Введение
Листогибочный пресс - это станок, используемый при обработке металлов давлением для сгибания и придания формы металлическим листам.
Эти машины широко используются в таких отраслях промышленности, как строительная, автомобильная, аэрокосмическая и других, связанных с обработкой и производством листового металла.
Заготовки, получаемые на листогибочном прессе, могут иметь различную форму, от простых до сложных деталей.
Сайт листогибочный пресс оснащен различными системами давления, включая механические, гидравлические, электрические и пневматические.
Силовое устройство оказывает давление на плунжер, заставляя верхний штамп двигаться вниз и вдавливать металлическую пластину в нижний штамп, завершая тем самым процесс гибки.
Благодаря многократным и точным операциям гибки получается нужная заготовка.
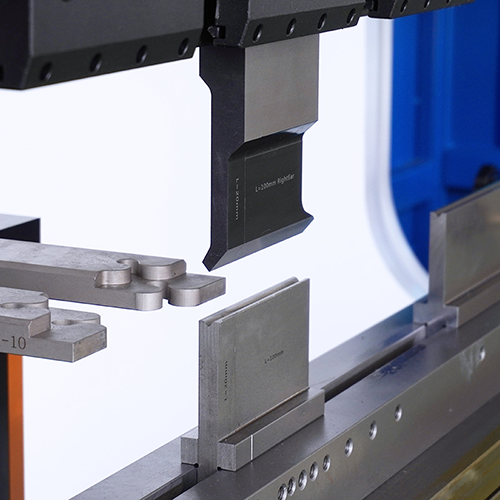
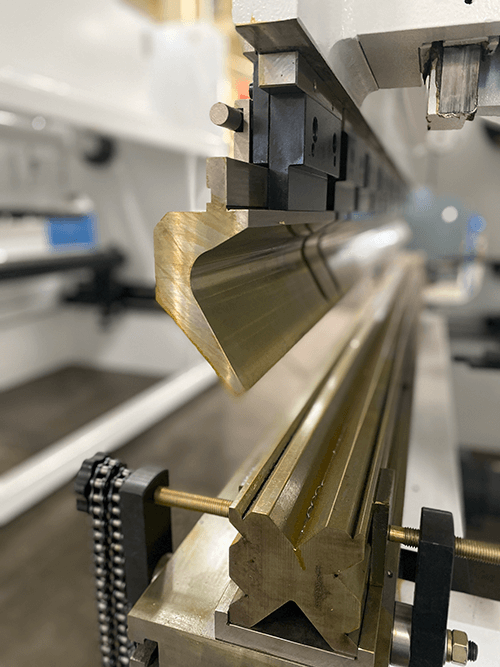
Листогибочный пресс состоит из двух частей: верхнего штампа (пуансона) и нижнего штампа.
Комбинация этих двух штампов, имеющих различную форму, воздействует на плиту для формирования заготовок различной формы.
Обзор инструментов и принадлежностей для листогибочных прессов
Разное Виды прессы Тормозные инструменты и их функции
Компоненты листогибочного пресса включают обычный узел штампа, верхний штамп (пуансон) и V-образный штамп.
Важно выбрать разные прессы тормозные матрицы в зависимости от типа используемого металлического листа.
Например, при работе с металлическими листами, имеющими высокую прочность на разрыв, штамп также должен иметь соответствующую твердость, чтобы предотвратить повреждение штампа или неправильное сгибание металлического листа.
Обычная группа оснастки состоит из верхнего штампа и нижнего штампа, которые работают вместе для сгибания металлического листа.
Пуансон обычно изготавливается из материалов с высокой твердостью для эффективного выдавливания или резки металлических пластин.
Аналогично, нижний штамп требует материала такой же твердости, поскольку пуансон будет вдавливать в него металлический лист.
Верхний штамп (пуансон) листогибочного пресса может иметь специальные формы и углы для получения заготовок определенной формы.
К таким специальным пробойникам относятся стандартные пробойники, пробойники с выступом, пробойники со створкой, пробойники со стрелкой, острые пробойники и другие.
Штампы для листогибочных прессов обычно изготавливаются из закаленной стали, например, хромомолибденовой, для предотвращения растрескивания пуансона, вызванного чрезмерным давлением или твердостью плиты.
Использование материалов с высокой твердостью также помогает обеспечить долговечность пуансона.
Нижний штамп листогибочного пресса можно разделить на четыре типа: V-образный штамп, U-образный штамп, одинарный штамп и двойной штамп.
V-образные и U-образные штампы изготавливаются из того же материала, что и пуансон, и известны своей прочностью и высокой твердостью.
Размер отверстия в V-образном штампе влияет на выбор радиуса гибки заготовки и метод гибки.
Паз нижнего штампа предназначен для установки верхнего штампа, что позволяет надежно зафиксировать лист и придать ему окончательную форму заготовки.
Пуансоны и штампы являются основными инструментами, используемыми в листогибочном прессе.
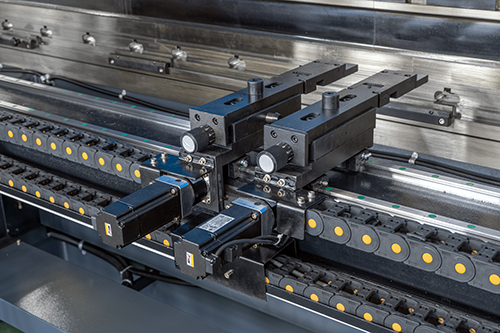
В дополнение к ним листогибочный пресс имеет и другие важные вспомогательные инструменты, такие как задний калибр, зажимной инструмент и опорная стойка.
Другие компоненты листогибочного пресса работают вместе для обеспечения точного положения, угла и скорости гибки, что приводит к повышению точности и качества конечной заготовки.
Использование высококачественных инструментов и принадлежностей для листогибочного пресса
Важность использования высококачественных пуансоны для листогибочных прессов Плашки и аксессуары очевидны.
Эти компоненты могут повысить точность деталей, предоставляя точные штампы для листогибочных прессов и другие принадлежности.
Сайт материал для пуансонов и штампов должны быть достаточно прочными, чтобы выдержать износ и поломку.
Качественные материалы для оснастки также могут продлить срок службы инструмента и предотвратить деформацию.
Высококачественная оснастка обеспечивает качество гнутой заготовки, снижая погрешности в конечном продукте.
Это, в свою очередь, повышает эффективность листогибочного производства и снижает производственные затраты.
Штампы с высоким уровнем соответствия и качества высокоэффективны при гибке листов.
Современные и высококачественные аксессуары позволяют повысить скорость гибки, точность и качество конечного продукта.
Например, точное позиционирование заднего калибра и каждой оси может повысить точность определения длины фланца и размера заготовки.
Качественные гидравлические устройства могут обеспечить равномерный ход и устранить углы изгиба, вызванные непостоянством скорости.
Благодаря использованию высококачественной оснастки и приспособлений обеспечивается качество гибки листогибочного пресса и продлевается срок службы машины.
Это позволяет гарантировать качество продукции, повысить эффективность производства и снизить производственные затраты.
Общие инструменты и принадлежности для листогибочного пресса
Штампы и пуансоны для листогибочных прессов
Листогибочный пресс состоит из двух частей - верхнего и нижнего штампов, которые работают вместе для сгибания листового металла.
Верхний штамп может быть далее разделен на различные типы, такие как прямой угол, острый угол, тупой угол, штамп с выступом, стандартный штамп и другие.
Нижний штамп, с другой стороны, состоит из различных типов, таких как V-образный штамп, U-образный штамп, штамп с одной канавкой и штамп с двумя канавками.
Верхний штамп, приводимый в движение плунжером, вдавливает металлический лист в нижний штамп, придавая ему нужную форму.
Штамп обычно изготавливается из стали высокой твердости для предотвращения поломки.
Угломеры и транспортиры для измерения углов изгиба
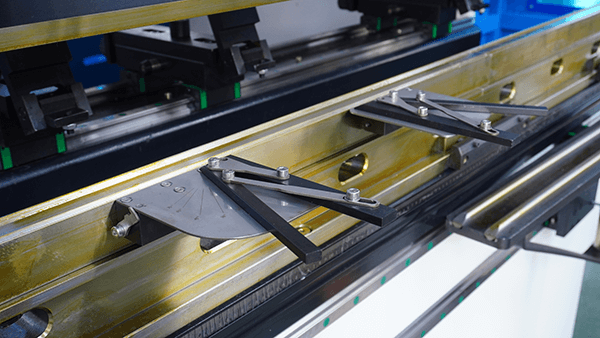
При гибке металлических листов инструменты, используемые для измерения угла изгиба, называются угломерами и транспортирами.
Пуансоны и штампы листогибочного пресса используются для придания металлическим листам различных углов и форм.
Для обеспечения точности угла изгиба можно использовать угломеры и транспортиры.
Откорректируйте угол изгиба и проверьте его точность с помощью угломеров и транспортиров.
Существуют различные виды угломеров и транспортиров, как правило, изготовленных из стали для поддержки.
Смазка листогибочного инструмента
Использование смазочных материалов позволяет уменьшить износ, вызванный длительным использованием штампов и компонентов листогибочного пресса.
Смазочные материалы, используемые для листогибочного пресса, состоят из смазочного масла, консистентной смазки и воска.
Смазочные материалы могут повысить эффективность гибки и продлить срок службы листогибочного пресса.
Защитные устройства
Чтобы защитить оператора от любого вреда во время гибки, листогибочный пресс должен быть оснащен предохранительными и защитными устройствами.
К таким средствам защиты относятся защитные ограждения, перчатки и другие средства индивидуальной защиты.
Кроме того, на рабочих частях листогибочного пресса установлены специальные защитные устройства.
Тормозной суппорт листогибочного пресса оснащен защитной пластиной, которая действует как компонент термического торможения. Контакт с этим компонентом может привести к травме оператора.
Заключение
Цель этого блога - познакомить вас с распространенными листогибочные станки и подчеркивают важность использования высококачественных инструментов.
Инструменты, используемые в листогибочном станке, включают листогибочные пуансоны и матрицы, калибр, транспортир, гидравлическое устройство, защитное устройство и др.
Высококачественные листогибочные инструменты являются неотъемлемым компонентом высокопроизводительной листогибочной машины.
В долгосрочной перспективе выбор листогибочного пресса с умеренной ценой, но высоким качеством может эффективно снизить производственные затраты.
Листогибочные прессы, производимые компанией ADH, отличаются высоким качеством, исключительной производительностью и экономически выгодной ценой.
Если вам требуется дополнительная информация о листогибочном прессе ADH, наши эксперты по продукции готовы помочь вам.
Часто задаваемые вопросы
Как настроить листогибочный станок?
Перед установкой оснастка для листогибочных прессовПоэтому важно тщательно изучить чертежи.
Ознакомьтесь с характеристиками и толщиной сгибаемого материала, включая размер фланца, допуск, угол изгиба, радиус и другие соответствующие параметры.
После того как вы хорошо изучите материал, определите способ сгибания, будь то воздушный изгиб, изгиб днаили чеканка.
Затем рассчитайте тоннаж, необходимый для процесса гибки, поскольку каждый метод требует разного усилия.
После этого определите количество пуансонов и матриц, которые необходимо установить. Затем выровняйте и установите верхний и нижний штампы.
Установите пуансон в приспособление и закрепите его на месте. Затем установите нижний штамп, но не затягивайте его слишком сильно. Держите его свободным.
Опустите пуансон, установите его в нижний штамп и убедитесь, что верхний и нижний штампы выровнены и находятся близко друг к другу.
Наконец, затяните винты и зажимы, чтобы закрепить верхнюю и нижнюю плашки.



