The toolings of the press brake are divided into two parts.
The toolings installed on the top of the ram are called punches, and the bottom toolings on the workbench are called dies.
Punches and dies, the two parts work together on the metal plate to complete the bending of the workpiece.
The process by which the punch of the press brake exerts a force on the metal plate on the die is the bending process.
The upper die presses the metal plate through different power sources driving the ram.
The driving sources include mechanical, hydraulic, and servo motors.
Standards of Press Brake Toolings
There are different types of punches and dies, and selecting the correct matching punches and dies for bending is crucial to improve accuracy and efficiency.
Standard-size tooling is more convenient to replace, as the design of tooling parts with standard dimensions is consistent.
This eliminates the need to make too many adjustments when replacing the punches and dies, as these toolings are kept in the same position for easy replacement.
The upper parts of the ram of the press brake require a clamping device for fixing the punches.
Clamping fixes the punches in the required position, allowing them to bend the metal plate with the motion of the ram.
Die segmentation can facilitate the bending process of various-sized workpieces.
Press brake toolings require very high accuracy, particularly the accuracy of punch tips and die shoulders, as these parts will directly contact the sheet metal during bending.
Punches and dies with high precision can reduce adjustments in the installation process.

Types of Punches and Dies
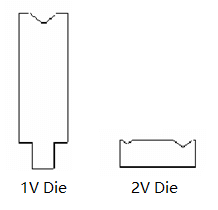
Press brake dies include V-die, U-die, and Z-die, with V-die being the most common.
The minimum flange length should be at least 4 times the material thickness; otherwise, the exact bending angle cannot be obtained.
V-die sets with different opening widths match the corresponding punches, allowing the press brake to bend at different angles and materials.
In this way, the press brake can bend at different angles and with different materials.
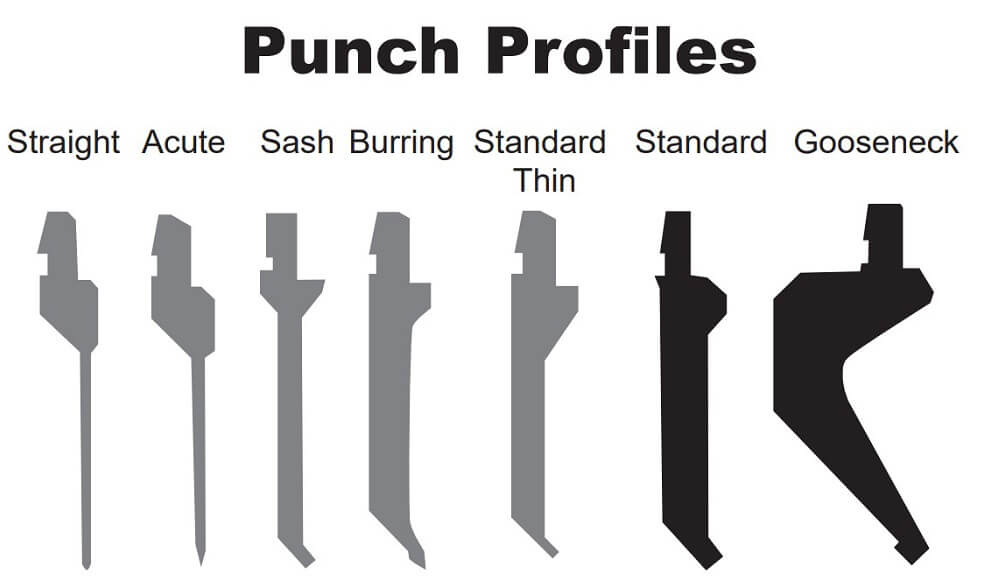
Press brake punches are mainly classified into three types: straight punch, gooseneck punch, and acute punch.
Press brake dies can be divided into single V-die, double V-dies, and Multi-V dies.
Consideration for Tooling Selection
Bending Material
The type of metal you want to bend is an important factor. The thickness of the metal determines the die opening, bending radius, and bending angle.
For example, some steels have greater strength and resistance than others, and this resistance is called the tensile strength (UTS) of the metal.
The tensile strength of metals is different, which requires different strength molds.
In addition, the length of the metal plate determines how many toolings are required.
Another factor is the thickness of the metal.
Tools designed for sheet metal may not be suitable for thicker materials and may cause premature wear or damage to tools and press brakes.
V Opening and Radius of Material
When bending sheet metal, if the thickness and metal type are the same, there is not only one V-die opening size.
The sheet metal must not be lost during bending.
If the internal radius is less than the thickness of the metal plate, the plate will be stretched, leading to workpiece deformation.
A radius greater than the thickness of the sheet will not cause deformation.
When choosing the perfect V-die opening, we should not only avoid radius deformation but also choose a smaller radius.
The rule of 8
There is a rule of thumb applicable to the V-opening of press brake dies, known as the rule of 8.
The rule of 8 is based on 60,000 PSI tensile cold-rolled steel and stipulates that the V-opening die shall be eight times the thickness of the bending material.
The rule of 8 applies to most bending processes.
Within the specified tonnage range, an internal radius approximately equal to the thickness of the material can be produced.
However, this is not a perfect law, because the factor will increase or decrease with the variation of the material thickness.
As a result, the width of some V-die openings is 6 times, 10 times, or even 12 times the thickness of the material.
Thicker plates usually require a V-opening of 10 times the thickness to distribute the force over a larger area and avoid cracks in the plate due to its reduced ductility.
Before determining the press brake dies, first determine the thickest and thinnest metal sheet to be bent, and use the rule of 8 to determine the correct size of the V dies.
Select the smallest V die and double its size to determine the next V die until the maximum mold is reached.
If an exact match cannot be found, the dimensions should be rounded to the nearest available mold.
V opening affects the radius of the bending material.
The V opening of the press brake dies affects the radius of the bending material.
In general, it is ideal for the internal radius of the material to be equal to its thickness.
If the inner radius is less than 1 thickness, it means that the material extracted from the radius disappears.
In plate bending, if the inner radius is less than 1 thickness, a "side bulge" can appear at the bend.
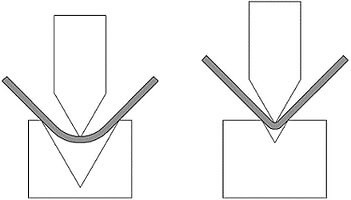
The larger the V-die opening, the larger the radius of the metal plate.
However, the tensile strength of the material will also affect the radius.
On a given V-die opening, the stronger the material, the greater the radius.
On mild steel, the bending radius (R) is usually 1/8 of the V-die opening, resulting in the following formula: R = V/8.
However, this rule will vary for different metal types.
Minimum Length of the Flange or Leg
When selecting V-shaped dies, it's important to pay attention to the flange length or leg required by the workpiece.
During bending, the sheet metal must always be in direct contact with the shoulder of the die.
If the flange length is less than the specified amount, it will fall into the V-shaped opening, leading to inaccurate bending results.
Therefore, the larger the V-shaped opening, the larger the minimum flange or leg required on the metal plate.
The minimum flange formed by a V-die is about 70% of the opening of the standard V-die, while an acute angle die can reach 110% or more of the V-die opening.
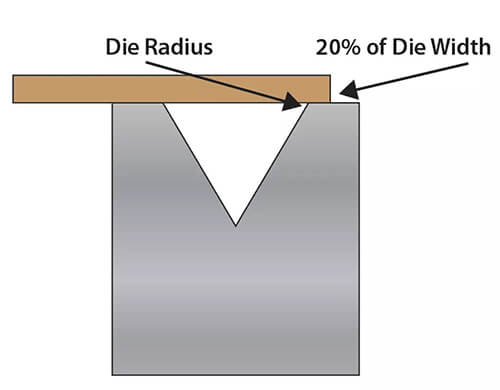
Before determining the minimum flange length, the sheet metal should be placed on the die, so that the material contacts the die shoulder at a point equal to 20% of the V-die opening.
Tooling Materials and Quality
The material of the tooling is an important factor in improving the quality of the workpiece and extending the service life of the tooling.
The material cost of toolings varies depending on factors such as workpiece material and bending accuracy.
Generally speaking, high-quality tool materials include hardened steel, high-speed steel (HSS), and tungsten carbide.
Hardened steel is durable, wear-resistant, and can withstand large weights.
High-speed steel is wear-resistant, has a long service life, and has a higher cost than hardened steel.
And tungsten carbide is the highest in quality and cost.
Proper Maintenance and Storage
The toolings of the press brake need correct maintenance to extend its service life and ensure bending quality.
Regular lubrication, grinding, and monitoring of tooling performance are required according to the instructions for use.
Store toolings in specialized areas, such as tool cabinets with drawers or compartments.
Fix and isolate each punch and dies with foam or plastic.
Also, clean the toolings regularly, wipe them with a soft cloth, and use an anti-rust spray regularly.
Conclusion
The toolings of the press brake affect the shape and quality of the bending workpiece.
Before bending, it is necessary to select the toolings suitable for the material according to the metal sheet.
It is also necessary to determine the shape, angle and opening size of the die according to the bending workpiece.
Correct tooling selection and material use can improve the accuracy of bending workpieces.
They will affect the bending angle, internal radius, minimum flange length, and the appearance of the whole workpiece.
Using the correct tooling can improve bending efficiency, reduce cost, prevent profile deformation, and protect the safety of press brake operators.
ADH is a professional press brake manufacturer, you can check our press brakes here.



