Листогибочный пресс с ЧПУ - это разновидность листогибочного пресса, управляемого системой ЧПУ.
ЧПУ листогибочный пресс может сгибать листовые металлы в различные профили.
Точность и количество гибов связаны с синхронной системой, гидравлической системой и задним манометром.
На функционирование этих компонентов листогибочного пресса влияет количество осей листогибочного пресса.
В этой статье мы расскажем о функции и принципе работы осей листогибочного пресса.
Что такое оси листогибочного пресса?
Система ЧПУ управляет движением осей листогибочного пресса.
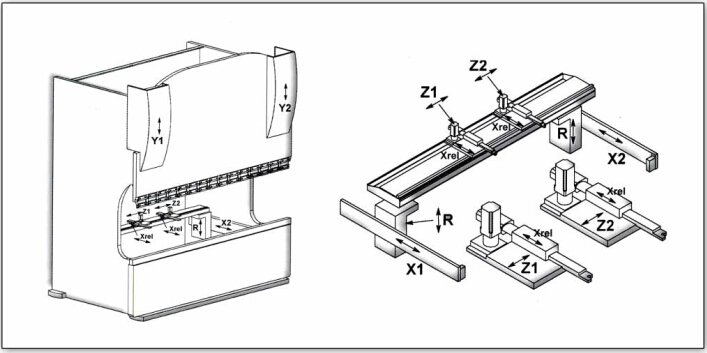
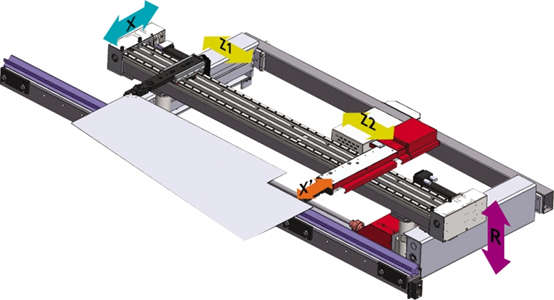
Оси листогибочного пресса называются в зависимости от их положения в пространственных координатах.
Ось листогибочного пресса относится к механическим элементам, которые управляют движением различных частей листогибочного пресса.
Эти движения могут включать движение вверх-вниз, вперед-назад, влево-вправо, даже точную регулировку угла изгиба металлического листа.
Точное перемещение оси обеспечивает точное положение и угол наклона металла в листогибочном прессе, способствуя точной гибке.
Точность, требуемая для заготовки, определяет количество осей, необходимых листогибочному прессу.
Как правило, в Листогибочный пресс с ЧПУ имеет как минимум три группы управляющих осей: Y1/Y2, X и R.
Они используются для управления движением заднего калибра, плунжера и других частей.
Листогибочный пресс с торсионным валом может использоваться для гибки простых заготовок, имеющих как минимум две оси, которые используются для управления осью Y плунжера и осью X заднего калибра.
Простейший листогибочный пресс нуждается только в оси Y для управления движением плунжера вверх-вниз.
Точность и повторяемость движения по оси Y определяют точность угла изгиба.
Система управления использует оси для управления движением различных частей, тем самым контролируя угол изгиба и размер.
Что такое задний калибр на листогибочном прессе?
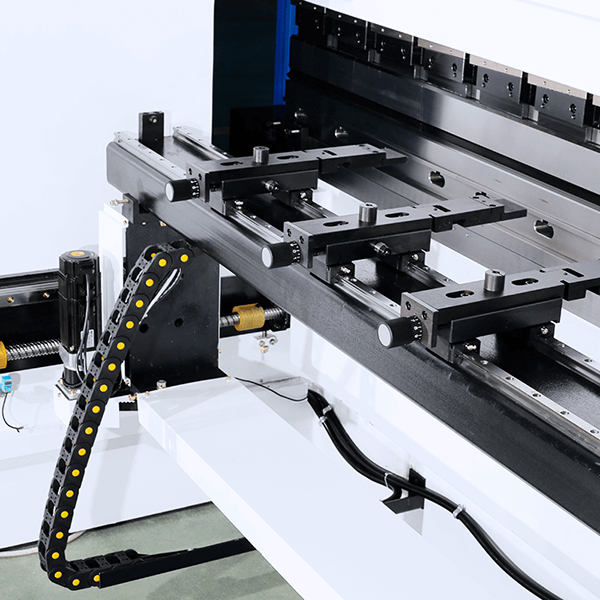
Задний калибр листогибочного пресса - это компонент, который помогает позиционировать и выравнивать металлический лист перед его гибкой. Он располагается на задней части гибочного инструмента и перемещается вдоль оси X.
Обратный калибр состоит из ряда упорных пальцев и блоков, которые могут быть установлены в нужном месте в зависимости от требуемой длины гиба. Эти пальцы могут управляться вручную, электрически или системой ЧПУ.
Задний калибр предназначен для обеспечения целостности и точного положения металлического листа при сгибании.
Он обеспечивает точный угол изгиба, длину и геометрическую форму благодаря контролю глубины и положения между металлическим листом и гибочным инструментом.
Он играет первостепенную роль в повышении эффективности производительности, сокращении времени настройки оборудования и обеспечении повторяемости операций гибки.
Он устраняет необходимость ручных измерений и подозрений, тем самым реализуя последовательный и эффективный процесс гибки.
В современной листогибочной системе задний манометр может быть интегрирован с контроллер листогибочного пресса для автоматического позиционирования и управления. Такая интеграция обеспечивает бесперебойное взаимодействие между задним калибром и осью листогибочного пресса, способствуя точности гибки, а также точной и повторяемой гибке.
Задний калибр управляется системой ЧПУ для точного позиционирования листового металла.
Как правило, задний калибр имеет как минимум одну ось, а более современные системы могут иметь до шести осей.
Отдельный двигатель приводит в движение каждую ось, чтобы скользить вперед-назад в определенном направлении.
Шариковинтовая пара, синхронный ремень и оси вместе осуществляют синхронное движение.
Эти точные повторяющиеся действия обеспечивают точность каждой партии заготовок.
Для позиционирования также можно использовать оптические датчики и программирование ЧПУ на листогибочном прессе.
Взаимосвязь между задним калибром и осью
Задний калибр листогибочного пресса тесно связан с осью листогибочного пресса и взаимно обеспечивает точную и аккуратную операцию гибки.
Ось листогибочного пресса относится к различным подвижным осям внутри листогибочного пресса, таким как ось X, ось Y, ось Z и ось R.
Эти оси управляют позиционированием гибочного инструмента и перемещением металлического листа в процессе гибки.
С другой стороны, положение и высоту заднего калибра можно контролировать путем регулировки оси листогибочного пресса.
Благодаря управлению положением оси Y и оси X, задний калибр может быть выровнен с заготовкой, что позволяет обеспечить точность и последовательность гибки.
В настоящее время задний калибр и листогибочный пресс обычно интегрированы и управляются системой ЧПУ. Такая интеграция позволяет автоматически позиционировать и точно управлять осью листогибочного пресса и задним калибром, обеспечивая эффективный и точный процесс гибки.
Основные группы управляемых осей
Ось Y
Ось Y представляет собой вертикальную ось, по которой перемещается листогибочный пресс в направлении глубины.
Ось Y управляет самой важной частью листогибочного пресса - плунжером.
Плунжер приводит в движение штамп, оказывая давление на металлическую пластину посредством движения вверх и вниз.
На сайте воздушный изгибПри этом движение верхней балки вверх и вниз становится стабильным и равномерным под действием оси Y.
Ось Y можно разделить на ось Y1 и ось Y2, которые находятся соответственно в верхней части двух стоек.
Y1 и Y2 управляют движением вверх и вниз цилиндров с обеих сторон листогибочного пресса.
Движение верхней балки вверх и вниз становится стабильным и равномерным, управляемым осью Y.
Y1 и Y2 - полные замкнутые оси управления левым и правым цилиндрами соответственно.
Y1 и Y2 также могут независимо регулировать уровень верхней балки.
Y1:ось управления левым цилиндром с полным замкнутым контуром
Y2: ось управления правым цилиндром с полным замкнутым контуром
Топоры на задней площадке:
Обратный калибр определяет точность изгиба заготовки.
Чем сложнее заготовка, тем больше осей требуется для заднего калибра.
На заднем калибре будет не более 6 осей, и эти оси будут иметь различные варианты.
Каждая ось имеет отдельный приводной двигатель для обеспечения точности позиционирования.
Ось X
Ось X в основном управляет прямым и обратным движением заднего калибра.
Ось X - очень важная ось в процесс гибки, которая определяет длину фланца заготовки.
Когда металлический лист придвинут к заднему калибру, упорный палец на оси X будет позиционировать металлический лист.
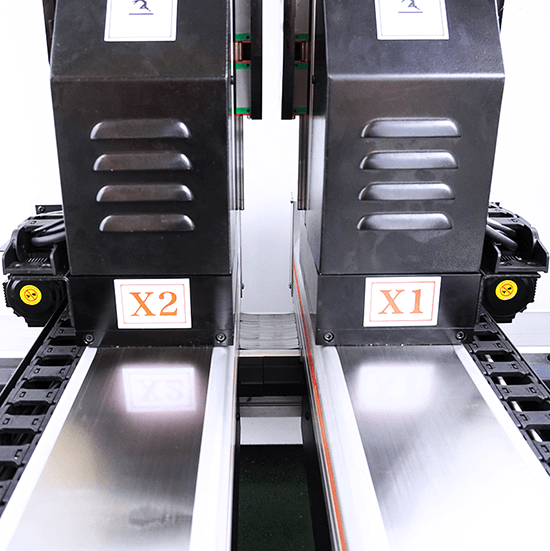
Ширина перемещения оси X на листогибочном прессе фиксирована, но она может быть разделена на оси X1 и X2.
Оси X1 и X2 позволяют упорным пальцам заднего калибра перемещаться вперед и назад независимо с левой и правой стороны.
Ось X управляет движением вперед и назад заднего калибра.
Пока металлический лист входит в задний калибр, упорный палец может точно позиционировать лист.
X1 - ось движения вперед и назад левого пальца стопы, а X2 - ось движения вперед и назад правого пальца стопы.
Оси X1 и X2 могут измерять длину формируемого фланца заготовки.
X1: левый стопорный палец перемещает ось вперед-назад
X2: правый упорный палец для перемещения оси вперед-назад
Ось R
Ось R управляет движением вверх и вниз заднего калибра и стопорного пальца.
Высота оси R может быть автоматически отрегулирована в соответствии с высотой штампов. Ось R делится на R1 и R2.
Две оси могут двигаться вверх и вниз независимо с левой и правой стороны.
В зависимости от сложности детали две оси могут быть расположены на разных расстояниях.
Ось R также может позиционировать согнутый фланец, который перемещается под плоскостью сгиба.
R1: левый стопорный палец вверх и вниз перемещает ось
R2: правый стопорный палец для перемещения оси вверх и вниз
Ось Z
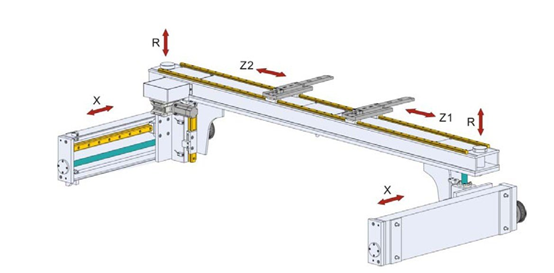
Ось Z управляет перемещением задней калибровки листогибочного пресса влево и вправо.
Ось Z полезна, когда для гибки заготовки требуется несколько этапов и циклов гибки.
Оси Z1 и Z2 могут быть позиционированы независимо друг от друга посредством программирования.
Позиционирование по оси Z может повысить точность и эффективность гибки.
Позиционирование по оси Z обеспечивает равномерную поддержку для более длительной гибки листового металла.
Движение по оси Z определяет горизонтальное положение заднего калибра, чтобы соответствовать требованиям к ширине и горизонтальному положению различных заготовок.
Z1: левый упорный палец левой и правой подвижной оси
Z2: правый упорный палец левой и правой подвижной оси
Другие оси на листогибочном прессе
В современном производстве металлических изделий листогибочный пресс играет ключевую роль. Помимо вышеперечисленных общих осей, существует множество дополнительных осей, которыми оснащены современные листогибочные прессы для повышения управляемости и гибкости. Например, ось V, ось L и ось Delta X.
Ось V имеет особую функцию, которая вводит понятие венчание компенсация.
При сгибании длинного куска металла, центр обычно имеет тенденцию прогибаться из-за давления, вызванного тормозом, что вызывает неидеальный эффект сгибания.
Для его устранения ось V регулирует станину машины и компенсирует прогиб, обеспечивая точную и прямую гибку по всей длине материала.
Ось L управляет горизонтальным перемещением заднего манометра.
Это движение влево и вправо повышает гибкость при работе с более широким металлическим листом или внецентренной гибке.
Это придает большую гибкость работа на листогибочном прессеособенно при работе со сложными аксессуарами и точными операция гибкиs.
Наконец, в Дельта оси X управляет независимым движением пальцев заднего калибра, что позволяет каждому пальцу двигаться независимо и дает огромные преимущества при выполнении сложных операций гибки или асимметричных деталей.
Благодаря независимой регулировке расположения каждого пальца ось Delta X позволяет добиться высокой точности гибки при выполнении сложных и нестандартных производственных задач.
Прежде всего, эти оси обеспечивают более высокую точность и аккуратность в работа на листогибочном прессе.
Понимание их функций и способов оптимизации их использования может значительно повысить эффективность, точность и общую производительность при гибке и изготовлении металла.
С постоянным развитием технологий, многие передовые оси и функции будут введены, чтобы расширить возможности в области производства металла.
Как выбрать многоосевой листогибочный пресс
Количество осей листогибочного пресса определяет сложность и точность заготовки.
Однако чем больше осей, тем выше стоимость приобретения станка.
Если нет сложных требований к гибке, требуется только базовый 3-осевой или 4-осевой листогибочный пресс.
Если необходимо обрабатывать сложные и точные заготовки, то чем больше число осей, тем лучше эффект гибки.
Заключение
Точность гибки листогибочного пресса определяется перемещением его осей.
Листогибочный пресс должен иметь как минимум одну ось Y для управления движением плунжера вверх и вниз.
Ось Y является наиболее важной осью, поскольку она контролирует угол изгиба заготовки.
Наиболее распространенным листогибочным прессом является 3-осевая конфигурация, оснащенная осями Y1/Y2, X и R.
При покупке листогибочного пресса важно выбрать соответствующее количество осей в зависимости от сложности заготовки.
ADH является профессионалом производитель листогибочных прессов. Наши эксперты по продукции помогут вам выбрать наиболее подходящий листогибочный станок в соответствии с вашим бюджетом.




