数控折弯机是一种由数控系统控制的折弯机。
数控 折弯机 可以将金属板折弯成各种型材。
弯曲精度和数量与同步系统、液压系统和后挡料有关。
这些折弯机部件的功能受到折弯机轴数的影响。
本文将介绍折弯机轴的功能和工作原理。
什么是折弯机轴?
数控系统控制冲压制动器轴的运动。
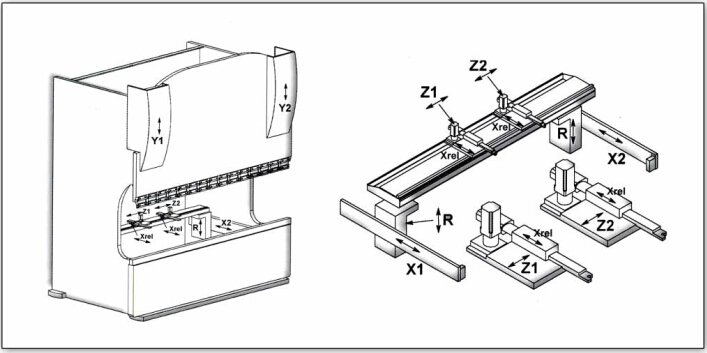
制动器的轴是根据它们在空间坐标中的位置来命名的。
压制轴是指控制压制机不同部件运动的机械元件。
这些运动可能包括上下运动、前后运动、左右运动,甚至包括金属板的弯曲角度的微调。
轴的精确运动保证了金属在折弯机中的准确位置和角度,便于精确折弯操作。
工件的精度要求决定了折弯机所需的轴数。
通常情况下,一个 CNC数控折弯机 至少有三组控制轴。Y1/Y2、X和R轴。
这些都是用来控制后规、柱塞和其他部件的运动。
扭转轴压力机制动器可用于弯曲简单的工件,至少有两个轴,用于控制滑块的Y轴和背规的X轴。
最简单的折弯机只需要一个Y轴来控制滑块的上下运动。
Y轴运动的准确性和可重复性决定了弯曲角度的准确性。
控制系统使用轴来控制不同部件的运动,从而控制弯曲的角度和尺寸。
什么是折弯机后挡料?
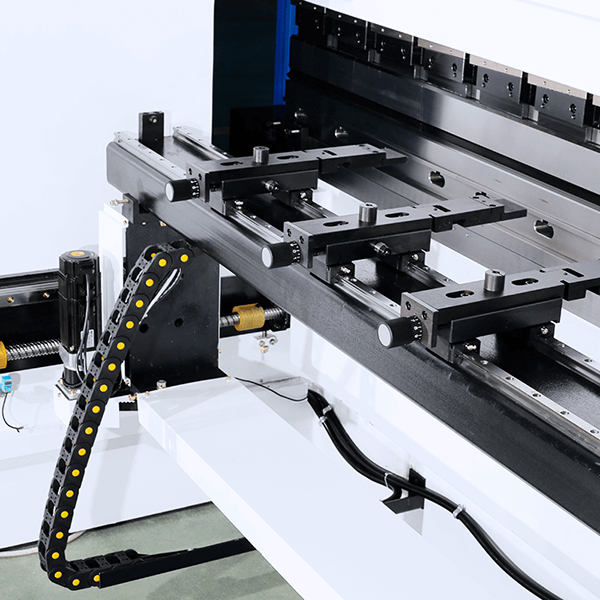
折弯机的背规是一个部件,它帮助金属板在折弯前定位和对齐。它位于折弯工具的后面,沿X轴移动。
背部测量仪由一系列的止动指和块组成,可以根据所需的弯曲长度调整到所需的位置。这些手指可以通过手动、电动或数控系统操作。
背规的目的是确保金属板的一致性和弯曲时的准确位置。
它通过控制金属板和折弯工具之间的深度和位置,实现精确的折弯角度、长度和几何形状。
它在提高生产效率、减少设备设置时间和确保折弯操作的可重复性方面发挥了至关重要的作用。
它消除了人工测量和怀疑的要求,从而实现了一致和高效的弯曲过程。
在现代压力机制动系统中,背规可与压力机制动系统集成在一起。 压力制动控制器 实现自动定位和控制。这种集成使背规和压力折弯机轴之间实现了无缝合作,从而促进了精确的折弯操作以及精确和可重复的折弯。
后挡料由CNC控制系统控制,以准确定位金属板。
通常情况下,背部测量仪至少有一个轴,更先进的系统可以有多达六个轴。
一个单独的电机驱动每个轴在一个特定的方向上来回滑动。
滚珠丝杠、同步带和轴一起实现同步运动。
这些精确的重复性动作确保了每批工件的准确性。
光学传感器和折弯机上的CNC编程也可用于定位。
背规与轴的关系
折弯机的背规与折弯机的轴线密切相关,相互保证了折弯操作的准确性和精确性。
折叠机轴是指折叠机内部不同的运动轴,如X轴、Y轴、Z轴和R轴。
这些轴控制折弯工具的定位和折弯过程中金属板的移动。
另一方面,背规的位置和高度可以通过调整压制轴来控制。
通过控制Y轴和X轴的位置,背规可以与工件对齐,因此可以确保弯曲的准确性和一致性。
现在,背规和折弯机通常由CNC系统集成和控制。这种集成允许自动定位和精确控制折弯机轴和背规,实现高效和精确的折弯过程。
折弯机轴的类型
Y轴
Y轴代表折弯机沿深度方向移动的垂直轴。
Y轴控制折弯机最重要的滑块部分。
滑块驱动模具通过上下运动对金属板施加压力。
在 气弯因此,在 Y 轴的驱动下,顶梁的上下运动变得稳定而均匀。
Y轴可分为Y1轴和Y2轴,分别位于两个立柱的顶部。
Y1和Y2控制折弯机两侧油缸的上下运动。
在Y轴的驱动下,顶梁的上下运动变得稳定而均匀。
Y1和Y2分别是左、右油缸的全闭环控制轴。
Y1和Y2也可以独立调整顶梁的水平。
Y1:左缸全闭环控制轴
Y2:右缸全闭环控制轴
斧头在后面的测量仪上:
后挡料决定了工件的弯曲精度。
工件越复杂,后挡料需要的轴数就越多。
后挡料上最多会有6个轴,这些轴会有不同的变体。
每个轴都有一个独立的驱动电机,以确保定位的准确性。
X轴
X轴主要控制后挡料的正向和反向运动。
X 轴在 弯曲过程决定了工件的凸缘长度。
当金属板被推到后挡料上时,X轴上的挡指将对金属板进行定位。
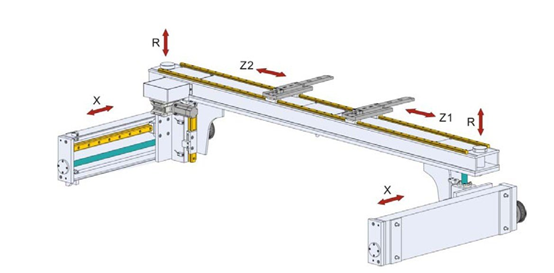
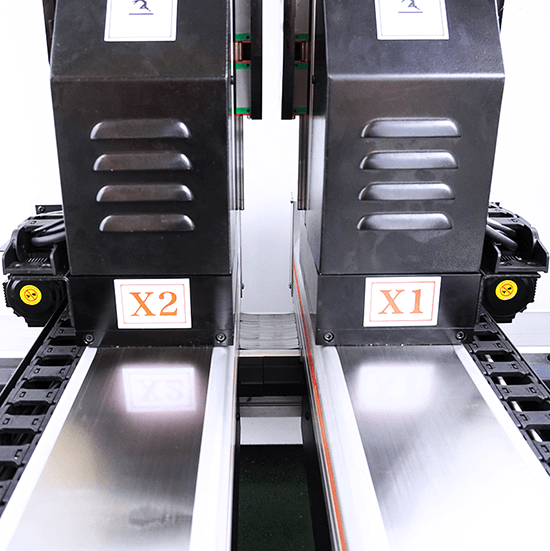
折弯机上X轴的移动宽度是固定的,但它可以分为X1和X2轴。
X1和X2轴使后挡料的挡指能够在左右两侧独立地来回移动。
X轴控制后挡料的向前和向后移动。
只要金属板进入后挡料,挡指就能准确定位。
X1是左挡指的前后移动轴,X2是右挡指的前后移动轴。
X1和X2轴可以测量正在形成的工件凸缘的长度。
X1:左停指来回移动轴
X2:右停指来回移动轴
R轴
R轴控制后规和停指的上下运动。
R轴的高度可以根据模具的高度自动调整。R轴分为R1和R2。
两根轴可以在左右两边独立上下移动。
根据零件的复杂性,两个轴可以在不同的距离上定位。
R轴也可以定位在弯曲平面下移动的弯曲的法兰。
R1:左停指上下移动轴
R2:右停指上下移动轴
Z轴
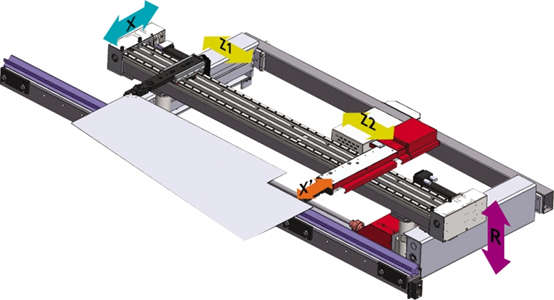
Z轴控制折弯机后挡料的左右移动。
当弯曲一个工件需要多个弯曲步骤和周期时,Z轴很有用。
Z1和Z2轴可以通过编程独立定位。
用Z轴定位可以提高折弯的精度和效率。
Z轴定位为更长的弯曲金属板提供均匀的支持。
Z轴的移动决定了背规的水平位置,以适应不同工件的宽度和水平位置要求。
Z1:左止动指左右移动轴
Z2:右止动指的左、右移动轴
折弯机上的其他轴
在先进的金属制造领域,折弯机起着举足轻重的作用。除了上述常见的轴之外,现代折弯机还配备了许多额外的轴,以增加控制和灵活性。如V轴、L轴和Delta X轴。
V轴 有一个特殊的功能,它引入了"...... "的概念。 加冠 赔偿。
当弯曲长的金属片时,由于刹车造成的压力,中心通常倾向于弯曲,这导致了不完美的弯曲效果。
为了消除它,V轴调整机器的床身,并补偿偏移,以确保整个材料长度的准确和直线弯曲。
L轴 控制背规的水平运动。
这种左右移动增加了处理更宽的金属板或偏心弯曲的灵活性。
它为 压力制动操作特别是在处理复杂的配件和精确 弯曲操作s.
最后,在 Delta X轴 控制背规手指的独立运动,使每个手指都能独立运动,为复杂的折弯操作或不对称的零件提供了巨大的优势。
通过独立调整每个手指的位置,Delta X轴可以在复杂和定制的制造任务中实现高精度的折弯。
最重要的是,这些轴在以下方面具有更高的精度和准确性 压力制动操作.
了解它们的功能以及如何优化它们的用途,可以极大地提高金属弯曲和制造的效率、准确性和整体性能。
随着技术的不断发展,许多先进的轴和功能将被引入,以推动金属加工领域的可能性。
如何选择多轴折弯机
折弯机的轴数决定了工件的复杂性和准确性。
然而,轴数越多,机器采购的成本就越高。
如果没有复杂的弯曲要求,只需要一个基本的3轴或4轴折弯机。
如果需要加工复杂和精密的工件,轴的数量越多,弯曲效果越好。
总结
折弯机的折弯精度是由其轴的运动决定的。
一台折弯机应该至少有一个Y轴来控制滑块的上下运动。
Y轴是最重要的轴,因为它控制工件的弯曲角度。
最常见的压力机制动器是3轴配置,它配备了Y1/Y2、X和R轴。
在购买折弯机时,根据工件的复杂性选择适当的轴数是很重要的。
ADH是一个专业的 压力制动器制造商.我们的产品专家可以帮助您根据预算选择最合适的压力制动器。




