I. Introdução à prensa dobradeira
As prensas dobradeiras são máquinas essenciais utilizadas no fabrico de metais para dobrar e moldar chapas metálicas em várias formas e ângulos.
O princípio básico de funcionamento de uma prensa dobradeira é simples: uma folha de metal é colocada numa ferramenta inferior chamada matriz, e uma ferramenta superior chamada punção pressiona a folha com grande força, fazendo com que o metal se dobre e se adapte à forma da matriz.
Devido à sua capacidade de moldar componentes metálicos com precisão, as prensas dobradeiras são altamente versáteis e são utilizadas numa vasta gama de indústrias. Algumas aplicações comuns incluem:
Na indústria automóvel, as prensas de travões são utilizadas para formar painéis de carroçaria, quadros, suportes e outras peças estruturais.
O sector aeroespacial depende das prensas dobradeiras para fabricar secções de fuselagem, componentes de asas, caixas de motor e muito mais.
Os projectos de construção e de infra-estruturas utilizam peças dobradas por pressão, tais como secções de aço estrutural, painéis de cobertura e condutas de AVAC.
As prensas dobradeiras também produzem componentes para eletrónica, equipamento médico, electrodomésticos, mobiliário e muitos outros produtos que utilizamos todos os dias.
II. O que é a tonelagem da prensa dobradeira?
A tonelagem da prensa dobradeira refere-se ao máximo de força de flexão da prensa dobradeira ou capacidade de dobragem necessária para dobrar uma placa de metal utilizando uma prensa dobradeira.
A tonelagem do travão de prensa determina a força máxima que pode exercer sobre a placa metálica para obter ângulos de flexão precisos.
Além disso, a tonelagem real de trabalho não pode exceder a capacidade de trabalho do travão de prensa e a capacidade máxima de carga do molde.
A escolha da tonelagem apropriada pode evitar problemas comuns tais como danos nas ferramentas, flexão incorrecta, e força insuficiente para completar a flexão necessária.
A tonelagem real é afectada por muitos factores, tais como raio de curvatura, método de curvatura, espessura do material, resistência à tracção do material, relação do molde, atrito entre o material e o molde, direcção de laminagem do aço, endurecimento do trabalho, e assim por diante.
Em geral, quanto mais espessa e dura a chapa é dobrada, maior é a tonelagem de trabalho. Inversamente, quanto mais fina for a chapa, menor será a tonelagem necessária.

A força exercida pelo travão de imprensa sobre o material é medida em tonelagem, o que desempenha um papel crucial para assegurar uma flexão precisa e consistente.
A tonelagem pode ser definida como a força máxima que uma máquina de dobragem pode exercer para formar uma placa metálica, geralmente expressa em toneladas por pé ou quilonewtons por metro.
Cada freio de prensa tem um limiar ou classificação diferente para a força máxima que pode gerar, e é crucial seleccionar a tonelagem apropriada para cada aplicação, para evitar danos na máquina, ferramentas, ou materiais.
O cálculo da tonelagem do travão de prensa baseia-se principalmente em factores como a espessura da chapa metálica, o comprimento de curvatura e a largura da abertura em forma de V.
O calculador da tonelagem de travagem da prensa pode ser utilizado para determinar a força necessária para uma tarefa específica.
É crucial compreender as várias unidades de medida utilizadas para medir a capacidade de tonelagem, uma vez que os métodos de cálculo podem variar.
A fórmula de exemplo para o cálculo da tonelagem baseia-se no aço laminado a frio AISI 1035 com uma resistência à tracção de 60000 PSI.
Para além da tonelagem, outros factores como o ângulo do molde, o factor K e a compatibilidade de ferramentas também desempenham um papel importante na obtenção de uma flexão precisa e suave.
Ao configurar e operar a máquina de dobragem, estes factores devem ser considerados para garantir resultados consistentes e manter a eficiência do processo de dobragem.
Existem vários métodos para medir a tonelagem da prensa dobradeira, e compreender as unidades de medida mais utilizadas para a capacidade de tonelagem é um primeiro passo crucial.
A tonelagem da prensa dobradeira pode ser calculada através de uma fórmula que inclui factores como a espessura do material, o comprimento de dobragem e a largura da abertura da matriz em forma de V.
Esta fórmula pode ser usada em conjunto com gráficos de tonelagem ou calculadoras, que ajudam a estimar a força de flexão necessária para conseguir a flexão.
Seleccionar a tonelagem apropriada do travão de prensa para evitar danos nas ferramentas ou força excessiva, que podem danificar a mesa de trabalho ou o aríete.
O limite de tonelagem de afundamento refere-se ao tempo necessário para encaixar o punção na base ou no cilindro do travão da prensa, tendo em conta o "fluxo de potência" através da ferramenta e a tonelagem máxima por pé ou polegada de carga.
III. Factores que influenciam a tonelagem da prensa dobradeira
Método de Dobragem
| Método de Dobragem | Efeito na tonelagem da prensa dobradeira |
| Dobragem por Ar | Requer mais tonelagem do que a dobragem a ar, porque o punção fica no fundo da matriz. O material entra em contacto com a ponta do punção e com as paredes laterais da matriz. A tonelagem é mais elevada, mas não tão elevada como a cunhagem. |
| Dobragem do fundo | Requer mais tonelagem do que a dobragem a ar, porque o punção fica no fundo da matriz. O material entra em contacto com a ponta do punção e com as paredes laterais da matriz. A tonelagem é mais elevada, mas não tão elevada como a cunhagem. |
| Moeda | Requer a tonelagem mais elevada. O punção e a matriz entram em contacto total com o material, comprimindo-o e afinando-o. É utilizada uma força muito elevada para que o material se adapte totalmente ao ângulo da ferramenta |
Diferentes métodos de dobragem de metal requerem diferentes tonelagens. Por exemplo, na dobragem por ar, a tonelagem pode ser aumentada ou diminuída alterando a largura da abertura da matriz.
O raio de curvatura afecta a largura de abertura da matriz. Neste caso, é necessário acrescentar um fator de método à fórmula. Quando se utilizam os métodos de dobragem por baixo e de cunhagem, a tonelagem necessária é superior à da dobragem por ar.
Se for calculada a tonelagem para a dobragem de fundo, a tonelagem por polegada de dobragem de ar tem de ser multiplicada pelo menos cinco vezes. Se for utilizada a cunhagem, pode ser necessária ainda mais tonelagem do que para o dobramento de fundo.
Largura do molde
Aprendemos que, na dobragem a ar, a tonelagem necessária diminui à medida que o tamanho da abertura da matriz aumenta e aumenta à medida que o tamanho da abertura diminui.
Isto porque a largura da abertura da matriz determina o raio de curvatura interno, e um raio menor da matriz requer mais tonelagem.
Na dobragem por ar, o rácio da matriz é tipicamente de 8:1, o que significa que a distância de abertura da matriz é oito vezes a espessura do material. Neste ponto, a espessura do material é igual ao raio de curvatura interno.
Atrito e Velocidade
Na dobragem por ar, o punção precisa de passar sobre a abertura da matriz inferior para dobrar a chapa de metal.
Se a superfície da chapa metálica não estiver lubrificada, a fricção entre a matriz e a chapa metálica aumentará, exigindo mais tonelagem para dobrar a chapa metálica e reduzindo o retorno elástico do material.
Pelo contrário, se a superfície da chapa estiver lisa e lubrificada, a fricção entre a matriz e a chapa será reduzida, resultando numa menor tonelagem necessária para dobrar a chapa. No entanto, isto aumentará o retorno elástico da chapa metálica.
A velocidade de dobragem também afecta a tonelagem necessária. À medida que a velocidade de quinagem aumenta, a tonelagem necessária diminui.
Aumentar a velocidade também pode reduzir o atrito entre a matriz e a chapa metálica, mas isso também aumentará o retorno elástico da chapa metálica.
Espessura do material, resistência à tracção, e comprimento de curvatura
A tonelagem é a força aplicada pela prensa dobradeira à chapa metálica. Por conseguinte, o alcance de uma força de flexão é determinado pela espessura e pela resistência à tração da chapa metálica a ser dobrada.
Um fator é o tipo de material de dobragem. Diferentes materiais têm diferentes resistências à tração, o que afecta diretamente a quantidade de força necessária para os dobrar.
Por exemplo, o aço inoxidável requer normalmente mais tonelagem do que o aço macio ou o alumínio. A resistência à tração refere-se à tensão máxima que um material pode suportar sob uma carga constante. Se esta tensão for aplicada e mantida, o material acabará por se partir.
Resistência tênsil típica de alguns materiais
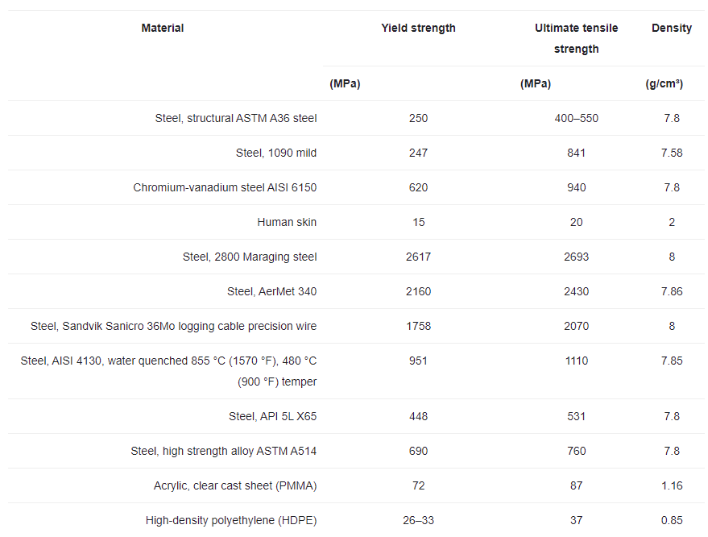
Outro factor importante é a espessura da placa metálica. Quanto maior for a espessura do material, maior será a tonelagem necessária, e vice-versa.
| Material | Espessura (mm) | Raio de curvatura (mm) | Multiplicador de tonelagem | Tonelagem necessária (toneladas/m) |
| Aço macio | 1 | 1 | 1 | 10 |
| Aço macio | 2 | 2 | 1 | 40 |
| Aço macio | 3 | 3 | 1 | 90 |
| Alumínio (5052-H32) | 1 | 1 | 0.45 | 4.5 |
| Alumínio (5052-H32) | 2 | 2 | 0.45 | 18 |
| Alumínio (5052-H32) | 3 | 3 | 0.45 | 40.5 |
| Aço inoxidável (304) | 1 | 1 | 1.45 | 14.5 |
| Aço inoxidável (304) | 2 | 2 | 1.45 | 58 |
| Aço inoxidável (304) | 3 | 3 | 1.45 | 130.5 |
| Aço macio | 2 | 1 | 1 | 60 |
| Aço macio | 2 | 3 | 1 | 30 |
| Aço inoxidável (304) | 2 | 1 | 1.45 | 87 |
| Aço inoxidável (304) | 2 | 3 | 1.45 | 43.5 |
O quadro mostra:
- À medida que a espessura do material aumenta, a tonelagem necessária aumenta significativamente para todos os materiais. A duplicação da espessura de 1mm para 2mm quadruplica a tonelagem.
- O alumínio requer cerca de 45% da tonelagem em comparação com o aço macio da mesma espessura, enquanto o aço inoxidável requer cerca de 45% mais tonelagem do que o aço macio.
- Diminuir o raio de curvatura interior, mantendo a espessura constante, aumenta a tonelagem necessária. Reduzir o raio para metade, de 2mm para 1mm, aumenta a tonelagem em 50%.
- O multiplicador de tonelagem varia consoante o tipo de material e a resistência à tração. Neste exemplo, é de 1,0 para o aço macio, 0,45 para o alumínio 5052-H32 e 1,45 para o aço inoxidável 304.
O comprimento de dobragem da bancada da prensa dobradeira é o comprimento máximo que a placa de metal pode ser dobrada. O comprimento de dobragem da prensa dobradeira deve ser ligeiramente maior do que o material a ser dobrado.
Se o comprimento da bancada de trabalho for incorreto, a matriz ou outros componentes podem ficar danificados. A calculadora de carga de dobragem pode ajudar a determinar a tonelagem necessária com base na espessura do material e noutros factores, como o comprimento de dobragem e a largura da abertura em forma de V.
Factor de ferramentas
O punção da prensa dobradeira é também um fator a ter em conta. Estes punções também têm limites de carga na prensa dobradeira. Os punções em V de ângulo reto podem suportar uma grande carga de tonelagem.
Devido ao ligeiro ângulo e ao menor número de materiais utilizados no fabrico de moldes de ângulo agudo, tais como os moldes de pescoço de ganso, não estão inclinados a suportar cargas pesadas.
Ao utilizar diferentes moldes, a sua força de flexão máxima não deve ser excedida. Além disso, o raio do molde e o raio de curvatura também afectam os requisitos de tonelagem.
Um raio de molde maior pode resultar num aumento da força de flexão necessária. Da mesma forma, raios de curvatura maiores podem resultar em requisitos de tonelagem mais elevados.
A relação entre a largura da abertura do molde e a espessura do material é outro fator que deve ser considerado. Para materiais mais finos, recomenda-se a utilização de um rácio de molde mais baixo (por exemplo, 6 para 1).
Materiais mais espessos podem exigir uma maior proporção de molde (como 10 para 1 ou 12 para 1) para reduzir a força de dobragem e manter a aplicação dentro da capacidade da máquina de dobragem.
IV. Como determinar a tonelagem da prensa dobradeira?
A fórmula de base para o cálculo da tonelagem:
Onde:
- P: Tonelagem requerida (toneladas)
- K: Fator K, dependente do material, por exemplo, 1,45 para o aço macio
- L: Comprimento da curva (mm)
- T: Espessura do material (mm)
- V: Largura de abertura da matriz V (mm)
- C: Constante, 25 para unidades imperiais, 2,5 para unidades métricas
Fórmula que considera a resistência à tração:
Onde:
- UTS: Resistência à tração final do material (N/mm^2^), por exemplo, 450 para aço com baixo teor de carbono
A tonelagem de travagem da prensa pode ser determinada por uma tabela de tonelagem de travagem da prensa.
Tabela de tonelagem do travão de imprensa:
| V | B | R | S | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.6 | 0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | 8 | 10 | 12 | 14 | |||
| 4 | 3 | 1 | 41 | 59 | ||||||||||||||||
| 6 | 4 | 1 | 27 | 39 | 69 | 108 | ||||||||||||||
| 8 | 6 | 1 | 29 | 52 | 81 | 117 | ||||||||||||||
| 10 | 7 | 2 | 23 | 42 | 65 | 94 | 146 | |||||||||||||
| 12 | 8 | 2 | 35 | 54 | 78 | 122 | 217 | |||||||||||||
| 14 | 10 | 2 | 46 | 67 | 104 | 186 | 290 | |||||||||||||
| 16 | 11 | 3 | 59 | 91 | 163 | 254 | ||||||||||||||
| 18 | 13 | 3 | 81 | 144 | 226 | 325 | ||||||||||||||
| 20 | 14 | 3 | 130 | 203 | 293 | 398 | ||||||||||||||
| 24 | 17 | 4 | 108 | 169 | 244 | 332 | 433 | |||||||||||||
| 28 | 20 | 5 | 145 | 209 | 284 | 371 | 470 | |||||||||||||
| 32 | 23 | 5 | 127 | 183 | 249 | 325 | 411 | 508 | ||||||||||||
| 36 | 25 | 6 | 163 | 221 | 289 | 366 | 451 | |||||||||||||
| 40 | 28 | 7 | 199 | 260 | 329 | 406 | 585 | |||||||||||||
| 45 | 32 | 8 | 177 | 231 | 293 | 361 | 520 | |||||||||||||
| 50 | 35 | 8 | 208 | 263 | 325 | 468 | 832 | |||||||||||||
| 55 | 39 | 9 | 239 | 295 | 425 | 756 | ||||||||||||||
| 60 | 42 | 10 | 271 | 390 | 693 | 1083 | ||||||||||||||
| 65 | 46 | 11 | 250 | 360 | 640 | 1000 | ||||||||||||||
| 70 | 49 | 12 | 334 | 594 | 929 | |||||||||||||||
| 80 | 57 | 13 | 293 | 520 | 813 | 1170 | ||||||||||||||
| 90 | 64 | 15 | 462 | 722 | 1040 | 1416 | ||||||||||||||
| 100 | 71 | 17 | 416 | 650 | 936 | 1274 | ||||||||||||||
| 120 | 85 | 20 | 542 | 780 | 1062 |
Nota:
- A unidade da tonelagem do travão de prensa na tabela é KN
- Os dados acima baseiam-se na dobragem de chapa metálica de 1 metro com resistência à tracção de 450N/mm².
A tonelagem nesta tabela é baseada na resistência à tração do material de σb=450N/mm2. O valor na tabela é a força de flexão quando o comprimento da placa de metal é de 1m.
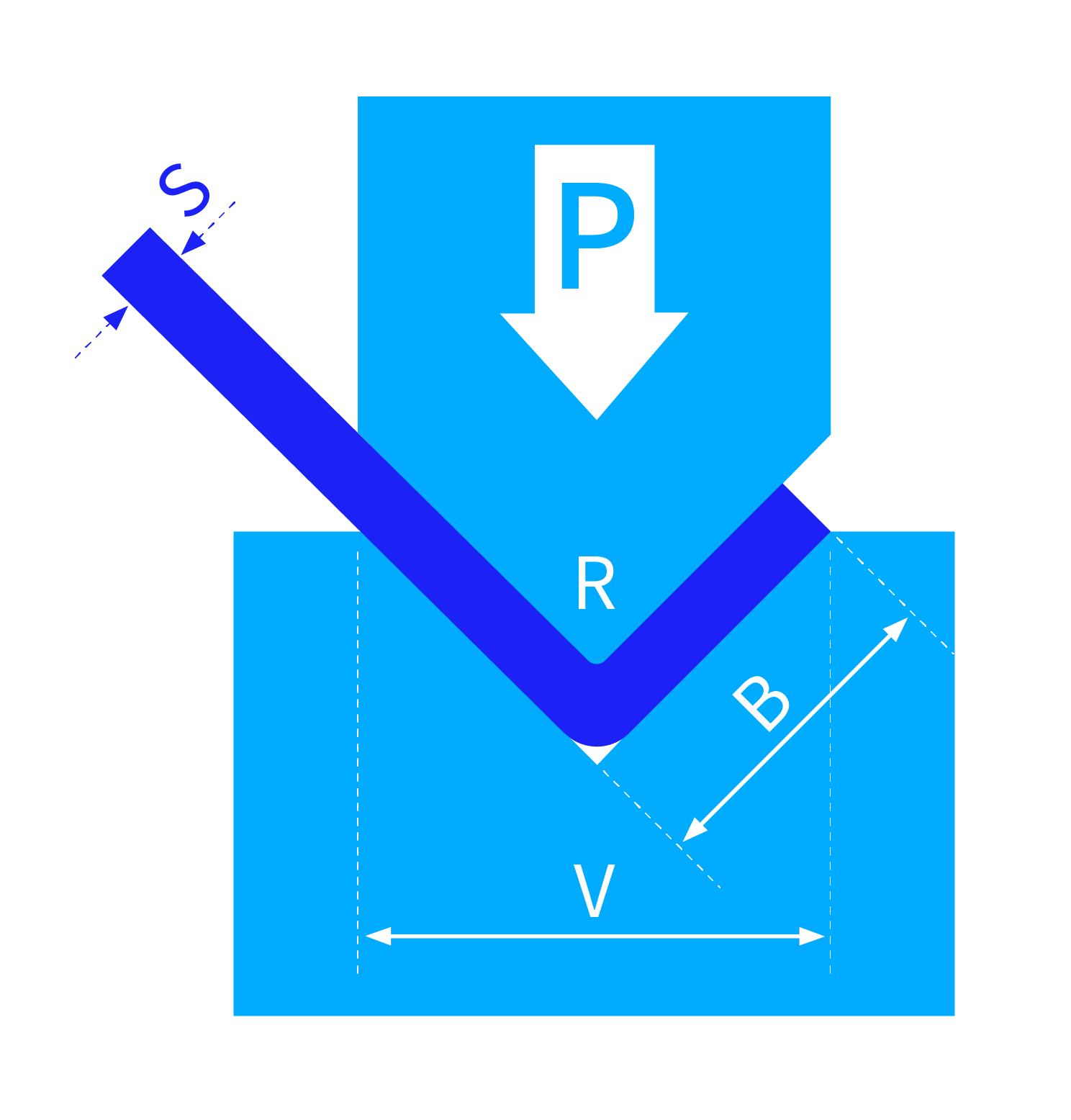
Onde:
- P=Força de flexão
- S=Espessura da placa metálica
- V=V abertura do molde inferior
- B=flange de curvatura do flange R=raio interior
Por exemplo, se S=5mm, V=40(a largura da abertura do coto V é 8-10 vezes a espessura da folha), podemos ver que o valor no gráfico é 400.
A partir do gráfico, podemos verificar que, ao dobrar uma chapa metálica com 5 mm de espessura e 1 m de comprimento, a tonelagem da prensa dobradeira é de 400KN. A tonelagem da prensa dobradeira também pode ser calculada pela fórmula de cálculo da tonelagem:
P=650S²L/V (σb=450N/mm²)
Onde:
- P: Força de Dobragem(Kn)
- S: Espessura da placa (mm)
- L: Largura da placa (mm)
- V: Abertura em V da matriz inferior(mm)
O resultado do cálculo desta fórmula é aproximadamente igual ao valor da tabela de tonelagem.
Quando os materiais de dobragem são diferentes, utilizar os coeficientes da tabela seguinte para multiplicar os resultados calculados.
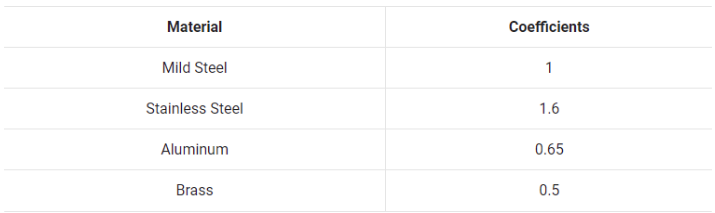
Pode usar a calculadora de tonelagem abaixo para obter os resultados directamente.
Independentemente do método que escolher para determinar a tonelagem, certifique-se de que não excede a gama de tonelagem das máquinas e moldes.
A utilização da tonelagem errada pode danificar o molde ou os componentes de trabalho.
No pior dos casos, pode causar deformação da máquina e até pôr em risco a segurança dos operadores de dobragem.
V. Escolha da prensa dobradeira correcta
Ao escolher uma prensa dobradeira, é importante considerar o tipo de material a ser dobrado, bem como as suas especificações, comprimento e método de processamento. Estes factores afectarão a tonelagem e as dimensões necessárias para o seu projeto específico.
É crucial determinar a tonelagem correcta do travão da prensa, uma vez que afecta o desempenho global e a capacidade de dobragem da máquina.
Para calcular a tonelagem adequada, pode utilizar o calculador de tonelagem de travagem da prensa, que tem em conta a espessura da placa metálica, o comprimento de dobragem e a largura recomendada da abertura da matriz em V.
Outro factor importante na escolha de um travão de prensa é o comprimento da peça de trabalho. O comprimento necessário determinará o tamanho da máquina de que necessita.
O comprimento da peça não deve exceder o comprimento máximo da máquina para assegurar um processo de dobragem eficiente e preciso.
Finalmente, deve ser considerado o limite de tonelagem da máquina relacionado com a distância entre os quadros laterais. Exceder o limite de distância entre os quadros laterais pode danificar a máquina devido ao facto de exceder o limite de carga da linha central da máquina.
VI. Conclusão
Em conclusão, a determinação da tonelagem e do limite de carga da prensa dobradeira é essencial, uma vez que tem um impacto direto na qualidade do produto final e na longevidade do seu equipamento.
A utilização de uma prensa dobradeira com tonelagem insuficiente pode levar a muitos problemas, tais como ângulos de dobragem imprecisos, linhas de dobragem inconsistentes e aumento do retorno da mola. Estes problemas podem resultar no facto de as peças não cumprirem as especificações, levando a um dispendioso retrabalho ou desperdício.
Por outro lado, a utilização de uma máquina com uma tonelagem excessiva pode danificar as ferramentas, como o desgaste prematuro ou a quebra das matrizes, bem como sobrecarregar potencialmente a estrutura e o sistema hidráulico da máquina.
A utilização das fórmulas e ferramentas discutidas neste artigo pode ajudá-lo a tomar uma decisão informada e a selecionar uma prensa dobradeira que satisfaça as suas necessidades.
Com mais de 40 anos de experiência na indústria, a ADH Machine Tool é especializada no fabrico de quinadoras de alta qualidade, concebidas para proporcionar resultados de quinagem precisos e fiáveis.
Se está à procura de uma nova prensa dobradeira ou pretende atualizar o seu equipamento atual, convido-o a navegar na nossa página de produtos para explorar a nossa gama de máquinas de última geração.



