I. Введение
A листогибочный пресс является незаменимым оборудованием в металлообрабатывающей промышленности. В основном он предназначен для точной гибки и формовки тонких листовых материалов.
С развитием технологий, начиная с механического листогибочного пресса в середине XIX века и заканчивая появлением электрический листогибочный пресс В начале 20-го века, а затем с внедрением технологии компьютерного цифрового управления, функции и эффективность листогибочного пресса значительно улучшились.
Он может сгибать лист под различными углами и повышать точность обработки и эффективность производства с помощью функций ЧПУ.
Мы подробно рассмотрим типы, основные конструкции, принципы работы, способы применения и т.д., чтобы помочь вам лучше понять эту машину.
II. Что такое листогибочный пресс?
Определение
Листогибочный пресс - это станок, используемый для обработки металлических листов. Он оказывает давление на металлический лист с помощью верхнего и нижнего инструментов, вызывая пластическую деформацию и изгиб. Верхний инструмент обычно называется пуансоном, а нижний - матрицей.
Он широко используется в различных отраслях промышленности, таких как автомобилестроение, авиация, электроника и строительство, которые играют важную роль в обработке металлов.
Принцип работы
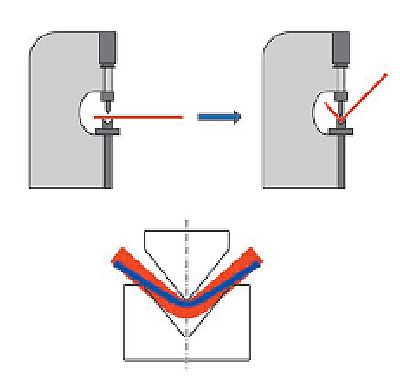
Основной принцип работы листогибочного пресса заключается в использовании верхнего пуансона и нижнего штампа для оказания давления на металлические листы.
Металлический лист помещается в V-образную выемку нижнего штампа, затем верхний пуансон опускается вниз, вызывая пластическую деформацию и формируя вдоль V-образной выемки изгиб, тем самым приобретая угол изгиба.
Меняя формы и размеры инструментов, листогибочный станок может обрабатывать заготовки с различными геометрическими формами и углами.
Основные структуры
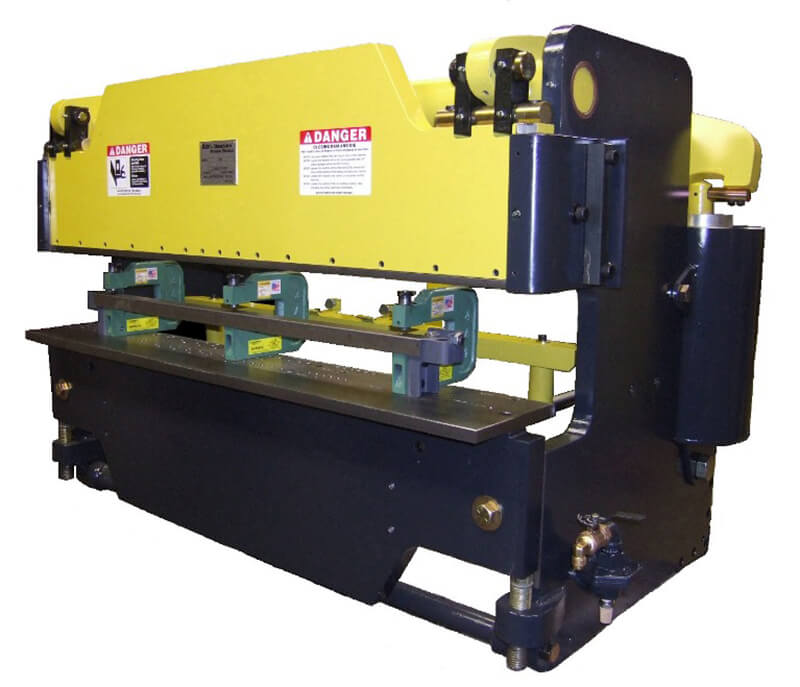
Листогибочный пресс состоит в основном из рамы, плунжера, рабочего стола, гидравлической системы и т.д.
Рама поддерживает все оборудование и изготовлена из стальной сварной конструкции, что обеспечивает достаточную прочность и жесткость.
Плунжер устанавливается на верхний пуансон и перемещается с помощью гидравлических цилиндров.
Верстак оснащен нижним штампом и задним калибром для позиционирования листового металла.
Кроме того, листогибочный пресс оснащен венчающее устройство, устройство синхронизации и т.д. для повышения точности гибки.
Факторы, влияющие на точность гибки
Листогибочный пресс производит точный изгиб заготовки с помощью силы, штампов и специальных инструментов.
На точность гибки могут влиять такие факторы, как оснастка, характеристики материала, радиус гиба и методы гибки.
В соответствии с конструкцией машины и конкретными требованиями, гибка может осуществляться с помощью различных приводных сил, таких как механические, пневматические, гидравлические или сервоэлектрические.
Однако в настоящее время используются в основном гидравлические, сервомеханические и электрические источники гибочного усилия.
Что такое Листогибочный пресс с ЧПУ

Листогибочный пресс с ЧПУ машины ранних традиционных гибочный станокs. В листогибочных прессах NC торсионная балка соединяет оси Y с обеих сторон плунжера (левая Y1 и правая Y2) и приводит в действие гидравлические цилиндры на стойках.
Затем плунжер может синхронно двигаться вверх и вниз для гибки металлических листов. Листогибочные прессы с ЧПУ очень хорошо подходят для недорогой и простой в эксплуатации гибки заготовок, но не для высокоточного и крупносерийного производства.
Поскольку листогибочный станок с ЧПУ синхронизируется механически, он не может в реальном времени получать информацию об ошибке гибки и автоматически корректировать ее. Это может привести к низкой точности гибки.
Кроме того, листогибочный пресс с ЧПУ приводит в движение цилиндры вверх и вниз через торсионный вал, и длительная нагрузка может привести к деформации торсионного вала.
Что такое листогибочный пресс с ЧПУ

CNC - это аббревиатура от Computer Numerical Control. Листогибочные прессы с ЧПУ - это, по сути, механические инструменты, объединяющие систему компьютерного числового управления с гидравлическими листогибочными прессами.
Как правило, листогибочные прессы с ЧПУ приводятся в действие гидравлической или электрической системой.
После оснащения системой числового программного управления листогибочный пресс способен эффективно и точно сгибать металлические материалы в различные желаемые профили.
Гидравлические листогибочные прессы занимают подавляющее большинство доли использования гибочного оборудования. Они являются наиболее широко используемым гибочным оборудованием в гибочной промышленности.
Гидравлический листогибочный пресс приводится в действие гидравлической системой. Масляные цилиндры управления осями Y1 и Y2 непосредственно приводят плунжер в синхронное движение.
Гидравлические листогибочные прессы имеют долгую историю использования и зрелую технологическую разработку.
Во время операция гибкиГидравлические листогибочные прессы отличаются стабильностью и надежностью и подходят для обработки больших объемов и тоннажа заготовок.
Чисто электрический листогибочный пресс с ЧПУ приводится в действие электродвигателем и не использует гидравлические устройства или масляные цилиндры, поэтому нет проблем с утечкой масла.
Кроме того, двигатель включается только при необходимости гибки и автоматически отключается, когда не используется. Это снижает потребление энергии и затраты на гибку.
Электрические листогибочные прессы обеспечивают точную и быструю гибку. Однако электрические листогибочные прессы больше подходят для работы с небольшими тоннажs.
Листогибочный пресс с ЧПУ можно разделить на два типа в зависимости от движения верхнего (пуансон) и нижнего (матрица) инструментов.
Движение вниз:
Он включает в себя фиксированный рабочий стол (снизу), который фиксирует нижние инструменты (штампы) на столе.
Верхний инструмент (пуансон) прикладывает усилие, направленное вниз, а верхний и нижний штампы воздействуют на листовой металл для завершения работы. процесс гибки.
Вверх по движению:
Это тип пресса Тормоз имеет те же части, что и первый тип гибочного станка. Однако в этом типе верхняя часть неподвижна, а нижняя - подвижна.
Время подготовки к гибке на листогибочном прессе с ЧПУ очень быстрое, поскольку имеется система ЧПУ, которая точно рассчитывает положение ползуна и заднего калибра.
Сайт Листогибочный пресс с ЧПУ Также можно проверять ошибки в процессе гибки, переключаться между различными режимами гибки и позиционировать необходимые для гибки углы и длины.
Кроме того, система ЧПУ способна рассчитать правильную последовательность гибки, повторяя действия по гибке несколько раз, пока листовой металл не будет изготовлен в виде профиля.
В целом, листогибочный пресс с ЧПУ программируется на весь процесс гибки и способен обеспечить высокоточную гибку по индивидуальному заказу.
III. Какие бывают типы пресс-тормозов?
В соответствии с различными методами приложения силы, листогибочные прессы можно разделить на механические, гидравлические, пневматические и сервоприводы.
Хотя разные виды прессы Тормоза различаются по характеристикам, главное отличие заключается в мощности, приводящей машину в действие.
Механический листогибочный пресс

Основные части механического листогибочного станка включают в себя верстак, плунжер, электродвигатель, маховик, сцепление и тормоза. Маховик приводится в движение электродвигателем.
Через сцепление он соединен с валом шестерен, чтобы поддерживать движение плунжера. Тормоза останавливают движение зубчатого вала, как только приводной вал отсоединяется от маховика.
Преимущества
На начальном этапе он является недорогим из-за относительно простой и устаревшей технологии. Он имеет небольшую стоимость износа и низкую стоимость обслуживания.
Он обладает высокой прочностью на изгиб и грузоподъемностью, которая может превышать номинальный тоннаж в 2-3 раза. Он также подходит для новичков, поскольку прост в эксплуатации и имеет интуитивно понятную систему управления.
Недостатки
Он не может ни регулировать ход во время сгибания, ни изменять его в любой момент, что говорит о низкой гибкости.
Он не может выполнять более сложные гибочные работы, а его функции ограничены. Кроме того, он связан с повышенным риском для безопасности и не так быстр, как гидравлический листогибочный станок, при смене инструмента и настройке.
Гидравлический листогибочный пресс
Гидравлический листогибочный пресс приводит в движение плунжер с помощью двух синхронизированных гидравлических масляных цилиндров. Защитное устройство в виде световой завесы гидравлического листогибочного пресса позволяет в любой момент остановить плунжер, изменить ход операции и регулировать скорость.
Преимущества
Гидравлические листогибочные прессы с системой ЧПУ могут интеллектуально справляться с гибкой различных материалов, включая толщину, длину, тоннаж, угол и т.д.
Он обладает высокой интенсивностью и хорошей жесткостью, плавностью и надежностью работы, высокой точностью и универсальностью. Он может работать с различными материалами, включая металлические листы. Он имеет защиту от перегрузки, чтобы не повредить штамп и машины.
Гидравлические листогибочные прессы подразделяются на листогибочные прессы с торсионным валом, механические гидравлические листогибочные прессы и электрогидравлические листогибочные прессы.
Недостатки
Сложность и необходимость технического обслуживания, шумовое загрязнение, возможность утечки и разлива масла, более низкая скорость подачи и возврата по сравнению с электрическими листогибочными машинами, высокая первоначальная стоимость и значительные требования к площади помещения, особенно для больших моделей.
Пневматический листогибочный пресс
Источником энергии пневматического листогибочного пресса является сжатый воздух или газ. Давление воздуха, создаваемое газом, используется для прикладывания усилия к плунжеру для гибки.
Машина подает сжатый воздух в цилиндр или трубу, соединенную с нажимным механизмом. При наполнении газом давление направляет инструмент вниз.
После завершения движения газ выпускается через выпускной клапан, а тормоза возвращаются в исходное положение.
Преимущества
Он не требует больших затрат на эксплуатацию и обучение. Он быстро настраивается и регулирует время, прост в обслуживании и имеет меньше пневматических компонентов, что позволяет снизить затраты на обслуживание.
Недостатки
Из-за низкого давления трудно сгибать толстые материалы. По сравнению с гидравлическими листогибочными прессами, он производит больше шума. Его способность к гибке и усилие гибки ниже, чем у гидравлических листогибочных машин.
Сервоприводной листогибочный станок

Мощность сервопривода листогибочного пресса в основном обеспечивается двумя синхронными серводвигателями, которые передают энергию через ремни и шкивы. Сервоприводной листогибочный станок обычно подходит для гибки небольшого количества заготовок по индивидуальному заказу.
Преимущества
Сервоприводной листогибочный станок очень гибкий. Серводвигатели точно контролируют ход и скорость плунжера. Звук работы сервопривода листогибочного пресса очень низкий, и он не производит шума во время работы.
Когда гибка начинается, серводвигатели начинают работать; когда она прекращается, серводвигатели также останавливаются. Это позволяет экономить электроэнергию и снижать производственные затраты.
Кроме того, сервоприводной листогибочный пресс не оснащен масляными цилиндрами, поэтому проблемы утечки и очистки масла не требуют рассмотрения.
Недостатки
Предъявляет высокие требования к условиям эксплуатации. Сильно зависит от стабильности и работоспособности систем ЧПУ.
Обслуживать и ремонтировать сервоприводной листогибочный станок непросто. При возникновении неполадок требуется высокая техника и много времени.
IV. Как работает листогибочный станок?
Как работает листогибочный станок: Шаг за шагом
Размещение материалов: положите металлический лист на станину листогибочного пресса против пальцев заднего калибра для правильного выравнивания.
Зажим: заготовка прочно фиксируется между верхним пуансоном и нижним штампом. Правильное усилие зажима крайне важно для предотвращения проскальзывания во время гибки.
СгибаниеПлунжер (несущий верхний пуансон) опускается и оказывает давление на заготовку, вдавливая ее в V-образные отверстия нижней матрицы. Это деформирует металл до требуемого угла изгиба.
УбратьПосле достижения запрограммированного угла изгиба плунжер втягивается и ослабляет давление на заготовку.
Освободите и снимите: отпустите зажимное устройство, и оператор сдвинет заготовку со станины листогибочного пресса.
Сравнение
| Источник питания | Опишите |
| Механические | Благодаря синхронному движению ползуна через масляные цилиндры на двух боковых опорах, ход и тоннаж могут быть остановлены и отрегулированы в процессе гибки. |
| Гидравлический тип | Благодаря синхронному перемещению ползуна через масляные цилиндры на двух боковых опорах, ход и тоннаж могут быть остановлены и отрегулированы в процессе гибки |
| Пневматический | Использование сжатого воздуха для приведения в движение ползуна |
| Тип серводвигателя | Точное управление движением ползунка с помощью серводвигателей |
Чем больше тоннаж, тем больше толщина гибочного материала.
Как только ход механического листогибочного пресса начался, он должен быть завершен. Его можно приостановить, но не повернуть вспять.
Гидравлический листогибочный пресс можно остановить и отрегулировать ход и тоннаж во время гибки.
V. Что такое Листогибочный пресс?
Штампы для листогибочных прессов имеют решающее значение для гибки листового металла. Они состоят из верхнего штампа (пуансона) и нижнего штампа (матрицы). Только правильно подобранные пуансоны и штампы, работающие вместе на металлическом листе, могут создать окончательный профиль.
Во время гибки между штампами и листовым металлом происходит выдавливание и трение, что со временем приводит к износу штампа.
Огромное давление, возникающее при изгибе штампа на металлическую пластину, может вызвать повышение температуры контактной поверхности, что приведет к повреждению штампа.
Оснастка для листогибочных прессов не подходит для работы с металлическими пластинами высокой твердости и толщины, особенно с цилиндрическими заготовками.
Задний калибр листогибочного пресса расположен за станком и используется для позиционирования заготовки. Чем больше валов для заднего калибра, тем выше точность гибки заготовки.
Контроллер листогибочного пресса может управлять движением множества компонентов, включая оснастку, задние датчики и т. д. Система световых завес листогибочного пресса защищает оператора от травм, наносимых станком.
Как Выбор пуансонов и матриц для листогибочных прессов
При выборе штампов для листогибочных машин необходимо учитывать твердость, жаропрочность и износостойкость материала штампа.
Также следует учитывать твердость, толщину, длину и пластичность металлических листов. Для штампов следует выбирать материалы, соответствующие изгибаемому листу.
Как правило, нижний штамп используется в соответствии со стандартом 5 ~ 6T, и его длина больше, чем длина металлической пластины. Если материал более твердый, а толщина больше, следует использовать штампы с более широкими канавками.
При выборе пуансонов необходимо определить угол наклона заготовки в зависимости от формы изделия, чтобы выбрать подходящие пуансоны.
Существует множество видов материалов для пуансоны для листогибочных прессов и штампы. В настоящее время сталь является предпочтительным материалом для изготовления штампов листогибочных машин.
Например, углеродистая инструментальная сталь, низколегированная инструментальная сталь, высокоуглеродистая высокохромистая или среднехромистая инструментальная сталь, среднеуглеродистая легированная сталь, быстрорежущая сталь, матричная сталь, цементированный карбид, цементированный карбид на стальной связке и т.д.
Эти высококачественные стали изготавливаются путем специальной термической обработки. Они обладают высокой твердостью, не подвержены износу и выдерживают большие нагрузки. Однако они не должны превышать предельное давление, которое могут выдержать штампы при гибке.
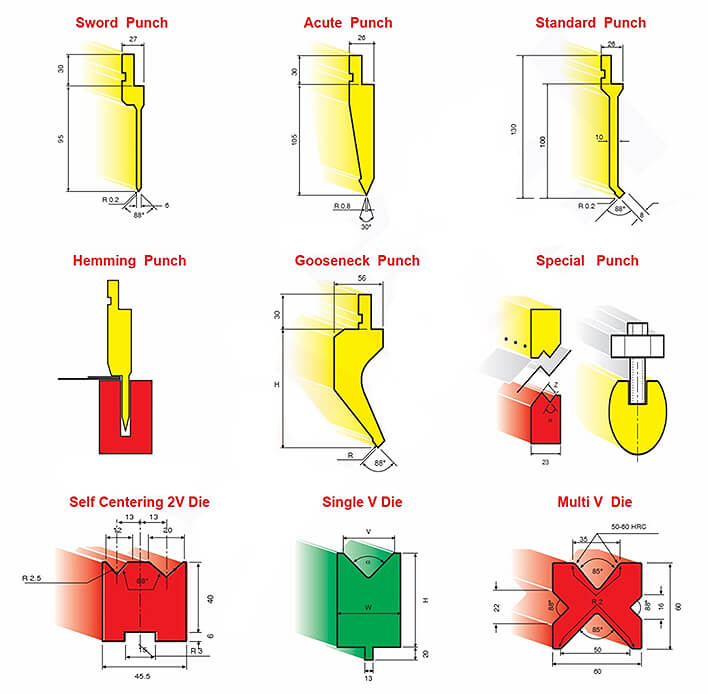
Типы штампов и матриц для листогибочных прессов
Штампы с углом 90 градусов, штампы с острым углом, гибочные штампы, штампы для формовки коробов, штампы для формовки швеллеров, гофрировочные штампы, гибочные штампы, четырехсторонние штампы, штампы с выступом, штампы для подшивки, многогибочные штампы, радиусные штампы, штампы с коромыслом, ротационные гибочные штампы, шовные штампы, штампы для формовки труб и трубопроводов, штампы для U-образных изгибов и V-образные штампы.
VI. Для чего используются листогибочные прессы

Листогибочный пресс используется в основном для гибки и формовки металлических листов. Раньше рабочие могли гнуть металлические листы только вручную.
С непрерывным развитием науки и техники механические листогибочные прессы, гидравлические листогибочные прессы и электрический листогибочный прессНа рынке один за другим появляются новые устройства.
В настоящее время листогибочные прессы широко используются в различных областях обработки и производства для повышения эффективности производства.
Листогибочные прессы в основном используются для обработки и производства металла в аэрокосмической, автомобильной, морской промышленности, сельском хозяйстве, энергетике, военной промышленности, транспорте и других областях.
В автомобильной промышленности листогибочные прессы могут производить кузовные панели, рамы и кронштейны. В аэрокосмической отрасли на листогибочных прессах производятся компоненты самолетов и конструкции фюзеляжей. Они также могут производить формованные металлические оболочки и крышки для электронного оборудования.
VII. Меры безопасности при использовании пресс-тормозов
Пресса оператор тормоза во избежание потенциальных опасностей соблюдайте следующие меры безопасности:
Регулярное обучение: Операторы должны освоить методы использования и различные функции листогибочного пресса.
Средства индивидуальной защиты: операторы должны использовать защитные очки, перчатки, беруши и другие приспособления.
Защитные устройства станка: Станок должен быть оснащен защитным оборудованием, таким как устройства защиты от световых завес и защитные ограждения.
Регулярно осматривайте машину: Убедитесь в том, что листогибочный станок функционирует должным образом, а его компоненты не повреждены.
VIII. Почему она называется Нажмите Тормоз?
В древнеанглийском языке "brecan", "break", "brake" и "breach" являются однокоренными словами. "Break" - это "breken" в среднеанглийском, что означает "разрушать, ломать, разламывать, сгибать".
В то время как слово "тормоз" происходит от слов "breken" и "ломать". Поэтому их значение также очень похоже.
В средние века словом "тормоз" называли инструмент, используемый для колочения и дробления зерна. Позже слово "тормоз" постепенно стало синонимом слова "машина".
Поэтому люди называли машину, используемую для прессования, "листогибочным станком". "Пресс" в средневековом английском языке означает "давить, ударять, бить, колотить". Позже "пресс" стали использовать для обозначения машины, используемой для отжима одежды или сока.
Таким образом, "пресс" означает инструмент, который может прикладывать силу к объекту. "Листогибочный пресс" в современном оборудовании означает машину, которая прикладывает усилие для сгибания металлических пластин.
IX. Заключение
В этом отрывке рассматривается концепция, принцип работы и значение листогибочного пресса. Я надеюсь, что вы сможете получить более полное представление о листогибочном прессе и осознать его жизненно важную роль в современном промышленном производстве.
При знакомстве с миром листогибочных станков очень важно выбрать зрелого и передового поставщика. Моя компания, ADH Machine Tool, является таким надежным партнером.
Мы специализируемся на предложении высококачественных листогибочных прессов, ножниц и станков для лазерной резки. Наша продукция отличается продуманным дизайном и отличными эксплуатационными характеристиками, что позволяет удовлетворить различные потребности в обработке листового металла.
Я сердечно приглашаю вас посетите страницу продукции моей компании чтобы узнать больше о линейке наших листогибочных машин и их технических преимуществах.
Будь то эффективные решения для повышения эффективности производства или улучшения качества продукции с помощью передовых технологий, мы предлагаем вам профессиональную поддержку.



