Листогибочный пресс широко используется в производстве листового металла, и есть несколько советов и правил безопасности, о которых следует помнить.
Например, сокращение времени физической настройки прессового станка, эффективная организация компонентов инструмента и быстрое размещение листового металла на верстаке.
Кроме того, программирование процедур гибки, настройка параметров заготовки и точное позиционирование заготовки могут повысить эффективность работы листогибочного пресса.
Маркировка и хранение инструментов
При гибке заготовок на листогибочном прессе наличие необходимых инструментов и информации может значительно повысить эффективность работы.
Для этого важно четко обозначить всю необходимую информацию на станке или инструментах, такую как номер, длина, угол изгиба, радиус, высота и максимальная нагрузка.
Также важно иметь организованное хранение инструментов.
Для хранения различных размеров и количества комплектов инструментов может быть предусмотрен специализированный инструментальный шкаф, который должен располагаться как можно ближе к листогибочному прессу для легкого доступа во время работы.
Это не только помогает предотвратить повреждение инструментов, но и облегчает их замену и перенос на другие участки обработки с помощью вилочного погрузчика.
Удаление следов штамповки
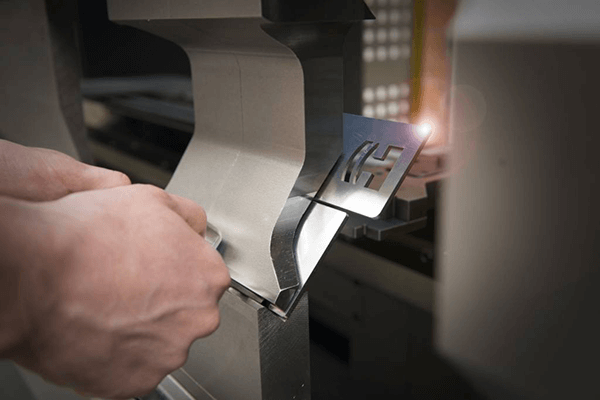
Во время гибки штампы могут оставлять следы на заготовке.
Это можно исправить с помощью пресса тормозные матрицы пленка, например, полиуретановая неразрушающаяся пленка, которая обычно используется для гибки алюминия и нержавеющей стали.
Чтобы использовать пленку, просто приклейте ее скотчем и зажмите на верхней части штампа перед сгибанием.
Это предотвратит оставление штампом следов на заготовке. Пленка изготовлена из полиуретана и может быть использована повторно.
Выберите подходящие материалы
Свойства, прочность на разрыв и пластичность материалов могут меняться, и эти изменения влияют на всю конструкцию. процесс гибки.
Листы могут быть сформированы в толстые или тонкие листы посредством горячей или холодной прокатки, что может привести к различиям в составе и условиях прокатки.
Характеристики материала могут меняться во время гибки, вызывая изменения угла изгиба.
Чем тверже материал, тем больше отскок с обеих сторон изгиба.
Износ штампов и заготовок
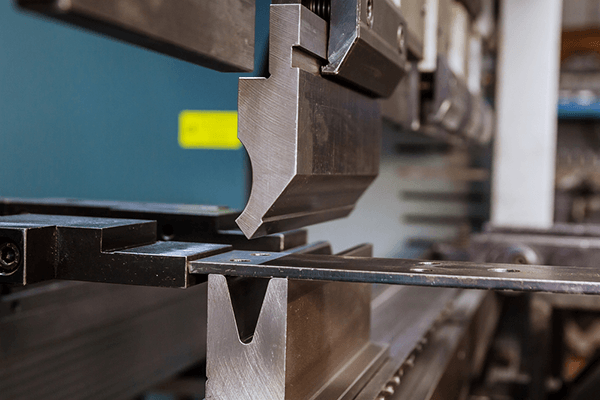
Износ штампа или заготовки после гибки связан с радиусом гибки нижнего штампа, который может повредить поверхность штампа V и привести к появлению царапин на поверхности заготовки.
При выборе V-образного штампа учитывайте размер отверстия и радиус изгиба V-образного штампа.
Для минимизации вероятности износа можно также выбрать штампы с поверхностной закалкой.
Гибка крупнотоннажных изделий
Перед выбором оснастки важно убедиться, что тоннаж гибки находится в диапазоне нагрузок пуансона и штампа.
Например, если номинальный диапазон штампа составляет 20 тонн на фут, а длина сгибаемой заготовки - 3 фута, максимальное усилие, оказываемое листогибочным прессом на заготовку, не должно превышать 60 тонн.
Превышение этого усилия может привести к повреждению листогибочного пресса, оснастки и заготовки и даже создать угрозу безопасности оператора.
Кроме того, зажимная система листогибочного пресса также имеет ограниченный диапазон усилий.
Перегрузка системы зажима может привести к повреждению зажимных инструментов.
При гибке толстых листов можно уменьшить требуемый тоннаж, выбрав штамп V с более широким отверстием.
V-образный штамп с закаленным позиционирующим стержнем и буртиком может катиться в процессе гибки, уменьшая трение между заготовкой и штампом и, в конечном счете, требуя меньших затрат. изгибающее усилие по сравнению с цельной матрицей.
Однако этот метод не может изменить радиус изгиба и длину фланца заготовки.
Нанесение большого количества смазочного масла на плечо V-образного штампа также может уменьшить трение, возникающее при гибке, эффективно снижая требуемый тоннаж.
Хотя этот метод можно использовать время от времени, важно очищать листогибочный пресс после использования.
Исправление ненормального угла изгиба
Если угол изгиба заготовки отклоняется от запрограммированного, это может быть связано с недостаточным количеством тоннажа.
Кроме того, для формирования правильного угла необходимо поддерживать ход гибки в течение определенного времени.
Другой возможной причиной может быть низкая скорость сгибания, которая не создает достаточного давления на пластину.
Пластичность и прочность на растяжение различных материалов влияют на степень отскока после изгиба.
Размер отверстия в V-образном штампе также влияет на конечный результат гибки.
Чтобы исправить аномальный угол изгиба, попробуйте увеличить тоннаж, повысить скорость гибки и увеличить продолжительность процесса гибки.
Кроме того, рассмотрите возможность использования металлического листа с меньшим отскоком и V-образного штампа с более широким отверстием.
Регулировка заднего манометра
Точность заднего калибра можно повысить, отрегулировав положение его упорного пальца.
Вы можете измерить любую погрешность с помощью глубиномера, убедившись, что расстояние между упорным пальцем и центром нижней плашки одинаково.
Затем проверьте погрешность по оси X. Если есть какое-либо несоответствие, исправьте значение опорной точки оси X, а затем выполните процесс гибки после внесения исправлений.
Чтобы совместить ось X с пресс-формой, отрегулируйте зубчатый ремень и переместите винт на оси X вперед или назад.
Проверьте наличие ошибок на обоих концах луча оси X, и если таковых не обнаружено, затяните винты на зубчатом ремне, затем выполните измерение изгиба.
Если на оси Y имеется ошибка, отрегулируйте опорную точку оси Y, чтобы устранить ошибку.
Зафиксируйте ползунок ниже точки перехода к изгибу, и после настройки параметров осей Y1 и Y2 выполните измерение изгиба, чтобы убедиться в отсутствии ошибок.
Заключение
В этой статье мы рассмотрели некоторые важные соображения и советы по использованию листогибочного пресса.
Использование листогибочного пресса требует широкого понимания работы машины и богатого опыта.
Компания ADH обладает обширным опытом в области гибочный станок производство.
Если вам нужна дополнительная информация, не стесняйтесь связаться с нами для обсуждения.
Мы являемся профессиональным производителем машин для обработки листового металла и поставщиком услуг, предлагая ряд машин, включая Листогибочный пресс с ЧПУ, волоконный лазерный станок для резки, стригальная машина, а также шлифовальный станок.
Если у вас есть какие-либо идеи или требования к гибочному станку, наши сотрудники всегда готовы помочь.
Часто задаваемые вопросы
Что такое компенсация гибочного станка?
При чрезмерной нагрузке листогибочный пресс может прогибаться, особенно в центральном положении плунжера и рабочего стола, что приводит к несоответствию угла согнутой заготовки в центре и угла на обоих концах.
Чтобы компенсировать этот прогиб, листогибочный пресс должен быть оснащен венчание устройство, которое может создавать противодействующую силу, противодействующую отклонению плунжера и основания.
Как натянуть ремень ГРМ?
Чтобы натянуть ремень ГРМ, выполните следующие действия:
- Остановите листогибочный пресс и откройте корпус машины.
- Ослабьте винты, крепящие соединительную пластину двигателя оси x.
- Отрегулируйте положение натяжителя и затяните винты.
- Установите на место корпус машины.
Как заменить фильтр листогибочного пресса?
- Отключите питание двигателя масляного насоса машины и листогибочного пресса.
- Откройте корпус машины и извлеките фильтр.
- Замените фильтр на новый и установите корпус машины.
- Включите электропитание машины, включите двигатель насоса и дайте гидравлическому маслу отфильтроваться в течение некоторого времени.
- Наконец, эксплуатируйте машину в обычном режиме.



