I. Introdução
A freio de imprensa é uma peça de equipamento indispensável na indústria de fabrico de metais. Foi concebida principalmente para a dobragem e conformação precisas de chapas finas.
Com o desenvolvimento da tecnologia, desde o travão de prensa mecânico em meados do século XIX até ao aparecimento da prensa eléctrica no início do século XX e, posteriormente, com a introdução da tecnologia de controlo numérico computorizado, a função e a eficiência da prensa dobradeira melhoraram significativamente.
Pode dobrar a folha em vários ângulos e melhorar a precisão do processamento e a eficiência da produção através de funções CNC.
A nossa passagem irá aprofundar os tipos, estruturas básicas, princípios de funcionamento, utilizações, etc., para o ajudar a compreender esta máquina de forma mais abrangente.
II. O que é o freio de imprensa?
Definição
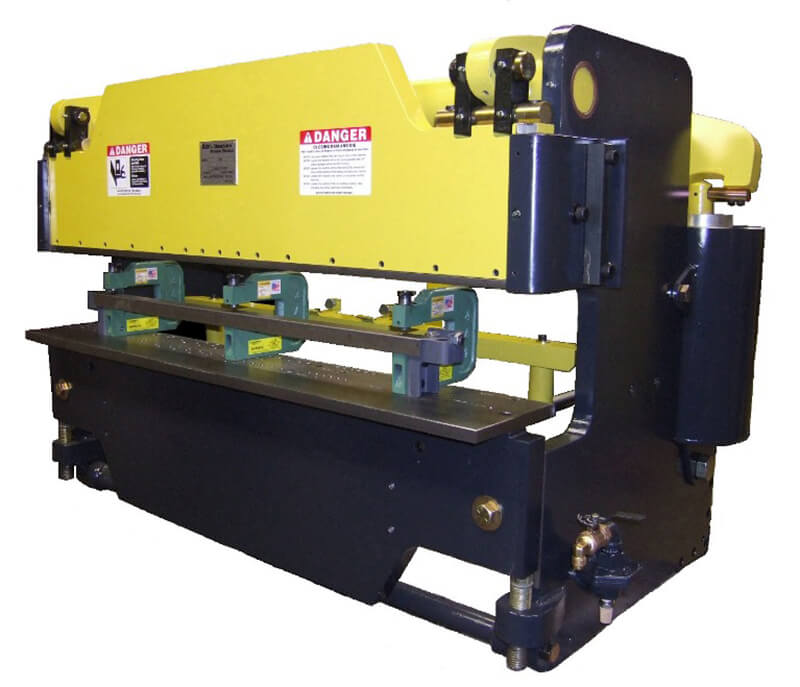
Uma prensa dobradeira é uma máquina-ferramenta utilizada para o processamento de chapas metálicas. Exerce pressão sobre a chapa metálica através das ferramentas superior e inferior, causando deformação plástica e flexão. A ferramenta superior é normalmente designada por punção e a ferramenta inferior por matriz.
É amplamente utilizado em várias indústrias, tais como automóveis, aviação, eletrónica e construção, que desempenham um papel vital no processamento de metais.
Princípio de funcionamento
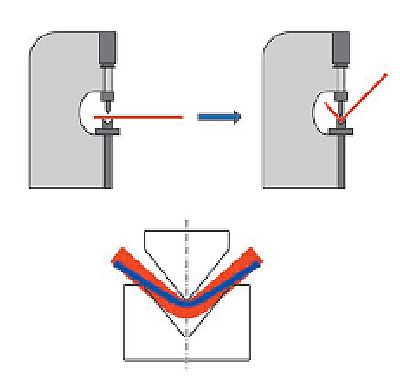
O princípio básico de funcionamento da prensa dobradeira consiste em utilizar o punção superior e as matrizes inferiores para exercer pressão sobre as chapas metálicas.
A folha de metal é colocada no entalhe em forma de V da matriz inferior e, em seguida, o punção superior desce, causando deformação plástica e formando ao longo da dobra do entalhe em forma de V, adquirindo assim o ângulo de dobra.
Ao alterar as diferentes formas e tamanhos das ferramentas, a prensa dobradeira pode processar a peça de trabalho com uma variedade de formas geométricas e ângulos.
Estruturas principais
A prensa dobradeira é composta principalmente por uma estrutura, um cilindro, uma bancada de trabalho, um sistema hidráulico, etc.
A estrutura suporta todo o equipamento e é feita de uma estrutura soldada em aço para garantir resistência e rigidez suficientes.
O carneiro é instalado com um punção superior e movido por cilindros hidráulicos.
A bancada de trabalho está equipada com um molde inferior e um dispositivo de calibre posterior para posicionar a chapa metálica.
Além disso, a prensa dobradeira está equipada com um dispositivo de coroamentodispositivo de sincronização, etc., para melhorar a precisão da dobragem.
Factores que afectam a precisão da dobragem
A prensa dobradeira produz uma dobragem precisa na peça de trabalho através de força, matrizes e ferramentas especializadas.
Factores como as ferramentas, as características do material, o raio de curvatura e os métodos de curvatura podem afetar a precisão da curvatura.
De acordo com a conceção da máquina e os requisitos específicos da aplicação, a dobragem pode ser efectuada através de várias forças motrizes, tais como mecânica, pneumática, hidráulica ou servo-eléctrica.
No entanto, as principais fontes de energia de flexão atualmente utilizadas são hidráulicas, servo e eléctricas.
O que é Travão de imprensa NC

Travão de imprensa NC as máquinas são as primeiras máquinas convencionais máquina de dobrars. As prensas de travões NC utilizam a barra de torção para ligar o eixo Y em ambos os lados do cilindro (Y1 esquerdo e Y2 direito) e para acionar os cilindros hidráulicos nos montantes.
Depois, o cilindro pode mover-se para cima e para baixo de forma sincronizada para dobrar chapas metálicas. As prensas dobradeiras NC são muito adequadas para dobrar peças de baixo custo e fáceis de operar, mas não para alta precisão e produção de alto volume.
Uma vez que a prensa dobradeira NC é sincronizada mecanicamente, não pode fornecer feedback em tempo real sobre o erro de dobragem e ajustar automaticamente o erro. Isto pode levar a uma fraca precisão de dobragem.
Além disso, o travão de pressão NC acciona os cilindros para cima e para baixo através do eixo de torção, e a carga a longo prazo pode levar à deformação do eixo de torção.
O que é a prensa dobradeira CNC?

CNC é a abreviatura de Computer Numerical Control (Controlo Numérico Computadorizado). As prensas dobradeiras CNC são essencialmente ferramentas mecânicas que integram um sistema de controlo numérico computorizado com prensas dobradeiras hidráulicas.
Em geral, os travões de prensa CNC são accionados por um sistema hidráulico ou eléctrico.
Depois de estar equipado com o sistema de controlo numérico computorizado, o travão de prensa é capaz de dobrar materiais metálicos de forma eficaz e precisa em vários perfis desejados.
Os travões de prensa hidráulicos ocupam a grande maioria da quota de utilização do equipamento de dobragem. São o equipamento de dobragem mais utilizado na indústria de dobragem.
O travão hidráulico da prensa é accionado pelo sistema hidráulico. Os cilindros de óleo de controlo dos eixos Y1 e Y2 conduzem directamente o carneiro para fazer o movimento síncrono.
Os travões de prensa hidráulicos têm uma longa história de utilização e desenvolvimento de tecnologia madura.
Durante o operação de dobragemAs prensas dobradeiras hidráulicas são estáveis e fiáveis e são muito adequadas para o processamento de peças de grande volume e tonelagem pesada.
O travão prensa CNC puramente eléctrico é accionado por um motor eléctrico e não utiliza dispositivos hidráulicos ou cilindros de óleo, pelo que não há problema com fugas de óleo.
Além disso, o motor só arranca quando é necessário dobrar e desliga-se automaticamente quando não está a ser utilizado. Isto reduz o consumo de energia e os custos de dobragem.
As prensas dobradeiras eléctricas podem proporcionar operações de dobragem precisas e rápidas. No entanto, uma prensa dobradeira eléctrica é mais adequada para lidar com pequenas tonelagems.
Travão de prensa CNC podem ser divididos em dois tipos de acordo com o movimento das ferramentas superiores (punção) e inferiores (matriz).
Descer em movimento:
Inclui uma mesa de trabalho fixa (fundo), que fixa as ferramentas inferiores (matrizes) na mesa.
As ferramentas superiores (punção) são sujeitas a uma força descendente e as matrizes superior e inferior actuam em conjunto na chapa metálica para completar a processo de dobragem.
Em movimento:
Isto tipo de prensa O travão tem as mesmas partes que o primeiro tipo de máquina de dobragem. No entanto, neste tipo, a parte superior é fixa e a parte inferior é a contraparte móvel.
O tempo de preparação de dobragem do travão de pressão CNC é muito rápido porque existe um sistema CNC que calcula com precisão a posição do aríete e do manómetro traseiro.
O Travão de prensa CNC também pode verificar a existência de erros durante o processo de dobragem, alternar entre diferentes modos de dobragem e posicionar os ângulos e comprimentos de dobragem desejados.
Além disso, o sistema CNC é capaz de calcular a sequência de dobragem correcta, repetindo a acção de dobragem várias vezes até que a chapa metálica seja produzida em perfis.
Globalmente, o travão de prensa CNC é programável para todo o processo de dobragem e é capaz de proporcionar uma dobragem de alta precisão e personalizada.
III. Quais são os tipos de travões de prensa?
De acordo com os diferentes métodos de aplicação de força, os travões de prensa podem ser divididos principalmente em accionamento mecânico da prensa, accionamento hidráulico da prensa, e accionamento pneumático e servoprensa.
Embora diferentes tipos de imprensa Os travões têm características diferentes, mas a principal diferença consiste na potência de funcionamento da máquina.
Travão mecânico de prensa

Os principais componentes das prensas dobradeiras mecânicas incluem uma bancada de trabalho, um cilindro, um motor elétrico, um volante, uma embraiagem e travões. O volante é acionado por um motor elétrico.
Através da embraiagem, está ligado ao veio de transmissão para manter o movimento do cilindro. Os travões param o movimento do veio de transmissão assim que o veio de transmissão é desligado do volante.
Vantagens
É de baixo custo na fase inicial devido a uma tecnologia relativamente simples e desactualizada. Tem um custo de desgaste reduzido e um baixo custo de manutenção.
Tem uma elevada capacidade de flexão e de suporte de carga, que pode exceder a tonelagem nominal 2-3 vezes. Também é fácil para os principiantes porque é fácil de operar e tem um sistema de controlo intuitivo.
Desvantagens
Não pode ajustar o curso durante a dobragem nem invertê-lo em qualquer altura, o que constitui uma fraca flexibilidade.
Não pode efetuar trabalhos de dobragem mais complexos e as suas funções são limitadas. Além disso, apresenta riscos de segurança mais elevados e não é tão rápida como uma prensa dobradeira hidráulica na mudança de ferramentas e nos ajustes.
Travão hidráulico de prensa
O travão de prensa hidráulico acciona o movimento do aríete com dois cilindros de óleo hidráulico sincronizados. O dispositivo de segurança de cortina de luz do travão de prensa hidráulico permite parar o aríete em qualquer altura, inverter o curso da operação e controlar a velocidade.
Vantagens
Os travões de prensa hidráulicos com um sistema CNC podem lidar inteligentemente com a dobragem de diferentes materiais, incluindo espessura, comprimento, tonelagem, ângulo, etc.
Possui alta intensidade e boa rigidez, operação suave e fiável, alta precisão e versatilidade. Pode manusear uma variedade de materiais, incluindo chapas metálicas. Possui proteção contra sobrecarga para evitar danos na matriz e nas máquinas.
As prensas dobradeiras hidráulicas dividem-se em prensas dobradeiras de eixo de torção, prensas dobradeiras mecânicas hidráulicas e prensas dobradeiras electro-hidráulicas.
Desvantagens
Complexidade e manutenção, poluição sonora, potencial para fugas e derrames de óleo, velocidades de aproximação e retorno mais lentas em comparação com as prensas dobradeiras eléctricas, custo inicial elevado e requisitos de espaço significativos, especialmente para modelos maiores.
Travão pneumático de prensa
A fonte de energia da prensa dobradeira pneumática é principalmente ar comprimido ou gás. A pressão de ar gerada pelo gás é utilizada para aplicar a tonelagem ao cilindro para dobrar.
A máquina fornece ar comprimido ao cilindro ou tubo ligado ao mecanismo de pressão. Quando cheia de gás, a pressão faz descer a ferramenta.
Após o movimento estar completo, o gás é descarregado através da válvula de escape, e os travões regressam à sua posição inicial.
Vantagens
Tem baixos requisitos de operação e formação. É rápido de definir e ajustar o tempo, simples de manter e tem menos componentes pneumáticos, o que pode poupar custos de manutenção.
Desvantagens
Devido à baixa pressão, é difícil dobrar materiais espessos. Em comparação com as prensas dobradeiras hidráulicas, produz mais ruído. A sua capacidade de dobragem e força de dobragem são inferiores às das prensas dobradeiras hidráulicas.
Travão de prensa servo

A potência da prensa dobradeira servo provém principalmente de dois servomotores síncronos, que fornecem energia através de correias e polias. A prensa dobradeira servo é normalmente adequada para dobrar um pequeno número de peças de trabalho personalizadas.
Vantagens
A prensa dobradeira servo é muito flexível. Os servo-motores controlam com precisão o curso e a velocidade do aríete. O som de funcionamento do servo freio de prensa é muito baixo e não produz ruído durante o funcionamento.
Quando a dobragem começa, os servomotores começam a funcionar; quando pára, os servomotores também param. Isto pode poupar energia e reduzir os custos de produção.
Além disso, o servofreio prensa não está equipado com cilindros de óleo, pelo que os problemas de fuga e limpeza do óleo não precisam de ser considerados.
Desvantagens
Tem requisitos elevados para o ambiente de funcionamento. Depende muito da estabilidade e da operacionalidade dos sistemas CNC.
É difícil manter e reparar o servofreio de prensa. Quando ocorre um problema, são necessárias técnicas elevadas e um longo período de tempo.
IV. Como funciona uma prensa dobradeira?
Como funciona uma prensa dobradeira: Passo a passo
Colocação de materiaisColocar a chapa metálica na base da prensa dobradeira contra os dedos do calibre traseiro para um alinhamento correto.
FixaçãoA peça de trabalho é fixada firmemente entre o punção superior e a matriz inferior. Uma força de aperto adequada é vital para evitar o deslizamento durante a dobragem.
DobragemO êmbolo (com o punção superior) desce e exerce pressão sobre a peça de trabalho, pressionando-a para dentro dos orifícios em forma de V da matriz inferior. Isto deforma o metal no ângulo de curvatura desejado.
RetrairDepois de atingir o ângulo de curvatura programável, o êmbolo retrai-se e liberta a pressão sobre a peça de trabalho.
Libertar e retirar: soltar o dispositivo de aperto, e o operador deslocará a peça de trabalho da base da prensa dobradeira.
Comparação
| Fonte de alimentação | Descrever |
| Mecânica | Ao acionar sincronizadamente o movimento do cursor através dos cilindros de óleo nos dois pilares laterais, o curso e a tonelagem podem ser parados e ajustados durante o processo de dobragem. |
| Tipo hidráulico | Ao acionar sincronizadamente o movimento do cursor através dos cilindros de óleo nos dois pilares laterais, o curso e a tonelagem podem ser parados e ajustados durante o processo de dobragem |
| Pneumático | Utilização de ar comprimido para acionar o movimento do cursor |
| Tipo de servo motor | Controlo preciso do movimento do cursor com servomotores |
Quanto maior for a tonelagem, maior será a espessura do material de dobragem.
Uma vez iniciado o curso da prensa dobradeira mecânica, este deve ser concluído. Pode ser interrompido, mas não invertido.
A prensa dobradeira hidráulica pode ser parada e ajustada o curso e a tonelagem durante a dobragem.
V. O que é Punção de travão de prensa e matriz?
Matrizes do travão de imprensa são cruciais para a dobragem de chapas metálicas. São constituídos por uma matriz superior (punção) e uma matriz inferior (matriz). Só a combinação de punções e matrizes que trabalham em conjunto na chapa metálica pode produzir o perfil final.
Durante a dobragem, ocorre extrusão e fricção entre as matrizes e a chapa metálica, levando ao desgaste da matriz ao longo do tempo.
A enorme pressão gerada quando os moldes dobram a placa metálica pode provocar o aumento da temperatura da superfície de contacto, danificando os moldes.
Ferramentas de prensagem não é adequado para lidar com placas de metal com elevada dureza e espessura, especialmente peças de trabalho cilíndricas.
O calibre traseiro da prensa dobradeira está localizado atrás da máquina e é utilizado para posicionar a peça de trabalho. Quanto maior for o número de veios para o calibre traseiro, maior será a precisão de dobragem da peça de trabalho.
O controlador da prensa dobradeira pode controlar o movimento de vários componentes, incluindo ferramentas, medidores traseiros, etc. O sistema de cortina de luz da prensa dobradeira pode proteger o operador de ser ferido pela máquina.
Como fazer Selecionar punções e matrizes de prensa dobradeira
Ao selecionar as matrizes de prensa dobradeira, é necessário ter em conta a dureza, a resistência ao calor e a resistência ao desgaste do material da matriz.
A dureza, a espessura, o comprimento e a ductilidade das chapas metálicas também devem ser considerados. Para as matrizes, devem ser seleccionados materiais adequados para a placa a ser dobrada.
Geralmente, a matriz inferior é utilizada de acordo com o padrão de 5 ~ 6T, e o comprimento é maior do que a placa de metal. Quando o material é mais duro e a espessura é maior, devem ser utilizadas as matrizes com ranhuras mais largas.
Ao selecionar os punções, o ângulo da peça de trabalho deve ser determinado de acordo com a forma do produto, de modo a selecionar os punções adequados.
Existem muitos tipos de materiais para punções de prensa dobradeira e matrizes. O aço é atualmente o material preferido para o fabrico de matrizes de prensagem.
Por exemplo, aço-ferramenta de carbono, aço-ferramenta de baixa liga, aço-ferramenta de alto carbono e alto crómio ou médio crómio, aço de liga de carbono médio, aço de alta velocidade, aço matricial, carboneto cimentado, carboneto cimentado ligado ao aço, etc.
Estes aços de alta qualidade são fabricados através de um tratamento térmico especial. São muito duros, não se desgastam facilmente e têm uma grande capacidade de carga. No entanto, não devem exceder a pressão limitada que as matrizes podem suportar durante a dobragem.
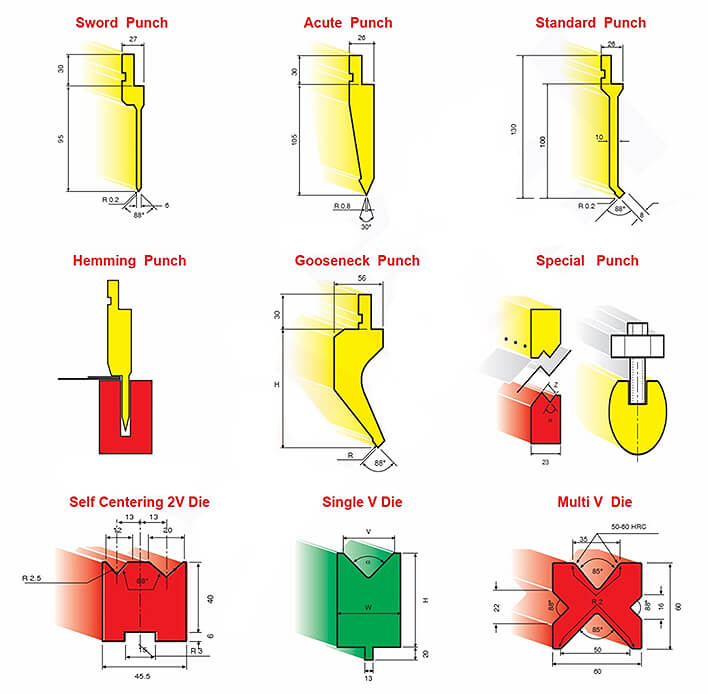
Tipos de punções e matrizes de prensa dobradeira
90-degree dies, acute angle dies, beading dies, box-forming dies, channel-forming dies, corrugating dies, curling dies, four-way die blocks, gooseneck dies, hemming dies, multiple-bend dies, radius dies, rocker-type dies, rotary bending dies, seaming dies, tube, and pipe forming dies, u-bend dies, and V-dies.
VI. Para que são utilizados os travões de pressão?

Uma prensa dobradeira é utilizada principalmente para dobrar e formar placas de metal. No passado, os trabalhadores só podiam dobrar placas de metal batendo-as manualmente.
Com o desenvolvimento contínuo da ciência e da tecnologia, as prensas dobradeiras mecânicas, as prensas dobradeiras hidráulicas e as prensa eléctricas foram entrando no mercado uns atrás dos outros.
Actualmente, os travões de prensa são amplamente utilizados em vários campos de processamento e produção para melhorar a eficiência da produção.
Os travões de prensa são utilizados principalmente para o processamento e fabrico de metais na indústria aeroespacial, automóvel, marinha, agricultura, energia, militar, transportes, e outros campos.
Na indústria automóvel, as prensas dobradeiras podem produzir painéis de carroçaria, estruturas e suportes. No domínio aeroespacial, as prensas dobradeiras podem produzir componentes de aeronaves e estruturas de fuselagem. Também podem produzir conchas e coberturas metálicas moldadas para equipamento eletrónico.
VII. Medidas de segurança para a utilização de prensas de travões
A imprensa operador do travão deve seguir as seguintes medidas e práticas de segurança para evitar potenciais perigos:
Formação regular: Os operadores devem dominar os métodos de utilização e as várias funções da prensa dobradeira.
Equipamento de proteção individual: os operadores devem usar olhos de segurança, luvas, tampões para os ouvidos e outros equipamentos.
Dispositivos de proteção da máquina: A máquina tem de estar equipada com equipamento de proteção, como dispositivos de proteção contra cortinas de luz e vedações de proteção.
Inspecionar regularmente a máquina: Verificar se a prensa dobradeira está a funcionar corretamente e se os componentes estão intactos.
VIII. Porque é que se chama Imprensa Travão?
Em inglês antigo, "brecan", "break", "brake" e "breach" são palavras cognatas. "Break" é "breken" em inglês médio, que significa "destruir, quebrar, fragmentar e dobrar".
Enquanto "travão" se desenvolve a partir de "breken" e "break". Por conseguinte, o seu significado é também muito semelhante.
Na Idade Média, as pessoas usavam o "travão" para representar uma ferramenta usada para bater e esmagar cereais. Mais tarde, o "travão" tornou-se gradualmente sinónimo de "máquina".
Por isso, as pessoas chamam à máquina utilizada para prensar "travão de prensa". "Press" em inglês medieval significa "pressionar, golpear, bater, bater". Mais tarde, as pessoas utilizaram "press" para representar uma máquina utilizada para espremer roupa ou sumo.
Por conseguinte, "prensa" significa uma ferramenta que pode aplicar força a um objeto. "Prensa dobradeira" em máquinas modernas significa uma máquina que aplica força para dobrar placas de metal.
IX. Conclusão
Esta passagem aborda o conceito, o princípio de funcionamento e a importância da prensa dobradeira. Espero que possa compreender melhor a prensa dobradeira e reconhecer o seu papel vital na produção industrial moderna.
Ao explorar o mundo das prensas dobradeiras, é fundamental escolher um fornecedor maduro e avançado. A minha empresa, a ADH Machine Tool, é um parceiro fiável.
Somos especializados em oferecer prensas dobradeiras, máquinas de corte e máquinas de corte a laser de alta qualidade. Os nossos produtos são bem concebidos e têm um bom desempenho para satisfazer as suas várias necessidades de processamento de chapa metálica.
Convido-vos cordialmente a visitar a página de produtos da minha empresa para saber mais sobre a nossa gama de produtos de prensas dobradeiras e vantagens técnicas.
Quer se trate de soluções eficazes para melhorar a eficiência da produção ou melhorar a qualidade dos produtos através de tecnologia avançada, todos nós lhe oferecemos apoio profissional.




