Ошибки, приводящие к нарушению точности гибки на листогибочном прессе, могут возникать из-за различных факторов, включая механические проблемы с машиной, а также внешние факторы, такие как гибочные инструменты, толщина материала и ошибки в работе человека.
В этой статье мы рассмотрим различные факторы, влияющие на точность гибки, и предложим решения для некоторых часто встречающихся сценариев.
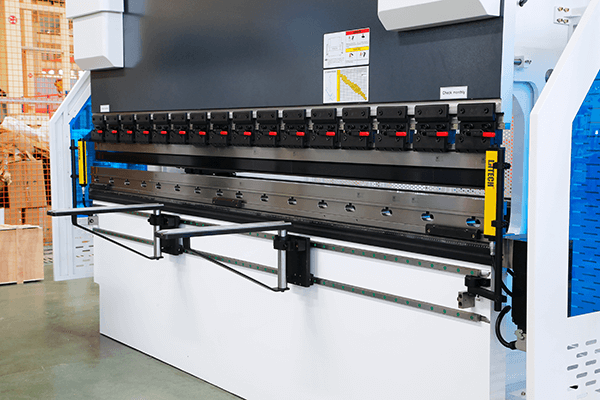
Машинные факторы
Существует несколько факторов, которые могут повлиять на точность гибки листогибочного станка. К ним относятся:
- Прямолинейность зажимного отверстия плунжера в направлениях Y и X.
- Точность репозиционирования и точность произвольного позиционирования левого и правого плунжера.
- Разумность расстояния между листогибочный пресс плунжера и линейной направляющей рамы.
- Перпендикулярность и наклон рамы.
- Соединение между масляным цилиндром и плунжером.
- Прочность и точность рамы и тарана.
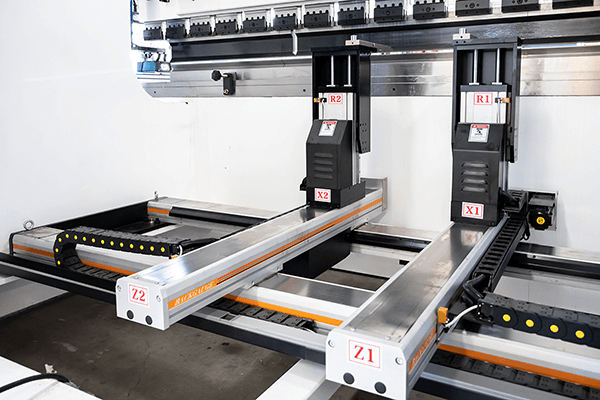
- Точность репозиционирования системы заднего калибра в направлениях X и R.
- Правильная настройка компьютерной системы.
- Регулировка гидравлической системы.
- Соответствие между гидравлической системой и компьютерной настройкой.
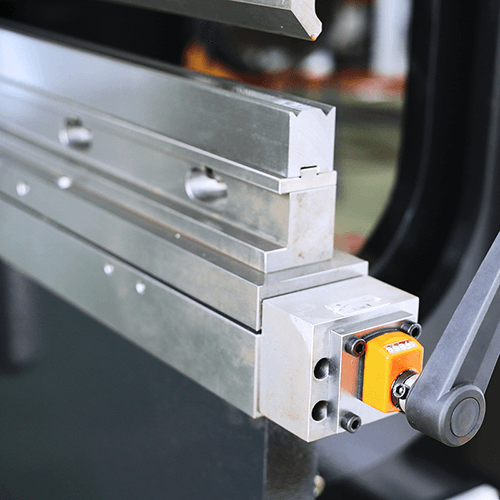
Факторы инструментальной обработки
Точность верхнего и нижнего штампов имеет решающее значение.
Деформация, повреждения, износ и другие проблемы со штампами могут повлиять на все аспекты гибки металла. В случае их обнаружения следует незамедлительно сообщить о них и устранить.
Несоосность между верхним и нижним штампами может привести к отклонению размеров гиба. Убедитесь, что оснастка правильно выровнена при настройке инструмента.
После перемещения левого и правого положений заднего калибра изменяется расстояние между нижним штампом и задним калибром. Это можно измерить с помощью штангенциркуля и отрегулировать с помощью винта заднего калибра.
Необходимо проверить точность и совместимость устройства компенсации нижнего штампа, соответствующую конструкции рамы.
Крепление верхнего штампа должно быть высокоточным.
Размер отверстия V-образного штампа и давление гибки обратно пропорциональны. Если длина и толщина листа фиксированы, то чем больше отверстие, тем меньше требуемое давление.
Поэтому при работе с различными толщинами следует использовать соответствующий размер отверстия штампа V-образной формы.
При обработке с односторонней нагрузкой, например, на одном конце листогибочного пресса, может возникнуть давление при изгибе, что может нанести вред машине. Это категорически запрещено.
При сборке оснастки всегда следует делать упор на среднюю часть станка.
Факторы листового металла
Необходимо проверить прямолинейность базовой плоскости металлического листа.
Убедитесь, что напряжение на металлической пластине равномерно.
Убедитесь, что толщина металлического листа соответствует норме.
Недостаточная параллельность между заготовкой и нижним штампом во время гибки может привести к тому, что заготовка отпружинит после нажатия верхнего штампа, что повлияет на размер гиба.
Свойства и толщина материала могут влиять на угол изгиба, поэтому перед гибкой необходимо провести надлежащий осмотр и выборочный контроль каждой заготовки.
Факторы эксплуатации
Убедитесь, что левое и правое усилие одинаково, когда оператор толкает материал для сгибания.
При использовании системы убедитесь, что ошибка данных системы правильно отрегулирована.
Недостаточный угол первичного изгиба может повлиять на размер вторичного изгиба.
Накопленная погрешность гибки увеличит погрешность контурного размера заготовки.
Давление, необходимое для сгибания, зависит от длины и толщины заготовки, а длина и толщина пластины пропорциональны требуемому давлению.
При изменении длины и толщины заготовки важно соответствующим образом отрегулировать гибочную способность.
Заключение
Для повышения точности гибки на листогибочном прессе необходимо учитывать различные аспекты.
Помимо регулировки компонентов машины, обеспечения точности оснастки и правильной компенсации гибки, необходимо также уделять внимание ежедневному техническому обслуживанию и уходу за листогибочным прессом.
Это поможет продлить срок его службы и поддерживать эффективный изгиб.
Инвестиции в высококачественный листогибочный пресс - еще один эффективный способ обеспечить продуктивную работу.
ADH - надежный производитель листогибочных прессов, имеющий два десятилетия опыта работы в отрасли производства листового металла.
Для получения дополнительной информации посетите страницу продукции листогибочного пресса или обратитесь к нам для получения подробной информации о продукции и ценах.



