I. Introdução
A dobragem por prensa dobradeira é um dos procedimentos importantes na indústria de processamento de chapa metálica. Envolve a conformação da chapa metálica no perfil desejado, aplicando força à peça de trabalho.
Este processo é geralmente realizado utilizando um travão de prensa - uma ferramenta de processamento mecânico que é utilizada principalmente para dobrar e moldar chapas.
A dobragem é um processo comum utilizado para o fabrico de peças e peças de trabalho em vários campos industriais. Pode tratar de peças pequenas bem como de peças de grandes dimensões.
Devido às diferentes espessuras, dureza das chapas metálicas, e diferentes formas dos perfis previstos. Por conseguinte, precisamos de travões de prensa com tonelagem diferente e pressão para dobrar chapas metálicas.

Dobra estica e comprime chapas de metal. A força externa apenas muda a forma da chapa metálica.
O comprimento da parte exterior da chapa metálica será alongado, enquanto a parte interior será comprimida, e o comprimento será encurtado. No entanto, o comprimento do eixo neutro mantém-se inalterado.
A ductilidade da chapa permite que a sua forma mude enquanto outros parâmetros, tais como volume e espessura, se mantêm constantes.
Nalguns casos, a dobragem pode alterar as características externas da chapa metálica. Além disso, a flexão pode alterar o momento de inércia das peças de trabalho.
A tonelagem dos travões de prensa é determinada pela fonte de condução, que pode ser mecânica, hidráulica, pneumática, ou servo-prensa.
Além disso, também é necessário combinar punções (moldes superiores) e moldes (moldes inferiores) com diferentes alturas, formas, e tamanhos de abertura em V.
Geralmente, as matrizes de quinagem são feitas de ferro fundido cinzento ou de aço com baixo teor de carbono. No entanto, os materiais dos punções e das matrizes variam entre a madeira dura e o metal duro, consoante a peça a trabalhar.
A chapa é colocada corretamente na matriz inferior e o punção é baixado na matriz através da força do cilindro. O processo de quinagem consiste em repetir várias vezes o curso de quinagem para obter os perfis pretendidos.
A placa metálica irá rebater ligeiramente após a dobragem. Para garantir que o raio de curvatura pré-determinado e o ângulo de curvatura permanecem inalterados, o raio de curvatura deve ser definido para um valor superior ao raio de curvatura pré-determinado durante o funcionamento.
Como resultado, o ângulo final de flexão tornar-se-á menor.
II. O que é a quinagem com prensa dobradeira
Definição e explicação
A dobragem por prensa dobradeira é uma tecnologia de fabrico que utiliza uma prensa dobradeira para dobrar chapas metálicas em diversas formas. A prensa dobradeira exerce pressão sobre as chapas metálicas, forçando-as a corresponder à forma da matriz e a formar a dobra num ângulo pré-determinado.
O processo de quinagem consiste em colocar a peça de chapa metálica entre a ferramenta superior (punção) e a ferramenta inferior (matriz). O punção faz descer a peça de trabalho para a matriz, forçando o metal a dobrar-se e a assumir a forma definida pelas ferramentas de punção e matriz.
Componentes básicos de uma prensa dobradeira
A prensa dobradeira é composta por três partes principais:
MolduraO quadro de suporte: suporta toda a estrutura da máquina, sendo normalmente um quadro em forma de C soldado.
Aríete ou ferramenta superiorViga superior móvel que segura a ferramenta de punção. Aplica a força de flexão.
Ferramenta de cama ou de fundoMesa inferior fixa que suporta a ferramenta. A peça de trabalho assenta sobre a matriz.
Outras partes essenciais incluem os sistemas hidráulicos ou eléctricos que accionam o êmbolo, o calibre traseiro para posicionar a peça de trabalho e o sistema de controlo (CNC ou manual).
Visão geral do processo de dobragem
O processo clássico de dobragem por prensa dobradeira inclui os seguintes procedimentos:
Em primeiro lugar, a folha de metal plana é posicionada na matriz inferior. De seguida, a ferramenta fixa a peça de trabalho entre o punção superior e a matriz inferior. Depois disso, o punção desce e pressiona a chapa metálica para dentro da matriz, fazendo-a dobrar.
O ângulo de dobragem é determinado pela profundidade de penetração do punção superior. Em seguida, o punção retrai-se e liberta a peça de trabalho dobrada. A peça dobrada é deslocada e os procedimentos são repetidos para a peça seguinte.
III. Tipos de quinagem com prensa dobradeira
Os diferentes tipos de métodos de dobragem de chapas metálicas baseiam-se na relação entre a posição final da ferramenta e a espessura do material. Estes métodos também diferem no método de deformação plástica da chapa.
Embora as técnicas de quinagem sejam diferentes, as ferramentas e as configurações são basicamente as mesmas. O material, o tamanho e a espessura das chapas metálicas também determinam os métodos de quinagem.
A dimensão de flexão, raio de curvatura, ângulo de flexão, curvatura e posição de flexão na peça de trabalho são também essenciais para os métodos de flexão.
A dobragem em V é um dos tipos mais comuns de métodos de dobragem de chapas metálicas. Requer um punção e uma matriz em forma de V.
Durante o processo de dobragem, a placa metálica é colocada no molde em V, e o punção pressiona a placa metálica para o molde em V sob a acção da pressão.
O ângulo de flexão da placa de metal é determinado pelo ponto de pressão do punção. Os ângulos e formas das matrizes incluem ângulo agudo, ângulo obtuso, ângulo reto, etc. A dobragem em V pode ser subdividida em dobragem por ar, por fundo e por cunhagem.
Dobragem por Ar
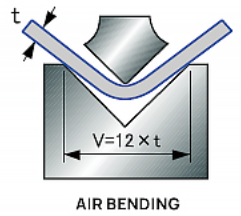
A dobragem por ar também é designada por dobragem parcial, porque a peça de trabalho não está em contacto total com a matriz. Na dobragem por ar, a chapa metálica só está ligada ao ombro da matriz e à ponta do punção.
O punção é pressionado sobre a placa e passa através da parte superior da matriz para a abertura em forma de V, mas não entra em contacto com a superfície da abertura em forma de V.
Por conseguinte, a distância entre o punção e a parede lateral da matriz deve ser superior à espessura da chapa metálica. A curvatura a ar é o método de curvatura com menor contacto com a chapa metálica.
O equipamento só precisa de entrar em contacto com a chapa metálica em três pontos, nomeadamente, o punção, a ponta do punção e o ombro da matriz. Por conseguinte, a relação entre o ângulo de flexão e o ângulo da ferramenta não é muito significativa.
A profundidade da pressão do punção na abertura em forma de V é o fator importante que afecta o ângulo de curvatura. Quanto maior for a profundidade de pressão do punção, mais acentuado será o ângulo de flexão.
O molde inferior e o punção utilizados na dobragem por ar não precisam de ter o mesmo raio, pois o raio de dobragem é determinado pela elasticidade da chapa metálica.
Vantagens
Uma vez que a ponta do punção não precisa de ser empurrada para além da superfície do metal, requer menos força de flexão ou tonelagem. Além disso, não necessita de demasiadas ferramentas e a operação é simples e flexível.
O contacto mínimo entre a chapa e a ferramenta resulta em menos marcas na superfície. É capaz de dobrar uma gama de tipos e espessuras de materiais.
Desvantagens
Isto resultará num certo grau de retorno elástico após a flexão. A dobragem excessiva é frequentemente necessária para compensar o retorno elástico.
Por conseguinte, o ângulo de curvatura real deve ser mais acentuado do que o ângulo de curvatura predefinido durante a curvatura para obter o ângulo de curvatura final.
Além disso, na dobragem a ar, como a placa de metal e a matriz não estão em contacto total, é difícil garantir a precisão da dobragem. Além disso, é um desafio manter uma profundidade de curso altamente precisa.
Não é adequado para peças que requerem tolerâncias angulares muito apertadas. Inconsistências na espessura e propriedades do material podem levar a variações de ângulo.
Bottoming
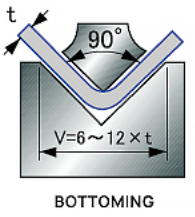
A dobragem de fundo é também conhecida como prensagem de fundo, dobragem de fundo ou golpeamento de fundo. Tal como a dobragem por ar, a dobragem por baixo também requer um punção e uma matriz. A geometria do punção e da matriz é adaptada ao ângulo de curvatura final pretendido, normalmente 90°.
Na dobragem do fundo, o punção pressiona a placa metálica até ao fundo do molde, pelo que o ângulo do molde determina o ângulo final de dobragem da placa metálica.
A libertação do punção fará com que a chapa de metal salte para trás e entre em contacto com a matriz. Uma dobragem excessiva ajuda a reduzir o efeito de retorno. A utilização de mais força também reduzirá o efeito de retorno da mola e proporcionará uma melhor precisão.
A diferença entre a flexão por ar e a flexão por baixo está no raio. O raio do coto determina o raio interior da chapa de flexão.
A largura da abertura em "V" é normalmente 6 a 18 vezes a espessura da chapa.
Vantagens
Na dobragem por baixo, uma vez que o ângulo da matriz é fixo, a precisão da dobragem é maior e o retorno elástico é menor. O seu ângulo de curvatura é mais preciso e consistente do que o da curvatura a ar, normalmente dentro de ±0,5°.
Pode atingir um raio de curvatura menor do que a curvatura a ar, e a sua linha de curvatura e cantos são agudos e delineados.
Desvantagens
O custo da matriz é elevado devido às matrizes retificadas de precisão necessárias para cada ângulo de flexão e material. As elevadas forças de contacto entre o punção, o material e a matriz aumentam a abrasividade da ferramenta.
Moeda
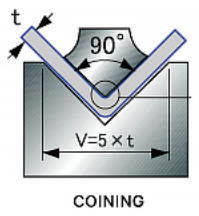
A cunhagem é também um método de dobragem muito utilizado. A palavra "cunhagem" provém do fabrico de moedas. Nos Estados Unidos, para imprimir o perfil de Lincoln numa moeda, é utilizada uma máquina de grande tonelagem para comprimir a moeda de modo a obter a mesma imagem que a do molde.
Na cunhagem, o punção e a placa metálica encontram-se na parte inferior da matriz. A força produzida pelo punção é 5 a 8 vezes superior à da dobragem a ar. Desta forma, a chapa metálica dificilmente voltará a saltar.
Vantagens
O material é totalmente adaptado à forma da matriz e tem uma elevada precisão e boa repetibilidade.
A mola de retorno é a mais pequena porque ultrapassa o limite elástico do material. Não é necessário dobrar demasiado. A precisão de dobragem da cunhagem é extremamente elevada e o raio de dobragem é pequeno.
Desvantagens
O seu custo de fabrico é também muito elevado. Não é adequado para lotes de pequenas dimensões ou ângulos de curvatura variáveis. Neste processo de dobragem, a fricção danifica facilmente a prensa dobradeira e as ferramentas.
Além disso, é necessário equipar mais ferramentas. Basicamente, cada espessura de chapa necessita de punções e matrizes diferentes. Considere também o ângulo, o raio e a abertura da matriz.
Comparação entre os três tipos de flexão acima referidos
| Característica | Moeda | Dobragem do fundo | Dobragem por Ar |
| Princípio | Utiliza uma tonelagem elevada para comprimir a chapa metálica entre o punção e o molde de precisão, assegurando que o material se adapta totalmente à forma da ferramenta. | O punção força a chapa metálica a entrar completamente no fundo da matriz em forma de V, correspondendo ao ângulo de dobragem final necessário. | Um processo comum de formação de chapas metálicas efectuado numa prensa de punção, em que a chapa metálica é colocada numa matriz em forma de V e o punção pressiona o material para dentro da matriz sem tocar no fundo. |
| Pressão necessária | Muito elevado, 5 a 30 vezes superior ao da flexão de ar | Elevado, normalmente 3-5 vezes superior ao da flexão de ar | Relativamente baixo |
| Precisão do ângulo | Utiliza uma tonelagem elevada para comprimir a chapa metálica entre o punção e a matriz, que se ajustam com precisão, assegurando que o material se adapta totalmente à forma da ferramenta. | Elevado, normalmente com uma tolerância de ± 0,5 ° | Inferior, normalmente cerca de ± 0,5 °, exigindo uma compensação da sobreflexão para o retorno elástico |
| Montante do encosto | Mínimo, excedendo o limite elástico do material | Quando é necessária uma elevada precisão angular e a saída é grande | Maior, normalmente requerendo uma super flexão |
| Requisitos da matriz | Moldes especiais que requerem maquinagem de precisão | Grande versatilidade: a mesma matriz pode ser utilizada para diferentes ângulos | O mais elevado, o material adapta-se completamente ao molde |
| Eficiência da produção | Baixa, exigindo um tempo de retenção mais longo para a pressão | Em baixo, o punção tem de ser pressionado até ao fundo da matriz | Tempo de ciclo elevado e curto |
| Qualidade da superfície | Existem indentações e afinamentos evidentes no ponto de flexão | Existem determinadas marcas de contacto da matriz no ponto de dobragem | Traços mínimos de superfície |
| Ocasiões aplicáveis | Quando existe uma elevada exigência de precisão angular e uma grande produção | - Requisitos de elevada tonelagem - Aumento do risco de desgaste e quebra de ferramentas - Tempo de ciclo mais lento do que a dobragem de ar - Custos de ferramentas mais elevados - Limitações das geometrias e dos ângulos de flexão - Desbaste do metal e marcação da superfície nas linhas de dobragem - Não é rentável para pequenos lotes ou ângulos de curvatura variáveis | Baixa exigência de precisão angular, produção de pequenos lotes e materiais e ângulos variáveis |
| Vantagem | Quando é necessária uma elevada precisão angular e a saída é grande | - Ângulos de curvatura mais precisos e consistentes do que a curvatura a ar. - Mínimo retorno elástico. - Linhas de curvatura e cantos nítidos e bem definidos. - Adequado para dobrar materiais de alta resistência. - Capaz de obter raios de curvatura interiores mais pequenos do que a curvatura a ar. | - Elevada flexibilidade - Requer menos pressão em comparação com a dobragem inferior ou a estampagem - Menos contacto entre a chapa metálica e a ferramenta, resultando em menos marcas na superfície - Tempo de ciclo mais rápido em comparação com a dobragem por baixo - Capaz de dobrar vários tipos e espessuras de materiais |
| Deficiências | - Maior força de flexão e tonelagem do que a flexão por ar - Tempos de ciclo mais lentos devido à necessidade de um fundo completo do punção - Aumento dos custos das ferramentas - Desgaste da ferramenta devido a forças de contacto mais elevadas - Maior risco de danos na ferramenta ou sobrecarga - Marcas ou riscos na superfície metálica onde a ferramenta toca - Formabilidade limitada em comparação com a dobragem a ar | - Maior força de flexão e tonelagem do que a flexão por ar - Tempos de ciclo mais lentos devido à necessidade de um fundo completo do punção - Aumento dos custos das ferramentas - Desgaste da ferramenta devido a forças de contacto mais elevadas - Maior risco de danos na ferramenta ou sobrecarga - Marcas ou riscos na superfície metálica onde a ferramenta toca - Formabilidade limitada em comparação com a dobragem por ar | - A precisão angular é menor na direção da curva inferior. - Não é adequado para componentes que exijam tolerâncias angulares muito apertadas. - As inconsistências na espessura e nas propriedades do material podem levar a variações angulares. - As prensas de punção mais antigas e menos rígidas podem ter dificuldade em obter ângulos consistentes. |
IV. O que é necessário ter em conta ao dobrar um metal utilizando uma prensa dobradeira?
Tipos de Materiais de Dobragem
Antes de dobrar a chapa, devemos primeiro certificar-nos de quais são os materiais bons para dobrar.
Alguns materiais metálicos têm boa ductilidade e estes tipos de metais são mais adequados para a dobragem, enquanto alguns metais são menos maleáveis ou frágeis e são fáceis de danificar ou partir durante a dobragem.
Aço
- O aço laminado a frio é amplamente utilizado, especialmente nos calibres 16 a 10.
- Graus específicos como A36, A1011, A1008 são escolhas populares. O A36 é utilizado para placas de 1/4" e mais espessas, enquanto o A1008 é utilizado para chapas até 3/16" de espessura.
- Os aços inoxidáveis como o 304 (utilização geral), 316 (ambientes cáusticos) e 430 (aplicações magnéticas) são frequentemente dobrados.
Alumínio
- As ligas de alumínio 5052 e 3003 são utilizadas indistintamente e são fáceis de moldar e soldar. O 5052 proporciona uma melhor força e resistência à corrosão.
- O alumínio 5083, a liga não tratável termicamente mais forte, é utilizado em aplicações marítimas que requerem soldabilidade, conformabilidade e resistência à corrosão.
- O alumínio 6061 é utilizado para placas de 3/16" e mais espessas, formas extrudidas e peças maquinadas. Pode ser tratado termicamente para obter resistência, mas é mais frágil.
Dobrar Springback
No processo de dobragem, a superfície interior da chapa metálica será comprimida e a superfície exterior será esticada.
Uma vez que a placa metálica tem uma boa capacidade de dobragem, a superfície comprimida produzirá um certo retorno de mola após a carga ser aliviada.
A quantidade de retorno elástico é determinada pelas propriedades dos materiais, como o limite de elasticidade, o módulo de elasticidade e a ductilidade. O metal mais duro e de alta intensidade apresentará um maior retorno elástico.
Para compensar o retorno elástico, o metal precisa de ser dobrado até um certo ponto para que volte ao ângulo final necessário.
O raio de curvatura afecta o retorno elástico da placa. Quanto maior for o raio de curvatura, maior será o retorno elástico.
A utilização de um punção afiado pode reduzir o retorno da mola. Porque o punção afiado tem um raio interior pequeno.
Subsídio de Curvatura
O subsídio de dobragem é um factor crítico a considerar ao calcular o comprimento do material necessário para uma operação de dobragem.
Refere-se ao comprimento do eixo neutro entre as duas linhas de dobra, e pode variar em função da espessura, material e ângulo de dobra da peça de trabalho.
Para calcular a tolerância à flexão, é necessário ter em conta a resistência à tracção, alongamento e espessura do material, bem como o raio e ângulo de curvatura.
Uma vez determinada a tolerância à flexão, adiciona-se ao comprimento total plano do material para obter o comprimento de material necessário para a peça de trabalho desejada.
É essencial assegurar que a tolerância à flexão seja exacta, porque mesmo um ligeiro erro de cálculo pode conduzir a erros nas dimensões e forma da peça final.
Ao ter em conta o subsídio de flexão, pode obter resultados mais precisos e consistentes nas suas operações de flexão.
V. Conclusão
Através da minha passagem, pode ver que a dobragem por prensa dobradeira é um método comum de formação e processamento de chapas metálicas.
Utiliza o punção para comprimir a pressão sobre a chapa metálica, provocando a sua deformação plástica para dobrar. A dobragem por ar, o bottoming e a cunhagem são os métodos de dobragem comuns e eficazes.
Se estiver interessado na tecnologia de prensa dobradeira ou se estiver a pensar em adquirir o equipamento, pode considerar a ADH Machine Tool.
Como um fabricante profissional de travão de prensa com mais de 40 anos de experiência, a ADH pode oferecer vários produtos de travão de prensa de alta qualidade e alta pressão que satisfazem os requisitos de diferentes indústrias e ocasiões. Bem-vindo ao navegar nas nossas páginas de produtos e saber mais sobre uma série de travões de prensa.



