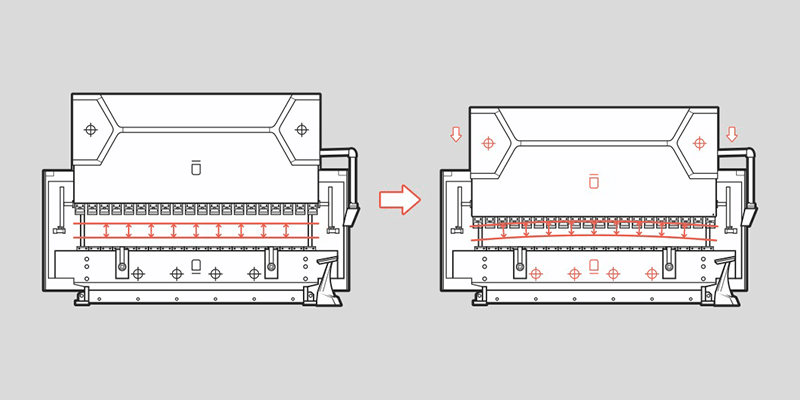
Com o tempo, o carneiro e a bancada de trabalho da prensa sofrerão deformações, que podem levar a uma força desigual sobre a chapa e a uma diminuição da precisão da dobragem.
Para contrariar isto, o mecanismo de coroamento deve compensar a deformação do carneiro e da bancada de trabalho.
Existem dois tipos de mecanismos de coroamento para travões de prensa: coroamento hidráulico e coroamento mecânico.
O mecanismo de coroamento hidráulico, encontrado nos travões da prensa electro-hidráulica, compensa a deformação através da utilização de cilindros hidráulicos na viga e sob a bancada de trabalho, que geram forças para baixo e para cima, respectivamente.
A força de compensação pode ser ajustada com base na espessura da chapa metálica, resistência à tracção e tamanho da abertura da matriz, e é controlada pelo sistema de controlo numérico.
A coroação mecânica utiliza uma estrutura de cunha triangular e requer a colocação de duas placas de base, compostas de várias cunhas, acima e abaixo da bancada de trabalho.
As placas base são ligadas por molas e parafusos de disco, e um motor é utilizado para mover a cunha relativamente às placas base, formando uma curva que compensa a protuberância original.
Método Apropriado de Dobragem de Chapas de Metal
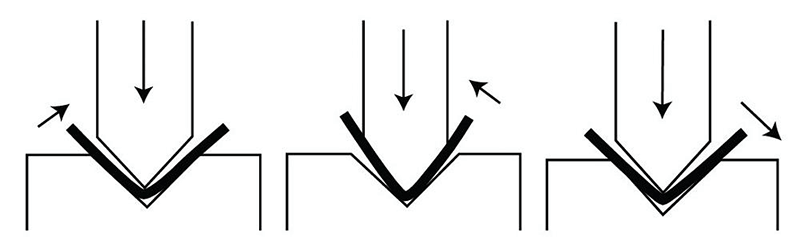
A precisão da dobragem de chapas metálicas é também influenciada pelo método de dobragem utilizado. Existem três métodos principais de dobragem: dobragem por ar, por baixo, e por cunhagem.
Estes métodos são diferenciados com base na relação entre a posição final do molde e a espessura da chapa metálica.
O método de dobragem por ar não requer o contacto total entre o molde e a peça.
Este método requer uma força de flexão relativamente baixa, e o punção pressiona a chapa de metal para o molde em U ou em V, usando dois pontos no ombro do molde.
O ângulo de flexão do ar é determinado pela forma e curso do punção e do molde inferior, e uma profundidade de curso adequada resulta numa flexão mais precisa.
No entanto, o ângulo de curvatura do ar pode mudar devido à mola de retorno após a libertação da carga, que varia com base na resistência à compressão do material.
Para modificar o ângulo, é necessário aplicar alguma pressão para fazer ajustamentos.
O erro do ângulo de flexão para a flexão do ar é tipicamente de cerca de 0,5 graus.
No método de fundo, a peça de trabalho é posicionada na abertura do punção e do molde em forma de V.
O tamanho da abertura da matriz em V é 6 a 10 vezes a espessura da chapa, e o tamanho da abertura varia com base no ângulo de dobra e na espessura do material.
O verso de mola da chapa é menor depois de a carga ser libertada, resultando numa maior precisão.
Finalmente, no método de cunhagem, o punção pressiona completamente o material para o molde inferior.
Este método requer uma elevada força de flexão, que pode moldar o material de forma permanente.
O springback após a cunhagem é mínimo, tornando este método altamente preciso para a dobragem.
Parâmetros de dobragem de chapa metálica
Além de seleccionar um método de dobragem adequado, é crucial determinar os parâmetros de dobragem da peça de trabalho.
Durante o processo de dobragem do metal, a superfície interior do metal sofre compressão enquanto a superfície exterior é esticada.
Para assegurar a precisão da curva, é necessário conhecer o valor de tracção do material e calcular o comprimento mínimo de tolerância da flange.
Os parâmetros envolvidos incluem o raio de curvatura, factor K, dedução de curvatura, subsídio de curvatura, retrocesso, etc.
Se as propriedades do material forem inconsistentes, o ângulo de flexão da peça de trabalho pode ser afectado quando se utiliza a flexão por ar.
Além disso, se a espessura da placa permanecer constante e a abertura da matriz se tornar mais estreita, o ângulo de dobra será mais pronunciado.
Propriedades do material
Se as propriedades do material forem inconsistentes, o ângulo da peça de trabalho pode variar quando se utiliza a dobragem por ar.
Além disso, se a espessura da placa permanecer a mesma mas a abertura da matriz se estreitar, o ângulo de dobra da peça de trabalho mudará ainda mais.
É importante notar que mesmo que as propriedades do material possam ser inconsistentes, podem ainda assim cair dentro das tolerâncias de espessura e resistência do moinho.
Isto porque a resistência à tracção de muitos materiais está dentro de um certo intervalo de tolerância.
Outro factor a considerar é a superfície exterior da chapa, uma vez que diferentes direcções de textura natural requerem diferentes pressões de dobragem.
É crucial ter em mente que estes valores podem não ser os mais precisos, pelo que podem ser necessários ajustes no ângulo e comprimento durante a flexão.
Travão de imprensa Operação Equilibrada

Para uma dobragem suave e precisa da chapa, é necessário equilibrar o travão de prensa.
Para tal, a estrutura intermédia da máquina de dobragem deve ser apoiada numa superfície de apoio resistente e fixada numa extremidade enquanto está apoiada na outra extremidade.
Durante a operação, as duas garras inferiores de suporte do travão de prensa devem ser feitas para tocar uniformemente na superfície de suporte da peça e depois trancadas no seu lugar.
A tampa superior deve então ser apertada e a posição da garra de suporte superior deve ser ajustada até estar devidamente fixada.
É importante assegurar que todas as garras de suporte do quadro intermédio sejam aplicadas uniformemente ao longo de todo o processo.
Para evitar desgaste na superfície da peça, deve ser colocada uma camada de folha de cobre puro ou um pano de esmeril fino entre cada garra de suporte e a superfície de suporte da armação intermédia.
Seguindo estas etapas, o travão de prensa pode ser equilibrado e funcionar suavemente.
Conclusão
Este artigo apresenta várias formas de melhorar a precisão da dobragem das peças.
Estes métodos incluem a selecção do método de dobragem, o mecanismo de nivelamento e compensação da máquina, a escolha dos materiais de dobragem, e a precisão dos parâmetros de dobragem.
A ADH é um fabricante de máquinas de processamento de chapas e oferece aos clientes uma dobragem eficiente e precisa com o seu travão de prensa.
Os nossos produtos são de alto desempenho, a preços competitivos, e vêm com um serviço pós-venda excepcional.
Para saber mais sobre o nosso travão de imprensa, pode explorar a nossa página de produtos ou entrar em contacto com os nossos especialistas em produtos.
FAQs
Quais são os possíveis problemas com a dobragem da chapa metálica?
O sucesso da conformação do metal depende de vários factores, tais como o posicionamento correcto da peça, o molde correspondente, a folga adequada do molde, e o raio de curvatura.
Se o cálculo do parâmetro for impreciso, se a folga da ferramenta não for adequada, ou se o posicionamento da peça estiver incorrecto, a qualidade da peça pode ser comprometida.
Podem surgir problemas tais como fissuras na curva, arestas desiguais, tamanho de dobra incorrecto, e uma superfície convexa, se estes factores não forem considerados correctamente.



