Листогибочный пресс радиус изгиба, вычитание изгиба, припуск на изгиб, и коэффициент K являются критическими параметрами при обработке листового металла.
Обработка листового металла - это комплексный процесс холодной обработки материалов, обычно менее 6 мм, таких как сталь, алюминий, медь и другие металлические листы.
Методы, используемые при обработке листового металла, включают ножницы, пробивку/резку/загибку, сгибание, складывание, сварку, клепку, сращивание и формовку, например, создание автомобильного кузова.
Определяющей характеристикой обработки листового металла является постоянство толщины одной и той же детали.
Гибка листового металла включает в себя изменение угла листа, например, сгибание его в V-образную или U-образную форму.
В целом существует два метода гибки листового металла: гибка под давлением, используемая для сложных конструкций небольшого объема и массовой обработки, и гибка на листогибочном прессеИспользуется для больших конструкций или небольших выходов.
Что такое радиус изгиба листового металла?
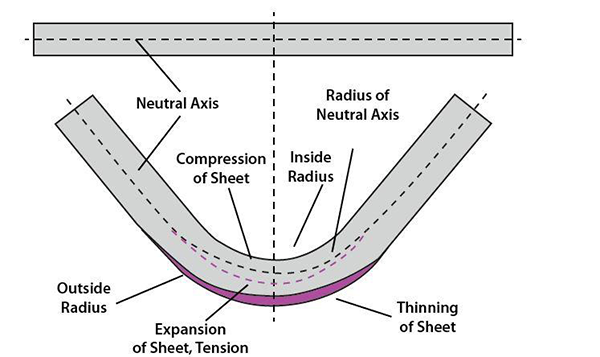
При изгибе металлических материалов внешний слой растягивается, а внутренний слой сжимается в области изгиба.
Чем меньше внутренний радиус изгиба, тем значительнее растяжение и сжатие материала.
Если растягивающее напряжение на внешнем изгибе превышает предел прочности материала, может произойти растрескивание и разрушение.
Прочность на разрыв и радиус изгиба металлического материала влияют на качество конечной заготовки.
Для обеспечения качественной гибки при конструктивном исполнении заготовки следует избегать использования слишком малого радиуса гиба.
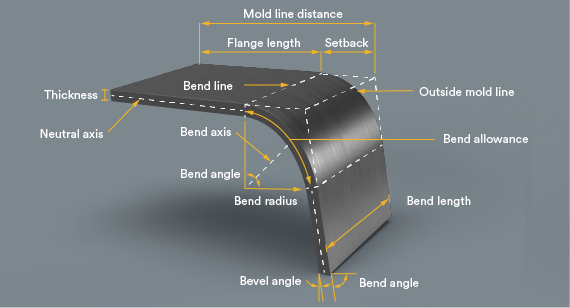
Радиус изгиба означает расстояние от оси изгиба до поверхности листа при гибке металлических листов или прутков.
Этот параметр обычно называют внутренним радиусом изгиба.
Радиус внешнего изгиба обычно равен сумме радиуса внутреннего изгиба и толщины листа.
Что определяет радиус изгиба листового металла?
На радиус гибки влияет множество факторов, включая прочность материала, толщину, ширину отверстия нижнего штампа и тоннаж.
В процесс гибкиПри этом пластина испытывает как сжимающее, так и растягивающее напряжение, что также влияет на радиус изгиба.
Внутренняя часть нейтральной оси сжимается, что приводит к сопротивлению сжатию в листе, в то время как внешняя часть нейтральной оси испытывает растяжение, что приводит к сопротивлению растяжению в листе.
После снятия заготовки остаточные сжимающие и растягивающие напряжения вызывают пружинящий откат, в результате чего угол изгиба увеличивается.
Более твердые и толстые материалы имеют большую упругость, что требует чрезмерного изгиба для достижения меньшего угла, чем предполагалось.
На сайте воздушный изгибВнутренний радиус составляет примерно 16-20% от ширины отверстия штампа для холоднокатаной стали 60 KSI и 20% для нержавеющей стали.
При толщине материала менее 6 мм внутренний радиус равен толщине материала.
Чем больше V-образное отверстие штампа, тем больше радиус изгиба.
При использовании одного и того же V-образного штампа, чем выше прочность материала на разрыв, тем больше внутренний радиус.
Расчет радиуса изгиба листогибочного пресса
Правило 8 раз - это общее руководство для определения V-образного отверстия штампа, предполагающее, что оно должно быть в восемь раз больше толщины материала.
Однако точной формулы для определения идеального радиуса изгиба листового металла не существует, но при определенных заданных силовых условиях радиус изгиба может быть оценен как равный толщине листа.
Важно отметить, что изменения в толщине материала повлияют на точность этой оценки.
V-образное отверстие штампа может составлять от 6 до 12 раз больше толщины материала.
Радиус изгиба тесно связан с толщиной материала. При толщине материала менее 6 мм радиус изгиба равен толщине материала.
Для материалов толщиной более 6 мм, но менее 12 мм радиус изгиба обычно в 1,5 раза больше толщины материала.
А при толщине материала более 12 мм радиус изгиба приблизительно в 3 раза превышает толщину материала.
Важно помнить, что это лишь приблизительные рекомендации, и существует множество факторов, которые могут повлиять на радиус изгиба, что затрудняет определение точного числа.
Когда толщина листа равна радиусу изгиба, достигается наиболее идеальный радиус изгиба.
Изгиб, сформированный с таким радиусом, имеет постоянный угол и размер и минимальную пружинистость.
Заключение
Радиус гиба играет решающую роль при гибке листового металла, а правильный внутренний радиус обеспечивает качество гибки заготовки.
Внутренний радиус также может быть использован для расчета таких ключевых параметров, как припуск на изгиб и Вычет за изгиб.
Неправильный внутренний радиус может привести к деформации или даже поломке заготовки. В этой статье представлен обзор гибки листового металла.
Использование Листогибочный пресс ADH могут помочь в производстве более точных деталей. Если вы хотите узнать больше о листогибочных прессах, пожалуйста, свяжитесь с нами.
Часто задаваемые вопросы
Каков минимальный радиус изгиба листового металла?
Если радиус изгиба меньше, напряжение на внешней стороне изгиба будет больше, и натяжение будет больше.
При изгибе пластина деформируется, трескается или ломается.
Чтобы избежать этих проблем, следует обратить внимание на минимальный радиус изгиба.
Из-за различных методов гибки, характеристик штампа и материала разные заготовки могут иметь разные минимальные радиусы гибки, и рассчитать правильное значение довольно сложно.
Однако для получения наиболее совершенной гибочной заготовки внутренний радиус должен быть установлен как можно ближе к толщине листа.
Для выбора пластин с высокой пластичностью, чем выше прочность на разрыв и твердость материала, тем больший радиус требуется.
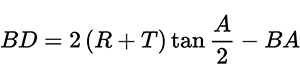
Какова формула вычета на изгиб?
Вычитание при изгибе относится к величине растяжения, которое происходит при изгибе.
Она рассчитывается как разница между общей длиной фланца и общей длиной шляпки.