Os erros que resultam na falha da precisão da dobragem da prensa podem surgir de vários factores, incluindo problemas mecânicos com a máquina, bem como factores externos como ferramentas de dobragem, espessura do material, e erros operacionais humanos.
Neste artigo, vamos examinar os vários factores que têm impacto na precisão da flexão e fornecer soluções para alguns dos cenários comuns encontrados.
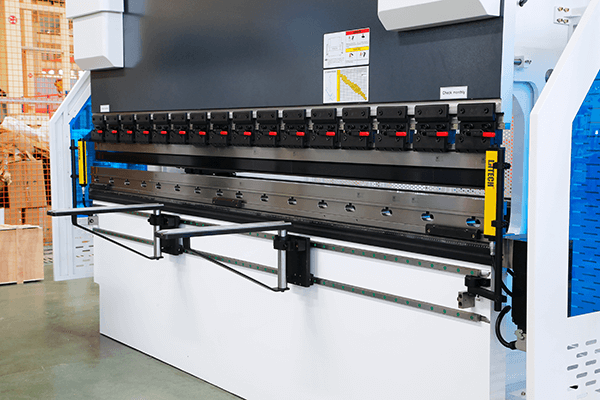
Factores da máquina
Há vários factores que podem ter impacto na precisão de flexão de uma máquina de freio de prensa. Estes incluem:
- Retidão da abertura de aperto do carneiro em ambas as direcções Y e X.
- Reposicionamento da precisão e precisão de posicionamento arbitrário do carneiro esquerdo e direito.
- Razoabilidade do espaço entre o freio de imprensa ram e a guia linear da moldura.
- Perpendicularidade e inclinação da moldura.
- A ligação entre o cilindro de óleo e o carneiro.
- Força e precisão da moldura e do carneiro.
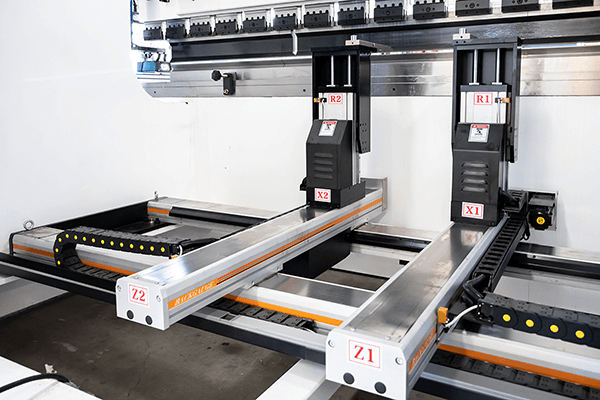
- Reposicionamento da precisão do sistema de calibre traseiro em ambas as direcções X e R.
- Ajuste adequado do sistema informático.
- Ajuste do sistema hidráulico.
- Correspondência entre o sistema hidráulico e o ajuste por computador.
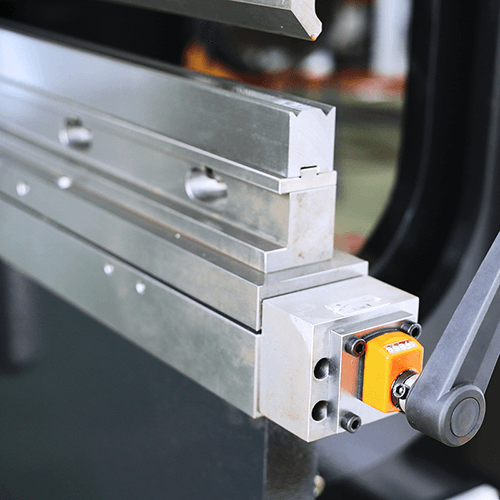
Factores de ferramentas
A precisão das matrizes superior e inferior é crítica.
Deformação, danos, desgaste e outros problemas com os moldes podem ter impacto em todos os aspectos da dobragem do metal. Se for descoberto, deve ser prontamente comunicado e corrigido.
O desalinhamento entre as matrizes superior e inferior pode resultar em desvio no tamanho da dobra. Assegurar-se de que as ferramentas estão devidamente alinhadas durante o ajuste da ferramenta.
Após as posições esquerda e direita do gabarito traseiro, a distância entre o molde inferior e o gabarito traseiro muda. Isto pode ser medido usando um calibrador de vernier e ajustado usando o parafuso do calibrador traseiro.
A precisão e compatibilidade do dispositivo de compensação da matriz inferior deve ser verificada, correspondendo ao desenho da estrutura.
A fixação superior do molde deve ser altamente precisa.
O tamanho da abertura do molde em forma de V e a pressão de flexão são inversamente proporcionais. Quando o comprimento e espessura da placa são fixos, quanto maior for a abertura, menor será a pressão necessária.
Portanto, quando se trabalha com espessuras diferentes, deve ser utilizado o tamanho de abertura do molde em V apropriado.
Ao processar com uma carga unilateral, tal como numa extremidade do travão da prensa, a pressão de flexão pode ser afectada e pode causar danos à máquina. Isto é estritamente proibido.
A parte do meio da máquina deve ser sempre salientada aquando da montagem dos utensílios.
Factores de chapa metálica
A retidão do plano de referência da chapa metálica deve ser verificada.
Assegurar que a tensão na placa metálica é uniforme.
Verificar se a espessura da chapa metálica é consistente.
Um paralelismo inadequado entre a peça de trabalho e o coto inferior durante a dobragem pode fazer com que a peça de trabalho salte para trás após a pressão do coto superior, afectando o tamanho da dobra.
As propriedades e espessura do material podem ter impacto no ângulo de flexão, pelo que deve ser efectuada uma inspecção adequada e uma verificação pontual em cada peça antes da flexão.
Factores de funcionamento
Verificar se as forças esquerda e direita são consistentes quando o operador empurra o material para se dobrar.
Assegurar que o erro de dados do sistema é devidamente ajustado ao utilizar o sistema.
Um ângulo de flexão primário insuficiente pode afectar a dimensão da curva secundária.
O erro de flexão acumulado aumentará o erro na dimensão do esboço da peça de trabalho.
A pressão necessária para dobrar varia com o comprimento e espessura da peça, e o comprimento e espessura da chapa são proporcionais à pressão necessária.
É importante ajustar a capacidade de dobragem em conformidade quando o comprimento e a espessura da peça de trabalho mudam.
Conclusão
Para melhorar a precisão da dobragem do travão de prensa, vários aspectos têm de ser considerados.
Para além de ajustar os componentes da máquina, assegurar a precisão das ferramentas, e implementar uma correcta compensação da flexão, deve também ser dada atenção à manutenção e manutenção diária do travão de prensa.
Isto ajudará a prolongar o seu tempo de vida e a manter uma flexão eficiente.
O investimento num travão de imprensa de alta qualidade é outra forma eficaz de garantir operações produtivas.
A ADH é um fabricante de confiança de travões de prensa, com duas décadas de experiência na indústria da chapa metálica.
Visite a nossa página de produtos de travões de imprensa para mais informações, ou vá à nossa página de contactos para obter detalhes detalhados sobre produtos e preços.



