I. Введение
В современной обрабатывающей промышленности листогибочный пресс - это незаменимое оборудование для обработки металлических листов.
Его свойства напрямую влияют на точность и качество изделий. В многочисленных технологиях гибки коронка листогибочного пресса является ключом к обеспечению точности гибки.
Коронка - это технология, разработанная для компенсации неравномерного изгиба, вызванного упругой деформацией станка, матрицы и материала.
Вкратце, он может правильно отрегулировать форму верхнего пуансона и нижнего штампа во время гибки, чтобы угол гиба был постоянным по всей длине гиба, что повышает точность и качество заготовки.
II. Определение и значение короны
Определение
Кронцировка на листогибочном прессе имеет решающее значение для исправления точности гибки заготовок.
Во время процесс гибкиМасляный цилиндр на обоих концах листогибочного пресса приводит в движение плунжер, оказывающий давление на заготовку.
Сервоклапан, расположенный над левым и правым масляными цилиндрами, а также позиционирующее устройство под масляными цилиндрами могут управлять положением подъема масляного цилиндра.
Во время каждой гибки сервогидравлическая система контролирует положение масляного цилиндра по заданным параметрам, чтобы обеспечить достижение плунжером заданного контроллером положения, что позволяет получить более точные углы гибки.
Однако при гибке металлического листа два конца плунжера листогибочного пресса подвергаются максимальному усилию, а сила реакции, возникающая при изгибе листа, деформирует нижнюю поверхность плунжера.
В результате оба конца металлического листа сгибаются под правильным углом, но деформация в середине плунжера оказывается наибольшей, особенно при гибке длинных металлических листов.
Как показано на рисунке, во время гибки металлического листа плунжер листогибочного пресса движется вверх, а станина машины - вниз.
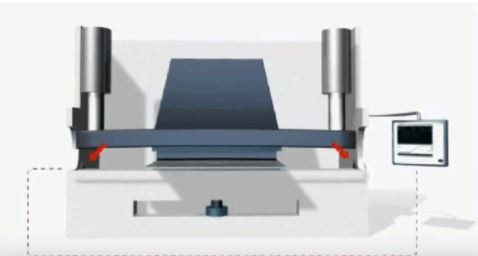
Для повышения точности гибки и устранения погрешностей угла гиба, вызванных деформацией ползуна и верстака, необходимо компенсировать их прогиб.
Для создания противоположной силы, уравновешивающей прогиб плунжера и верстака, может быть установлена компенсационная или корончатая система.
Эта система венцов обычно устанавливается для гибки крупногабаритного листового металла и высокопрочного металла, поскольку погрешность прогиба при гибке крупногабаритного листового металла относительно велика.
Важность
До изобретения системы компенсации некоторые производители листогибочных прессов использовали выпуклые рабочие столы для контроля короны, но компенсация была менее точной.
С усовершенствованием системы ЧПУ система коронки теперь управляется системой ЧПУ.

Поэтому оператору необходимо только ввести длину, толщину, угол изгиба и другую информацию о гибке.
Система гибки автоматически рассчитает значения компенсации. Система может хранить эту информацию и непосредственно повторно использовать данные при следующей повторной процедуре гибки.
Система венцов повышает точность и эффективность гибки мелкосерийных заготовок. При большом тоннаже и высокопрочной гибке точность угла гиба может быть гарантирована.
Коронка включает в себя компенсацию естественных деформаций и изгибов, возникающих в основании и плунжере листогибочного пресса во время нормальной работы из-за изгибающее усилие прикладывается к заготовке.
Когда листогибочный пресс сгибает заготовку, верхняя и нижняя поперечины могут прогибаться и деформироваться, что может иметь нежелательные последствия для конечного продукта.
Эффективно освоив компенсацию листогибочного пресса, операторы могут обеспечить точность гибки, тем самым сокращая отходы в производственном процессе и повышая производительность.
III. Выбор системы коронки
Коронация обычно используется для крупнотоннажных, высокопрочных листогибочных машин, поскольку тоннаж машины прямо пропорционален потребности в компенсации прогиба.
Однако компенсация может применяться и для листогибочных прессов с меньшим тоннажем. Чем больше длина верстака и плунжера листогибочного пресса, тем больше прогиб машины.
Существует два широко используемых метода коронки: гидравлическая коронка и механическая коронка. Оба они создают восходящую упругую деформацию в середине рабочего стола, чтобы компенсировать деформацию плунжера и рабочего стола.
Механическая коронка может быть дополнительным устройством для листогибочного пресса, в то время как гидравлическая коронка является стандартным устройством для листогибочного пресса. В современных листогибочных прессах существует два типа коронки: гидравлическая и механическая.
Мы представим принцип работы, преимущества и недостатки этих двух методов.
Гидравлическая коронка
Гидравлическая коронка требует установки набора масляных цилиндров под рабочим столом листогибочного пресса.
Положение и размер каждого цилиндра венца проектируются в соответствии с кривой венца прогиба, полученной в результате конечно-элементного анализа плунжера и верстака.
Гидравлическая коронка используется для достижения коронки нейтральной плиты за счет относительного смещения между передней, средней и задней вертикальными плитами.
Его принцип заключается в достижении выпуклости за счет упругой деформации самого стального листа, а его корончатость можно регулировать в пределах упругости верстака.
Когда плунжер и верстак деформируются во время гибки, гидравлическая система коронки передает давление на компенсационный цилиндр посредством гидравлического давления.
Затем плунжер и верстак производят компенсационную деформацию, тем самым уменьшая влияние деформации станка на плиту.
Тем не менее, эта гидравлическая система коронки не может компенсировать весь верстак. Локальная компенсация зависит от положения компенсационного цилиндра.
В некоторых гидравлических корончатых системах устанавливается только один компенсационный цилиндр в центре верстака, хотя существуют и многоцилиндровые системы.
Гидравлическая коронка с числовым управлением устанавливает параметры в соответствии с длиной, толщиной и другими данными изгибаемой заготовки в системе числового управления.
Затем рассчитывают необходимые значения компенсации через компьютерную систему машины и передают команду на компенсационный усилитель.
Пропорциональный клапан гидравлического венца получает сигнал, передаваемый компенсационным усилителем, для управления масляными цилиндрами под верстаком.
Компенсация осуществляется для уменьшения деформации прогиба листа при изгибе.
Гидравлическая система коронки является сложной, и могут возникнуть такие проблемы, как утечка масла, ослабление уплотнительных колец и другие.
Эти проблемы могут влиять на величину гидравлической компенсации каждый раз, что приводит к нестабильной обработке пластин.
Преимущество гидравлической коронки заключается в том, что с увеличением времени эксплуатации машины не возникает проблем с износом. В то время как у механической коронки проблемы с износом будут.
По сравнению с механическими корончатыми системами, гидравлические корончатые системы могут обеспечить точный контроль и своевременную регулировку тоннажа.
Механическая коронка

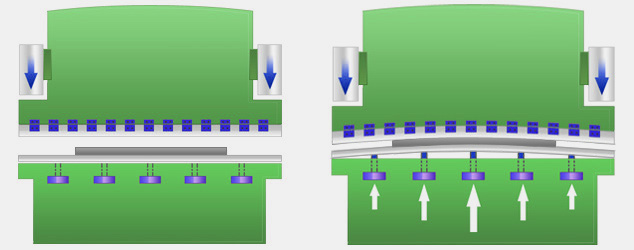
Механическая коронка использует клин для выравнивания рабочего стола. Клиновые блоки можно разделить на одиночные клиновые блоки и несколько групп клиновых блоков.
Механическая система коронки, состоящая из нескольких групп клиновых блоков, имеет больше точек компенсации, чем три точки компенсации обычной гидравлической коронки, и в ней отсутствует глухая зона компенсации.
Механическая система коронирования может обеспечить компенсацию по всей длине верстака. Прогиб может быть компенсирован выпуклой операцией в любом положении по длине всего рабочего стола.
Система ЧПУ рассчитывает требуемое усилие коронки в зависимости от силы нагрузки при изгибе заготовки. Эта сила вызывает деформацию прогиба плунжера и вертикальной плиты верстака.
Система будет автоматически управлять относительным перемещением клиновых блоков, чтобы эффективно компенсировать деформацию прогиба, вызванную плунжером и вертикальной плитой верстака.
Сложенная заготовка будет иметь высокую точность и небольшую разницу в обработке листа каждый раз, что делает ее пригодной для массового производства.
По сравнению с гидравлической системой коронки, механическая система коронки имеет некоторые преимущества, такие как отсутствие утечки масла, низкий процент отказов и экологичность.
Механическая коронка использует линейную шкалу для измерения положения сигнала обратной связи. Цифровое управление делает значение коронки более точным. Однако с течением времени клин может износиться, что может повлиять на эффект компенсации.
К операции механической гибки предъявляются высокие требования. Если одну и ту же заготовку необходимо согнуть несколько раз, рабочий должен вносить коррективы в режиме реального времени.
Даже если рабочие имеют достаточный опыт, могут возникнуть непредсказуемые ошибки. Поэтому необходимо предъявлять высокие требования к операциям механической компенсации.
Если заготовку не нужно многократно сгибать, а рабочий обладает достаточной квалификацией, можно рассмотреть возможность механической коронки для обеспечения точности заготовки.
Сравнение между гидравлической и механической коронками
| Проект | Гидравлическая коронка | Механическая коронка |
| Преимущество | 1. При увеличении времени использования не возникает проблем с износом. 2. По сравнению с механической коронкой, она обеспечивает точный контроль и своевременную регулировку тоннажа. | 1. Можно компенсировать весь верстак, а компенсация отклонения может быть достигнута в любом положении по длине верстака благодаря выпуклой операции. 2. Фальцовка заготовок будет иметь высокую точность и минимальные различия в обработке каждого листа, что подходит для массового производства. 3. По сравнению с гидравлическими системами коронки не требуют масла, имеют низкий процент отказов и экологически безопасны. |
| Недостаток | 1. Компенсация не может охватить весь верстак; частичная компенсация зависит от положения компенсационного цилиндра. 2. Система сложная, и в ней могут возникать такие проблемы, как утечка масла и ослабление уплотнений, что влияет на величину гидравлической компенсации каждый раз и приводит к нестабильной обработке листового металла. | 1. Со временем клинья могут износиться, что повлияет на эффект компенсации. 2. Высокие требования к работе. Если одну и ту же заготовку нужно согнуть несколько раз, работники должны выполнять настройку в режиме реального времени. Даже при наличии большого опыта могут возникать непредсказуемые ошибки, поэтому при выполнении операций механической компенсации требуется высокая точность. |
IV. Расчет и настройка компенсации изгиба для различных заготовок
Понимание необходимости компенсации
Модуль упругости материаловРазличные материалы имеют разные модули упругости, которые влияют на степень упругой деформации материалов под нагрузкой.
Толщина заготовкиЧем больше толщина, тем выше жесткость при изгибе, что требует большей компенсации.
Длина заготовкиЧем больше длина, тем больше деформация станка и пресс-формы в процессе гибки, что требует большей компенсации.
Рассчитать сумму компенсации
Расчет величины компенсации обычно зависит от эмпирических формул, анализа методом конечных элементов (FEA) или алгоритма компенсации станка. Ниже приводится упрощенная процедура расчета:
Шаг 1: Убедитесь, что основные параметры
Определите тип, толщину и длину материала. Приобретите или рассчитайте модуль упругости и предел текучести материала.
Шаг 2: Используйте эмпирические формулы или программное обеспечение
Что касается простых применений, то для оценки компенсации можно использовать эмпирические формулы. Эти формулы обычно основаны на типе материала, толщине и длине.
Для более сложных или точных задач можно использовать программное обеспечение для анализа методом конечных элементов (например, ANSYS или SolidWorks Simulation), чтобы провести моделирование и точно рассчитать необходимую компенсацию.
Многие современные листогибочные прессы оснащены встроенными алгоритмами компенсации, которые позволяют оператору ввести основные параметры заготовки, а станок сам рассчитает необходимую величину компенсации.
Шаг 3: Установите значение компенсации
По результатам расчета и моделирования значение компенсации вводится в систему управления станка.
Для гидравлических или механических систем убедитесь, что настройка компенсации соответствует фактической производительности и ограничениям станка.
Фактическое применение и корректировка
Перед гибкой необходимо провести пробную гибку, чтобы проверить точность настройки компенсации. Величина компенсации должна быть скорректирована на основе результатов гибки для достижения требуемого угла гибки и точности.
Запишите требуемую настройку компенсации для заготовок из разных материалов и с разными техническими характеристиками, к которой удобно обращаться в будущем.
Постоянный мониторинг и оптимизация
Регулярно проверяйте и обслуживайте систему коронки, чтобы обеспечить точность и надежность. Сбор и анализ производственных данных и оптимизация настройки компенсации для повышения эффективности производства и качества продукции.
V. Заключение
В двух словах, коронка листогибочного пресса играет ключевую роль в производстве листогибочного пресса. Задав разумные параметры компенсации гибки, можно эффективно уменьшить обратную пружину гибочной заготовки, повысив точность гибки и обеспечив качество продукции.
С быстрым развитием технологий такие технологии, как передовые датчики, анализ данных и машинное обучение, будут применяться для коронки листогибочного пресса, обеспечивая мгновенное, динамичное и адаптируемое управление коронкой, а также повышая точность и эффективность обработки листогибочного пресса.
В эпоху быстрого технологического развития важно выбрать опытного и передового производителя листогибочных машин.
ADH Machine Tool, профессиональный производитель листогибочных станков на протяжении более 40 лет, не только предлагает высококачественные и высокоточные листогибочные станки, но и занимается инновациями и исследованиями, чтобы соответствовать меняющимся требованиям рынка.
Мы искренне приглашаем вас просмотрите нашу страницу Листогибочные прессы и узнайте больше о деталях нашей продукции и преимуществах техники.