ЧПУ листогибочный пресс это сложный станок для обработки листового металла, требующий точной работы под управлением как контроллера ЧПУ, так и оператора.
Важно тщательно установить необходимые параметры и процедуры перед началом работы по гибке.
Однако даже при надлежащей подготовке и техническом обслуживании листогибочный пресс со временем может давать механические сбои.
К распространенным проблемам относятся вибрации при гибке, утечки масла, неточность размеров и формы готовых заготовок, что приводит к отходам материала и даже повреждению станка.
В некоторых случаях эти неисправности могут также представлять риск для безопасности оператора.
В этом блоге мы рассмотрим причины ошибок в гибка на листогибочном прессе и дают советы, как их предотвратить и избежать.
Машина не содержится в чистоте.
Пренебрежение поддержанием чистоты листогибочного пресса является распространенной проблемой при его использовании.
Со временем накопившаяся грязь может привести к износу деталей и форм.
Мусор может даже поцарапать заготовку, а наличие пыли может повлиять на работу машины.
Для предотвращения этих проблем важно очищать листогибочный пресс и его инструменты как до, так и после использования.
Весь мусор, масло и пыль должны быть удалены, чтобы предотвратить проникновение пыли в машину.
Регулярная очистка может продлить срок службы машины.

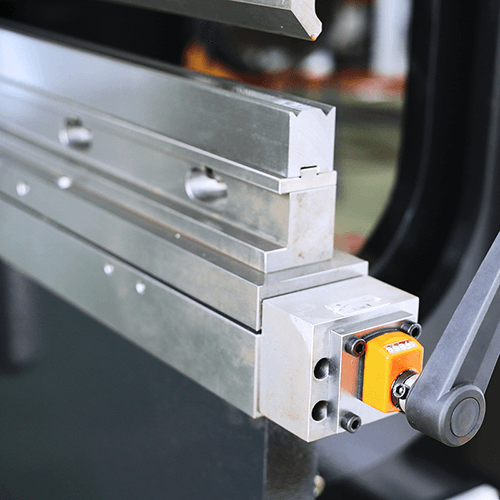
При работе плунжер не имеет вертикального положения
Износ направляющей шины и недостаточная смазка со временем могут привести к увеличению зазора.
Необходимо проверить степень износа направляющей шины и соответствующим образом отрегулировать зазор.
Если износ значительный, необходимо заменить прижимную пластину направляющей.
Несвоевременная смазка листогибочного пресса может усилить трение между движущимися частями.
Для предотвращения несвоевременной смазки рекомендуется использовать автоматическую или полуавтоматическую систему смазки.
Для обеспечения долговечности листогибочного пресса лучше всего выбирать пластину из оловянистой бронзы или ковкого чугуна со шлифованной поверхностью стыка.
Соединительный болт должен располагаться ниже поверхности шарнира и иметь зубчатую смазочную канавку для эффективного смазывания.
Рама расстроен
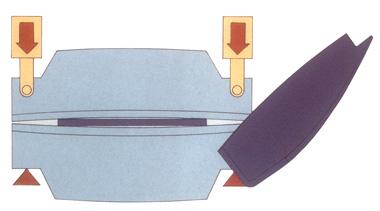
Длительный изгиб может привести к выпучиванию плунжера листогибочного пресса и центра рабочего стола.
Это выпирание, известное как прогиб, относится к выпиранию плунжера вверх и изгибу центра рабочего стола вниз при максимальной нагрузке в тонну.
Прогиб ограничен максимальной нагрузкой по тоннажу, а плунжер и рабочий стол могут вернуться в нормальное положение при снятии нагрузки.
Однако, если плунжер и рабочий стол неисправны, а тоннажная нагрузка слишком высока, это может привести к временному или постоянному повреждению центра плунжера и рабочего стола.
Это приводит к увеличению расстояния между центром плунжера и основанием по сравнению с расстоянием на обоих концах, в результате чего угол изгиба в центре больше, чем угол изгиба на обоих концах.
Этот дефект может повлиять на точность гнутых заготовок и привести к получению каноэподобной формы.
Чтобы уменьшить эту проблему, рекомендуется постепенно регулировать нагрузку в пределах номинального диапазона грузоподъемности машины, оснастить машину венчание устройство, а также использовать прокладки для компенсации прогиба плунжера.
Если компенсация больше невозможна, единственным решением является повторная обработка плунжера и рабочего стола.
Таран не может двигаться вниз быстро/медленно
Если при движении вниз движение плунжера происходит слишком медленно, это может быть связано с затяжкой направляющей или отсутствием сигнала от сервоклапана.
Другой возможной причиной является неправильная регулировка каждой оси заднего калибра.
Кроме того, плунжер может не вернуться в верхнее положение из-за заклинивания наполнительного клапана или негерметичности уплотнительного кольца.
Для устранения этой проблемы важно проверить надлежащую затяжку направляющей плунжера и убедиться, что на сервопропорциональный клапан подается электрический сигнал.
Кроме того, следует проверить ось заднего калибра, чтобы убедиться, что она находится на месте в соответствии с программированием контроллера.
Наконец, следует проверить заправочный клапан на наличие признаков заедания, а также на наличие утечек в уплотнительном кольце.
Неправильный радиус изгиба
Неправильный радиус гибки может привести к повреждению оснастки и неточному изгибу заготовки.
Это может произойти, когда радиус гибки слишком мал и давление на наконечник штампа становится чрезмерным, или когда отверстие заготовки находится слишком близко к радиусу гибки.
Во избежание повреждения оснастки и заготовки необходимо принять следующие меры:
- Определение радиуса изгиба на основе спецификаций материала для каждого процесса.
- Понимание того, что радиус изгиба при продольном изгибе больше, а радиус изгиба при поперечном изгибе меньше.
- Обеспечение того, чтобы расстояние между отверстием в листе (например, вырезом) и линией сгиба было как минимум в три раза больше толщины листа для предотвращения деформации заготовки.
Различные материалы имеют разную степень пластичности и прочности на растяжение, поэтому важно учитывать эти факторы при определении радиуса изгиба.
Главный двигатель не может быть запущен
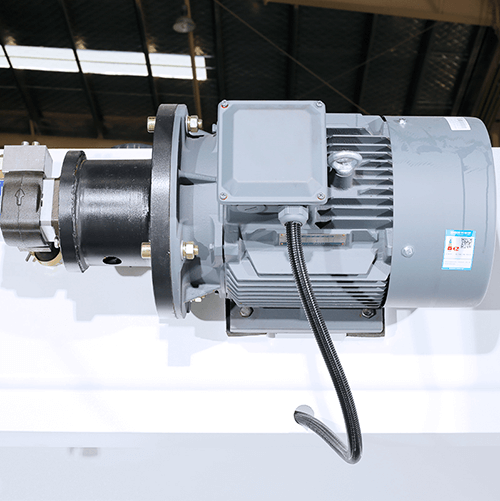
Отказ главного двигателя может быть вызван ослаблением проводки или неисправностью источника питания управления.
Кроме того, важно убедиться, что кнопка аварийной остановки не была задействована.
Другие возможные причины включают повреждение контактора переменного тока, перегрузку цепи или неисправное тепловое реле.
Для устранения неисправности проверьте проводку источника питания выключателя, убедитесь, что кнопка аварийного останова отпущена, и убедитесь, что в цепи имеется адекватная защита от перегрузки.
Кроме того, осмотрите другие детали на предмет повреждений.
Заготовка имеет трещины и неровности после сгибания
После сгибания на поверхности заготовки могут появиться трещины.
Это может быть связано с малым внутренним радиусом изгиба штампа или малым зазором при изгибе.
Сам материал также может быть дефектным, с заусенцами, направленными наружу.
Изогнутый конец заготовки также может стать неровным, что обусловлено усадкой и деформацией внешней поверхности после растяжения, а также складыванием и деформацией внутренней поверхности после сжатия.
Для устранения этих проблем необходимо улучшить гладкость инструмента и увеличить радиус изгиба штампа.
Регулировка зазора при изгибе и использование металлических материалов с лучшей пластичностью также могут помочь.
Убедитесь, что радиус галтели штампа соответствует внешней галтели детали.
В гидравлической системе отсутствует давление изгиба
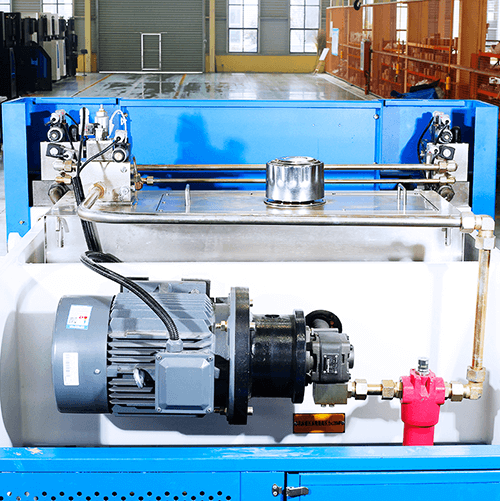
Причина может быть связана с засорением дроссельного отверстия и клапанного элемента или утечкой в уплотнительном кольце поршня цилиндра.
Чтобы решить эту проблему, проверьте, не заблокированы ли дроссельная заслонка и клапанный элемент, и оперативно прочистите любые засоры.
Убедитесь, что заливное отверстие масляного бака заполнено гидравлическим маслом и что бак полностью заполнен, чтобы выпустить любой газ.
Осмотрите уплотнительное кольцо поршня на предмет утечек и замените его при необходимости.
Заключение
Мы обсудили некоторые распространенные проблемы и решения для листогибочных прессов.
Существует множество проблем, которые могут возникнуть с листогибочными прессами, и не все из них можно перечислить здесь.
Если вам нужна дополнительная информация, пожалуйста, свяжитесь с нами для получения более подробных ответов.
Правильное техническое обслуживание имеет решающее значение для эффективного использования и продления срока службы листогибочного пресса.
Часто задаваемые вопросы
Как откалибровать угол изгиба?
Чтобы откалибровать угол наклона листогибочного пресса, необходимо сначала рассчитать изгибающее усилие необходимое для сгибания металлического листа по расчетной формуле.
Затем рассчитайте значение указанного давления (P) и отрегулируйте усилие на маховике переливного клапана так, чтобы оно немного превышало усилие, необходимое для сгибания металлической пластины.
Расстояние заднего калибра можно регулировать для изменения позиционирования при гибке в направлении длины.
Положение плунжера может быть отрегулировано путем изменения параметров на контроллере, а скорость плунжера может быть изменена с помощью переключателя хода.
Время хода можно регулировать с помощью потенциометра.
Наконец, отрегулируйте зазор между верхней и нижней оснастками с помощью кнопки, расположенной в правом нижнем углу верстака.
Как откалибровать манометр?
Если калибровочная линейка неточна, ее необходимо выровнять и откалибровать. Для этого сначала ослабьте крепежные болты под рейкой заднего калибра.
Затем отрегулируйте передний и задний винты и переместите заднее колесо заднего калибра вперед до параллельного положения.
Используйте щуп для проверки и измерения значений на левой и правой сторонах.
Затем ослабьте передний и задний болты с плоской головкой и измерьте значение, чтобы убедиться, что манометр и зонд параллельны.
Наконец, настройте точку отсчета оси X на нужный размер, запрограммировав параметры контроллера.
Какие методы гибки используются на листогибочном прессе?
Листогибочный пресс использует три метода гибки: воздушный изгиб, изгиб дна, и чеканка.
При воздушной гибке пуансон контактирует с листом только в нижнем плече штампа, и чем глубже опускается пуансон, тем острее становится угол изгиба.
При нижней гибке верхняя часть пуансона соприкасается с металлическим листом, и необходимый тоннаж невелик, что вызывает отскок листа.
Для получения требуемого угла изгиба необходимо использовать острый угол.
Гибка монет происходит от предыдущей технологии чеканки монет и требует очень высокого тоннажа, что приводит к полному контакту штампа и пластины.



