Что такое производство металлов?
Металлургическое производство включает в себя преобразование металла в детали с помощью ряда машин и инструментов. Процесс включает в себя резку, сгибание и сварку металла.
После того, как детали спроектированы, они обрабатываются на различных станках, таких как станок лазерной резки, листогибочный пресс с ЧПУ, револьверный пресс и сварочный аппарат.
Эти станки подходят для мелкосерийного производства деталей.
В обрабатывающей промышленности методы обработки металлов давлением в основном включают штамповку, валковую штамповку и прессовое торможение.
Целью данной статьи является ознакомление с различиями, преимуществами и недостатками этих процессов формовки металла.
В нем также будут освещены факторы, которые необходимо учитывать при выборе методов формовки металла.
Выбранный процесс производства металла зависит от типа необходимой продукции.
Ниже приводится подробное введение в различные методы производства металла.
Что такое роликовая штамповка?
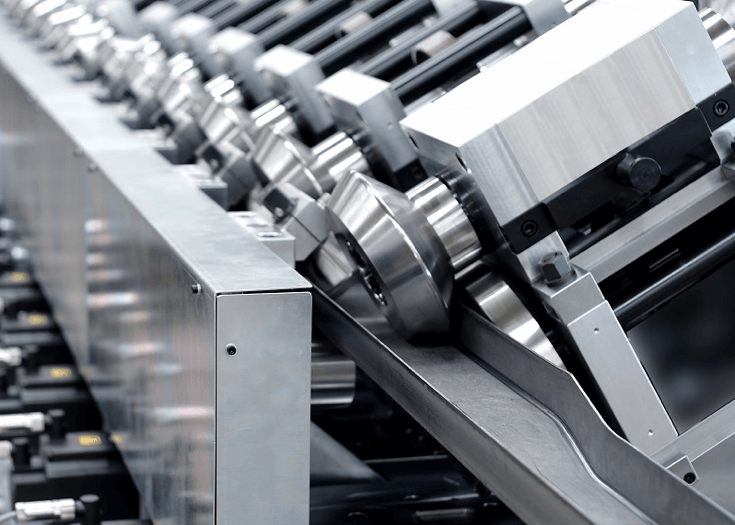
Прокатка - это процесс обработки металла, при котором металлические листы или рулоны сгибаются в продольные и равномерные профили с помощью специализированных инструментов.
Сырьем для валковой формовки служат металлические плоские листы или металлические валки.
В отличие от других процессов формовки металла, вальцевание - это холодный процесс формовки, который не требует высокотемпературного оборудования для нагрева металла.
Радиус изгиба при вальцевой штамповке определяется характеристиками материала металлического листа и может завершать изгиб на 180 градусов.
Этот процесс обеспечивает строгие допуски для сложных профилей и позволяет интегрировать сварку, лазерную резку и другие виды вторичной обработки в производственную линию.
Вальцовочные станки бывают двух типов: вальцовочный станок с одной задачей, который постепенно сгибает каждый конкретный профиль, соединяя профиль со шпинделем, и стандартный вальцовочный станок, который прост в эксплуатации, при этом оператор может легко снять шпиндель.
Кроме этих двух типов, существуют параллельные станки, которые могут быть оснащены различными вальцовочными инструментами.
Преимущества роликовой формовки
Технология рулонной формовки идеально подходит для массового производства и изготовления сложных деталей благодаря своей постепенности процесс гибки, что позволяет получать строгие допуски.
Даже сложные профили, изготовленные методом роликовой прокатки, будут иметь высокую стандартность и точность.
Рулонная формовка подходит для массового производства, так как длина материала не ограничивается машиной.
Прочность материала может быть улучшена после возврата пружины путем свертывания металлических пластин и подачи их в машину.
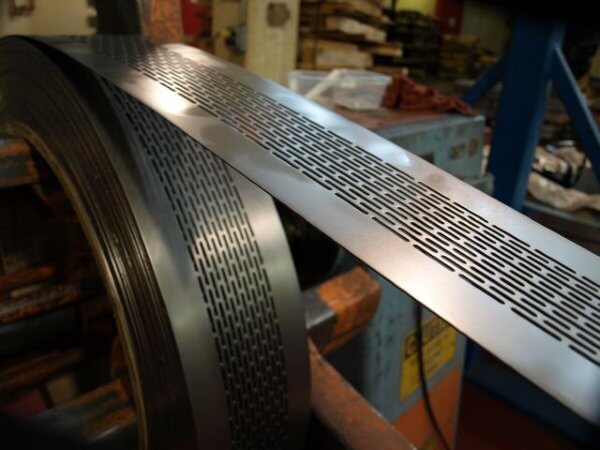
Рулоноформовочные машины могут производить сложные сечения и изгибы со строгими и повторяемыми допусками.
Размеры производимых деталей очень точные, с однородной и глянцевой поверхностью.
Валковая формовка способна обрабатывать высокопрочные металлы без разрушения.
Длина деталей, формируемых методом вальцевания, не ограничена, а стоимость обслуживания вальцовочных станков низкая.
При валковой штамповке образуется меньше отходов и используется меньше материалов для производства более прочных деталей.
Недостатки роликовой формовки
Валковая штамповка больше подходит для массового производства сложных деталей, а стоимость мелкосерийного производства с использованием валковой штамповки может быть высокой.
Оснастка, используемая при валковой формовке, сложная и дорогая, а замена оснастки может увеличить затраты.
Валковая штамповка может привести к расширению отверстия детали наружу, что может быть недостатком в некоторых областях применения.
Что такое штамповка металла?
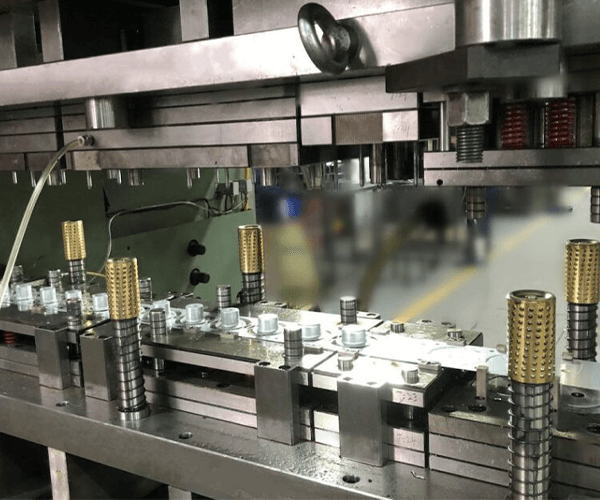
Штамповка металла - это процесс формования металла с помощью крупнотоннажного штамповочного станка.
Процесс включает в себя штамповку, гибку, пробивку, отбортовку и прессование.
Для придания заготовке нужной формы используются специальные инструменты и станки.
Штамповка подходит для массового производства деталей, причем для простых деталей требуется всего один удар, в то время как для сложных деталей может потребоваться несколько ударов.
Преимущества штамповки
Штамповочные операции просты, удобны в использовании и экономически эффективны.
Процесс штамповки происходит быстро, а требования к операторам невысоки.
Недостатки штамповки
Если заготовка, полученная на штамповочном станке, длинная, на ней могут остаться царапины от инструмента.
После штамповки заготовка может получить некоторые повреждения.
Штамповка только деформирует металл посредством инструментов, что может быть недостатком для определенных применений.
Если заготовка требует разной длины, для нее нужны разные штампы, что может увеличить производственные затраты.
Поэтому штамповка больше подходит для мелкосерийного производства.
Что такое прессовое торможение?

Прессование завершает формовку металла путем сгибания металлического листа с помощью верхнего и нижнего штампов.
Процесс торможения давлением - это процесс многократного приведения в движение изгиба пресс-формы через приводную систему.
Верхний штамп пресс-тормоза имеет различные углы, а нижний штамп обычно имеет V-образную и U-образную форму.
Существует множество факторов, влияющих на гибку, таких как прочность материалов на разрыв, точность и прочность оснастки, тоннаж, радиус гибки, ход, расстояние между задними калибрами, скорость и т.д.
Эти факторы будут влиять на упругость листового металла и точность конечного профиля.
Преимущества прессового торможения
Эффективность торможения пресса очень высока, но, как правило, оно может справиться только с небольшими и короткими заготовками.
Эксплуатация и настройка листогибочного пресса более удобны.
Для различных форм и углов гибки достаточно заменить верхние или нижние штампы.
По сравнению с валковой формовкой и штамповкой, прессовое торможение имеет более низкие затраты и более высокую эффективность.
Недостатки прессового торможения
Допуски при прессовом торможении не такие строгие, как при валковой штамповке, поэтому точность конечного профиля может быть недостаточно высокой.
Внешний вид и точность профиля в большей степени зависят от точности и способа изготовления используемого материала.
Прессование подходит для изготовления небольших заготовок малыми партиями.
Длина листогибочного пресса ограничена, и листогибочный пресс не может согнуть металл за пределы своего корпуса.
Кроме того, прессовое торможение требует многократной регулировки и включает больше этапов, чем валковая формовка.
Прессование является лишь первым шагом в производстве деталей и не позволяет создавать изделия со сложными функциями.
Процесс эксплуатации листогибочного пресса также предъявляет повышенные требования к операторам.
В процессе работы используются различные методы гибки, такие как воздушный изгиб, изгиб дна, и чеканка.
Как выбрать подходящий метод производства?
При выборе различных методов производства можно учитывать следующие факторы:
Размер заготовок
Заготовки разных размеров и объемов требуют разных производственных затрат.
Стоимость изготовления небольших заготовок ниже, чем больших.
В процессе изготовления заготовок могут использоваться различные технологии производства.
Ножницы и станки лазерной резки могут использоваться для резки листового металла, который затем может быть обработан на штамповочном станке или согнут на листогибочном прессе.
Типы материалов
Для разных материалов подходят разные производственные процессы.
Пластичность и прочность на разрыв материалов различны, что влияет на подходящий процесс производства.
Прессовое торможение и валковая формовка подходят для материалов с низкой прочностью.
Высокопрочные материалы обладают плохой пластичностью, что затрудняет их гибку и формовку в рулонах.
Использование неподходящих материалов приведет к образованию значительного количества отходов и повреждению оснастки.
Конструкция заготовки
Некоторые виды заготовок, такие как отверстия и тиснение, больше подходят для штамповки.
Режущая кромка при лазерной резке будет более гладкой, в то время как кромка при штамповке будет иметь множество трещин.
Форма и сложность заготовки также влияют на выбор метода формовки металла.
Вальцовка может формировать сложные линейные формы за один проход, в то время как гибка требует нескольких проходов.
Стоимость
В конечном итоге, все варианты направлены на снижение затрат при сохранении качества.
Трудозатраты при автоматизации штамповки ниже, чем при ручной гибке.
Разница в стоимости оснастки между валковой формовкой и листогибочным прессом незначительна.
Валковая штамповка позволяет экономить затраты при массовом производстве крупных заготовок.
Пресс-торможение больше подходит для небольших заготовок и мелкосерийного производства.
Заключение
Прессование, штамповка и валковая штамповка - все это эффективные процессы обработки металла в листовой промышленности, каждый из которых имеет свой набор преимуществ и недостатков.
Штамповочные машины, валковые машины и листогибочные прессы широко используются в производстве листового металла.
ADH является профессиональным производителем листогибочных прессов, машин лазерной резки и ножниц, имеющим многолетний опыт работы в данной отрасли.
Наш ассортимент листогибочных машин включает листогибочные машины с ЧПУ, листогибочные машины с ЧПУ и тандемный пресс тормоза.
Для получения подробной информации о нашей листогибочной продукции, пожалуйста, посетите наш сайт или свяжитесь с нашим отделом продаж.



