Оснастка листогибочного пресса делится на две части.
Инструменты, установленные на верхней части плунжера, называются пуансонами, а нижние инструменты на верстаке - штампами.
Пуансоны и штампы, эти две части работают вместе на металлической пластине для завершения сгибания заготовки.
Процесс, при котором пуансон листогибочного пресса оказывает усилие на металлическую пластину на штампе, является процессом гибки.
Верхний штамп давит на металлическую пластину с помощью различных источников энергии, приводящих в движение плунжер.
Источниками движения являются механические, гидравлические и серводвигатели.
Стандарты оснастки для листогибочного пресса
Существуют различные типы пуансонов и штампов, и выбор правильных подходящих пуансонов и штампов для гибки имеет решающее значение для повышения точности и эффективности.
Оснастку стандартных размеров удобнее заменять, поскольку конструкция деталей оснастки со стандартными размерами является последовательной.
Это устраняет необходимость выполнять слишком много регулировок при замене пуансонов и штампов, так как эти инструменты находятся в одном положении для легкой замены.
Верхние части плунжера листогибочного пресса требуют зажимного устройства для фиксации пуансонов.
Зажим фиксирует пуансоны в нужном положении, позволяя им сгибать металлическую пластину при движении плунжера.
Сегментация штампа может облегчить процесс гибки заготовок различных размеров.
Оснастка для листогибочных прессов требуют очень высокой точности, особенно точности наконечников пуансонов и заплечиков штампов, поскольку эти детали непосредственно соприкасаются с листовым металлом во время гибки.
Пробойники и штампы с высокой точностью позволяют сократить количество регулировок в процессе установки.

Типы пуансонов и штампов
Штампы для листогибочного пресса включают V-образные, U-образные и Z-образные штампы, причем V-образные штампы являются наиболее распространенными.
Минимальная длина фланца должна быть не менее чем в 4 раза больше толщины материала; в противном случае невозможно получить точный угол изгиба.
Наборы V-образных штампов с различной шириной отверстия соответствуют соответствующим пуансонам, что позволяет листогибочному прессу производить гибку под различными углами и из различных материалов.
Таким образом листогибочный пресс может сгибаться под разными углами и из разных материалов.
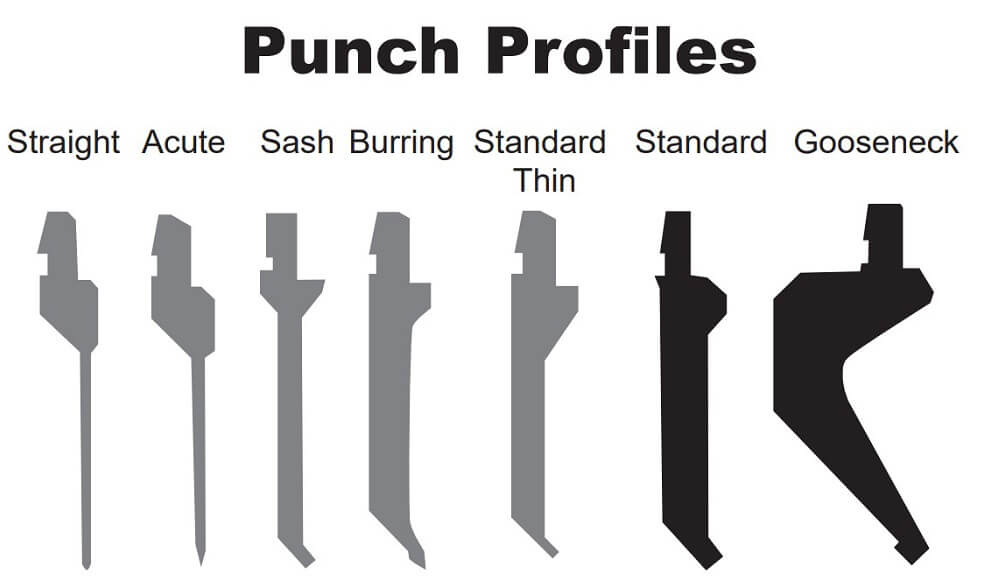
Пуансоны листогибочного пресса в основном делятся на три типа: прямой пуансон, пуансон с выступом и острый пуансон.
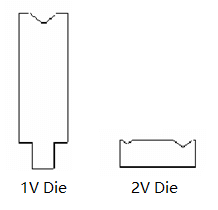
Листогибочные штампы можно разделить на одинарные V-образные штампы, двойные V-образные штампы и штампы Multi-V.
Учет при выборе инструмента
Материал для сгибания
Тип металла, который вы хотите согнуть, является важным фактором. Толщина металла определяет отверстие штампа, радиус гибки и угол гибки.
Например, некоторые стали обладают большей прочностью и сопротивлением, чем другие, и это сопротивление называется прочностью на разрыв (UTS) металла.
Прочность на разрыв у металлов разная, что требует разной прочности форм.
Кроме того, длина металлической пластины определяет, сколько требуется оснастки.
Другим фактором является толщина металла.
Инструменты, предназначенные для листового металла, могут не подходить для более толстых материалов и могут привести к преждевременному износу или повреждению инструментов и листогибочных прессов.
V Открытие и радиус материала
При гибке листового металла, если толщина и тип металла одинаковы, существует не только один размер отверстия V-образного штампа.
Лист металла не должен теряться во время сгибания.
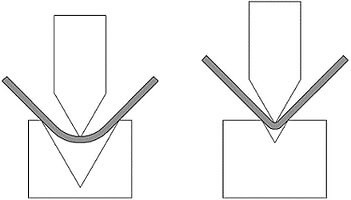
Если внутренний радиус меньше толщины металлической пластины, пластина будет растягиваться, что приведет к деформации заготовки.
Радиус, превышающий толщину листа, не вызовет деформации.
При выборе идеального отверстия V-образного штампа следует не только избегать деформации радиуса, но и выбирать меньший радиус.
Правило 8
Существует эмпирическое правило, применимое к V-образному раскрытию штампов листогибочного пресса, известное как правило 8.
Правило 8 основано на растяжении холоднокатаной стали на 60 000 PSI и предусматривает, что толщина штампа для V-образного раскрытия должна быть в восемь раз больше толщины сгибаемого материала.
Правило 8 применимо к большинству процессов сгибания.
В указанном диапазоне тоннажа может быть получен внутренний радиус, приблизительно равный толщине материала.
Однако это не идеальный закон, поскольку коэффициент будет увеличиваться или уменьшаться при изменении толщины материала.
В результате ширина некоторых отверстий V-образного штампа в 6 раз, 10 раз или даже 12 раз превышает толщину материала.
Для более толстых листов обычно требуется V-образное отверстие в 10 раз больше толщины, чтобы распределить усилие на большую площадь и избежать трещин в листе из-за его пониженной пластичности.
Перед определением штампов для листогибочного пресса сначала определите самый толстый и самый тонкий металлический лист, подлежащий гибке, и используйте правило 8 для определения правильного размера штампов V.
Выберите наименьший V-образный штамп и удвойте его размер для определения следующего V-образного штампа, пока не будет достигнута максимальная форма.
Если точное соответствие найти не удается, размеры следует округлить до ближайшего имеющегося лекала.
V отверстия влияет на радиус изгибаемого материала.
V-образное отверстие штампов листогибочного пресса влияет на радиус гибки материала.
В целом, идеально, когда внутренний радиус материала равен его толщине.
Если внутренний радиус меньше 1 толщины, это означает, что материал, извлеченный из радиуса, исчезает.
При изгибе листа, если внутренний радиус меньше 1 толщины, на изгибе может появиться "боковая выпуклость".
Чем больше отверстие V-образного штампа, тем больше радиус металлической пластины.
Однако прочность материала на разрыв также влияет на радиус.
Для данного отверстия V-образного штампа, чем прочнее материал, тем больше радиус.
Для мягкой стали радиус изгиба (R) обычно составляет 1/8 отверстия V-образного штампа, что приводит к следующей формуле: R = V/8.
Однако для разных типов металла это правило будет отличаться.
Минимальная длина фланца или ножки
При выборе V-образных штампов важно обратить внимание на длину фланца или ножки, требуемую для заготовки.
Во время гибки металлический лист всегда должен находиться в непосредственном контакте с буртиком штампа.
Если длина фланца меньше указанной величины, он попадет в V-образное отверстие, что приведет к неточным результатам гибки.
Поэтому, чем больше V-образное отверстие, тем больше минимальный фланец или ножка, необходимая на металлической пластине.
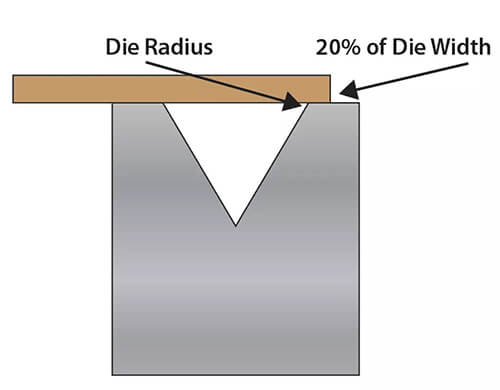
Минимальный фланец, образуемый V-образным штампом, составляет около 70% от отверстия стандартного V-образного штампа, в то время как штамп с острым углом может достигать 110% или более от отверстия V-образного штампа.
Прежде чем определить минимальную длину фланца, лист металла следует положить на штамп так, чтобы материал соприкасался с буртиком штампа в точке, равной 20% V-образного отверстия штампа.
Материалы и качество инструментальной оснастки
Материал оснастки является важным фактором для улучшения качества заготовки и продления срока службы оснастки.
Стоимость материала оснастки зависит от таких факторов, как материал заготовки и точность гибки.
В целом, к высококачественным инструментальным материалам относятся закаленная сталь, быстрорежущая сталь (HSS) и карбид вольфрама.
Закаленная сталь долговечна, износостойка и выдерживает большие веса.
Быстрорежущая сталь износостойка, имеет длительный срок службы и более высокую стоимость, чем закаленная сталь.
А карбид вольфрама является самым высоким по качеству и стоимости.
Правильное обслуживание и хранение
Для продления срока службы и обеспечения качества гибки оснастка листогибочного пресса нуждается в правильном обслуживании.
Необходимо регулярно смазывать, шлифовать и следить за работой инструмента в соответствии с инструкциями по эксплуатации.
Храните оснастку в специализированных местах, например, в инструментальных шкафах с ящиками или отделениями.
Закрепите и изолируйте каждый пуансон и штамп с помощью пенопласта или пластика.
Кроме того, регулярно очищайте оснастку, протирая ее мягкой тканью, и регулярно используйте антикоррозийный спрей.
Заключение
Оснастка листогибочного пресса влияет на форму и качество гибочной заготовки.
Перед гибкой необходимо выбрать оснастку, подходящую для данного материала в соответствии с металлическим листом.
Также необходимо определить форму, угол и размер отверстия штампа в соответствии с заготовкой для гибки.
Правильный выбор инструмента и использование материалов могут повысить точность гибки заготовок.
Они влияют на угол изгиба, внутренний радиус, минимальную длину фланца и внешний вид всей заготовки.
Использование правильной оснастки позволяет повысить эффективность гибки, снизить затраты, предотвратить деформацию профиля и обеспечить безопасность операторов листогибочного пресса.
ADH является профессиональным производителем листогибочных прессов, вы можете проверьте наши листогибочные прессы здесь.



