I. Introdução
Na indústria transformadora moderna, uma prensa dobradeira é uma peça de equipamento indispensável para o processamento de chapas metálicas.
As suas propriedades afectam diretamente a precisão e a qualidade dos produtos. Em numerosas tecnologias de dobragem, o coroamento da prensa dobradeira é a chave para garantir a precisão da dobragem.
O coroamento é uma tecnologia concebida para compensar a curvatura irregular causada pela deformação elástica da máquina-ferramenta, da matriz e do material.
Em resumo, pode ajustar corretamente a forma do punção superior e da matriz inferior durante a dobragem para garantir que o ângulo de dobragem é consistente ao longo do comprimento da dobragem, melhorando assim a precisão e a qualidade da peça de trabalho.
II. Definição e importância da coroação
Definição
O coroamento do travão de prensa é crucial para corrigir a precisão de dobragem das peças de trabalho.
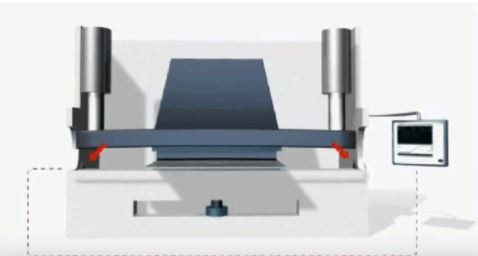
Durante o processo de dobragemO cilindro de óleo em ambas as extremidades da prensa dobradeira acciona o cilindro para aplicar pressão na peça de trabalho.
A servo válvula localizada acima dos cilindros de óleo esquerdo e direito, assim como o dispositivo de posicionamento abaixo dos cilindros de óleo, pode controlar a posição de elevação do cilindro de óleo.
Durante cada flexão, o sistema servo-hidráulico controla a posição do cilindro de óleo através de parâmetros predefinidos para assegurar que o carneiro atinge a posição predefinida do controlador, resultando em ângulos de flexão mais precisos.
Contudo, ao dobrar uma placa metálica, as duas extremidades do carneiro do travão de prensa são sujeitas à força máxima, e a força de reacção gerada quando a placa é dobrada deforma a superfície inferior do carneiro.
Como resultado, ambas as extremidades da chapa são dobradas no ângulo correcto, mas a deformação no meio do carneiro é a maior, especialmente quando se dobram placas longas de metal.
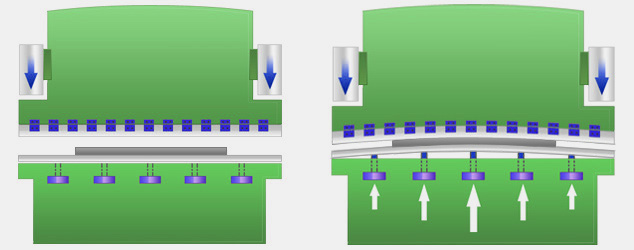
Como mostra a figura, durante a dobragem de uma placa metálica, o carneiro do travão de prensa move-se para cima enquanto a cama da máquina se move para baixo.
A fim de melhorar a precisão da flexão e eliminar os erros de ângulo de flexão causados pela deformação do carneiro e da bancada de trabalho, é necessário compensar a sua deflexão.
Pode ser instalado um sistema de compensação ou coroamento para gerar uma força oposta que equilibra a deflexão do carneiro e da bancada de trabalho.
Este sistema de coroamento é normalmente instalado para chapas grandes e dobragem de alta resistência, porque o erro de deflexão da dobragem de chapas grandes é relativamente grande.
Importância
Antes da invenção do sistema de indemnização, alguns fabricantes de travões de prensa utilizaram mesas de trabalho convexas para controlar o coroamento, mas a compensação era menos precisa.
Com o melhoramento do sistema CNC, o sistema de coroamento é agora controlado pelo sistema CNC.

Portanto, o operador só precisa de introduzir o comprimento, espessura, ângulo de flexão, e outras informações sobre a flexão.
O sistema de coroamento calculará automaticamente os valores de compensação. O sistema pode armazenar esta informação e reutilizar directamente os dados durante o próximo procedimento de dobragem repetida.
O sistema de coroamento melhora a precisão de dobragem e a eficiência das peças de trabalho de pequenos lotes. Para grandes tonelagens e curvaturas de alta resistência, a precisão do ângulo de curvatura pode ser garantida.
O coroamento inclui a compensação da deformação e flexão naturais que ocorrem na base e no êmbolo da prensa dobradeira durante o funcionamento normal devido à força de flexão aplicada à peça de trabalho.
Quando um travão de prensa dobra a peça, tanto a travessa superior como a inferior podem sofrer deformações e deformações, que podem ter efeitos indesejados no produto final.
Ao dominar eficazmente a compensação dos travões de prensa, os operadores podem assegurar uma dobragem precisa, reduzindo assim o desperdício no processo de fabrico e melhorando a produtividade.
III. Seleção do sistema de coroamento
A coroa é tipicamente utilizada para travões de prensa de grande tonelagem e alta resistência, porque a tonelagem da máquina é directamente proporcional à procura de compensação de deflexão.
No entanto, a compensação também pode ser utilizada para prensas dobradeiras com menor tonelagem. Quanto maior for o comprimento da bancada de trabalho e do cilindro da prensa dobradeira, maior será a deflexão da máquina.
Existem dois métodos de coroamento comummente utilizados: o coroamento hidráulico e o coroamento mecânico. Ambos produzem uma deformação elástica ascendente no centro da mesa de trabalho para compensar a deformação do cilindro e da mesa de trabalho.
O coroamento mecânico pode ser um dispositivo opcional para a prensa dobradeira, enquanto o coroamento hidráulico é um dispositivo padrão para a prensa dobradeira. Nas prensas dobradeiras modernas, existem dois tipos de coroamento: coroamento hidráulico e coroamento mecânico.
Introduziremos o princípio de trabalho, vantagens e desvantagens destes dois métodos.
Coroação Hidráulica
O coroamento hidráulico requer a instalação de um conjunto de cilindros de óleo sob a bancada de trabalho do travão de prensa.
A posição e o tamanho de cada cilindro de coroas são concebidos de acordo com a curva de deformação da coroa obtida a partir da análise de elementos finitos do carneiro e da bancada de trabalho.
O coroamento hidráulico é utilizado para conseguir o coroamento da placa neutra através de deslocamento relativo entre as placas verticais dianteira, central e traseira.
O seu princípio é conseguir o abaulamento através da deformação elástica da própria chapa de aço, e o seu coroamento pode ser ajustado dentro da gama elástica da bancada de trabalho.
Quando o carneiro e a bancada de trabalho se deformam durante a flexão, o sistema de coroamento hidráulico transmite pressão ao cilindro de compensação através da pressão hidráulica.
Depois, o carneiro e a bancada de trabalho produzem deformação compensadora, reduzindo assim a influência da deformação da máquina na placa.
No entanto, este sistema de coroamento hidráulico não pode compensar toda a bancada de trabalho. A compensação local depende da posição do cilindro de compensação.
Alguns sistemas de coroas hidráulicas colocam apenas um cilindro de compensação no centro da bancada de trabalho, embora existam também sistemas multicilindros.
O coroamento hidráulico de controlo numérico define parâmetros de acordo com o comprimento, espessura e outros dados da peça de trabalho de dobragem no sistema de controlo numérico.
Em seguida, calcular os valores de compensação necessários através do sistema informático da máquina e transmitir o comando para o amplificador de compensação.
A válvula proporcional de coroamento hidráulico recebe o sinal enviado pelo amplificador de compensação para controlar os cilindros de óleo debaixo da bancada de trabalho.
A compensação é efectuada para reduzir a deformação da deflexão da placa durante a dobragem.
O sistema de coroamento hidráulico é complexo, e podem surgir problemas tais como fugas de óleo, anéis de vedação soltos, e outros problemas.
Estas questões podem afectar o montante da compensação hidráulica de cada vez, resultando num processamento de placas inconsistente.
A vantagem do coroamento hidráulico é que com o aumento do tempo de serviço, a máquina não terá problemas de desgaste. Enquanto que o coroamento mecânico terá problemas de desgaste.
Em comparação com os sistemas de coroamento mecânicos, os sistemas de coroamento hidráulicos podem proporcionar um controlo preciso e um ajuste atempado da tonelagem.
Coroação Mecânica

O coroamento mecânico utiliza uma cunha para compensar a mesa de trabalho. Os blocos de cunha podem ser divididos em blocos de cunha simples e grupos múltiplos de blocos de cunha.
O sistema de coroamento mecânico composto por múltiplos grupos de blocos de cunha tem mais pontos de compensação do que os três pontos de compensação do coroamento hidráulico comum, e não há área cega de compensação.
O sistema de coroamento mecânico pode efetuar a compensação ao longo de toda a bancada de trabalho. A deflexão pode ser compensada por operação convexa em qualquer posição no comprimento de toda a mesa de trabalho.
O sistema CNC calcula a força de coroamento necessária de acordo com a força de carga quando a peça de trabalho é dobrada. Esta força causará uma deformação de deflexão do cilindro e da placa vertical da bancada de trabalho.
O sistema controlará automaticamente o movimento relativo dos blocos de cunha para compensar eficazmente a deformação provocada pelo carneiro e pela placa vertical da bancada de trabalho.
A peça dobrada terá uma alta precisão e uma pequena diferença no processamento de chapas cada vez, tornando-a adequada para a produção em massa.
Em comparação com o sistema de coroamento hidráulico, o sistema de coroamento mecânico tem algumas vantagens, tais como estar livre de fugas de óleo, ter uma baixa taxa de falhas, e ser amigo do ambiente.
O coroamento mecânico utiliza uma escala linear para medir a posição do sinal de retorno. O controlo digital torna o valor do coroamento mais preciso. No entanto, com o passar do tempo, a cunha pode desgastar-se, o que pode afetar o efeito de compensação.
A operação de coroamento mecânico tem requisitos elevados. Se a mesma peça precisa de ser dobrada várias vezes, o trabalhador precisa de fazer ajustes em tempo real.
Mesmo que os trabalhadores tenham experiência suficiente, podem ocorrer erros imprevisíveis. Por conseguinte, são necessários requisitos elevados para operações de compensação mecânica.
Se a peça não precisar de ser dobrada muitas vezes e o trabalhador for qualificado, a coroação mecânica pode ser considerada pela sua precisão de peça.
Comparação entre o coroamento hidráulico e o coroamento mecânico
| Projeto | Coroação Hidráulica | Coroação Mecânica |
| Vantagem | 1. Com o aumento do tempo de utilização, não haverá problemas de desgaste. 2. Em comparação com o coroamento mecânico, pode proporcionar um controlo preciso e um ajuste atempado da tonelagem. | 1. É possível compensar toda a bancada de trabalho e a compensação do desvio pode ser obtida em qualquer posição ao longo do comprimento da bancada de trabalho através de uma operação convexa. 2. A dobragem da peça de trabalho terá uma elevada precisão e diferenças mínimas no processamento de cada folha, adequada para a produção em massa. 3. Em comparação com os sistemas de coroamento hidráulicos, é isento de óleo, com baixas taxas de falha e amigo do ambiente. |
| Desvantagem | 1. A compensação não pode cobrir a totalidade da bancada; a compensação parcial depende da posição do cilindro de compensação. 2. O sistema é complexo e pode ter problemas como fugas de óleo e afrouxamento dos vedantes, afectando a quantidade de compensação hidráulica de cada vez e levando a um processamento inconsistente da chapa metálica. | 1. Com o passar do tempo, as cunhas podem desgastar-se, afectando o efeito de compensação. 2. Existe uma elevada exigência de funcionamento. Se a mesma peça de trabalho tiver de ser dobrada várias vezes, os trabalhadores precisam de se ajustar em tempo real. Mesmo com uma vasta experiência, podem ocorrer erros imprevisíveis, daí a elevada exigência de precisão nas operações de compensação mecânica. |
IV. Cálculo e definição da compensação de curvatura para diferentes peças de trabalho
Compreender a necessidade de indemnização
O módulo de elasticidade dos materiais: diferentes materiais têm diferentes módulos de elasticidade, que afectam o grau de deformação elástica dos materiais sob tensão.
Espessura da peça de trabalhoQuanto maior for a espessura, maior será a sua rigidez durante a flexão, exigindo uma maior compensação.
Comprimento da peça de trabalhoQuanto maior for o comprimento, maior será a deformação da máquina-ferramenta e do molde durante o processo de quinagem, exigindo assim uma maior compensação.
Calcular o montante da indemnização
O cálculo do montante de compensação depende geralmente de fórmulas empíricas, da análise de elementos finitos (FEA) ou do algoritmo de compensação da máquina-ferramenta. Segue-se um procedimento de cálculo simplificado:
Passo 1: Assegurar os parâmetros básicos
Assegurar o tipo de material, a espessura e o comprimento. Adquirir ou calcular o módulo de elasticidade e o limite de elasticidade de um material.
Passo 2: Utilizar fórmulas empíricas ou software
No caso de aplicações simples, é possível utilizar fórmulas empíricas para estimar a compensação. Estas fórmulas baseiam-se geralmente no tipo de material, na espessura e no comprimento.
Para aplicações mais complexas ou precisas, pode utilizar software de análise de elementos finitos (como o ANSYS ou o SolidWorks Simulation) para efetuar simulações e calcular com precisão o montante de compensação necessário.
Muitas prensas dobradeiras modernas têm algoritmos de compensação incorporados, que permitem aos operadores introduzir os parâmetros básicos da peça de trabalho e a máquina calculará o montante de compensação necessário.
Passo 3: Definir o valor de compensação
De acordo com os resultados do cálculo e da simulação, o valor de compensação será introduzido através do sistema de controlo da máquina-ferramenta.
No caso de sistemas hidráulicos ou mecânicos, certificar-se de que a regulação da compensação corresponde ao desempenho e às limitações reais da máquina-ferramenta.
Aplicação e ajustamento efectivos
É necessário efetuar uma dobragem experimental antes de dobrar para verificar a precisão da definição da compensação. O montante de compensação tem de ser ajustado com base nos resultados da dobragem para obter o ângulo de dobragem e a precisão necessários.
Registar a definição de compensação necessária para peças de trabalho com diferentes materiais e especificações, o que é conveniente para consulta no futuro.
Monitorização e otimização contínuas
Verificar e manter o sistema de coroamento regularmente para garantir a precisão e a fiabilidade. Recolher e analisar os dados de produção e otimizar o ajuste da compensação para melhorar a eficiência da produção e a qualidade do produto.
V. Conclusão
Em suma, o coroamento da prensa dobradeira desempenha um papel fundamental no fabrico da prensa dobradeira. Ao definir parâmetros de compensação de dobragem razoáveis, a mola de retorno da peça a dobrar pode ser efetivamente reduzida, melhorando a precisão da dobragem e garantindo a qualidade do produto.
Com o rápido desenvolvimento da tecnologia, tecnologias como os sensores avançados, a análise de dados e a aprendizagem automática serão aplicadas ao coroamento da prensa dobradeira, alcançando um controlo de coroamento instantâneo, dinâmico e adaptável e melhorando ainda mais a precisão e a eficiência do processamento da prensa dobradeira.
Nesta era de rápido desenvolvimento tecnológico, é importante escolher um fabricante de travão de prensa experiente e avançado.
A ADH Machine Tool, um fabricante profissional de prensas dobradeiras há mais de 40 anos, não só oferece prensas dobradeiras de alta qualidade e elevada precisão, como também se dedica à inovação e investigação para satisfazer as exigências em constante mudança do mercado.
Convidamo-lo sinceramente a navegar na nossa página de prensas de travagem e saiba mais sobre os pormenores e as vantagens técnicas dos nossos produtos.



