折弯机 弯曲半径,弯曲扣减、 弯曲量和 K 因子是钣金加工中的关键参数。
金属板材加工是一种综合的冷加工工艺,通常在6毫米以下的材料,如钢、铝、铜和其他金属板材。
钣金加工涉及的技术包括剪切、冲压/切割/复合、弯曲、折叠、焊接、铆接、拼接和成型,如制作汽车车身。
钣金加工的决定性特征是同一部件中厚度的一致性。
金属板弯曲涉及改变金属板的角度,如将其弯曲成V形或U形。
金属板折弯通常有两种方法:一种是模具折弯,用于体积小、加工量大的复杂结构;另一种是模具折弯。 压弯用于大型结构或小型产出。
金属板的折弯半径是什么?
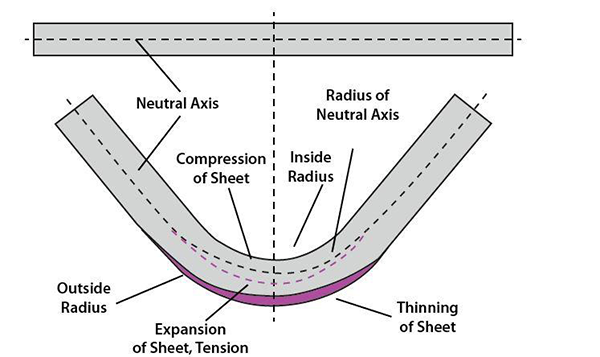
当金属材料被弯曲时,外层被拉伸,内层在其弯曲区域被压缩。
内部弯曲半径越小,对材料的张力和压缩就越明显。
如果外侧弯管上的拉应力超过材料的极限强度,可能会出现裂缝和断裂。
金属材料的抗拉强度和弯曲半径都会影响最终工件的质量。
为确保高质量的弯曲,工件的结构设计应避免使用过小的弯曲半径。
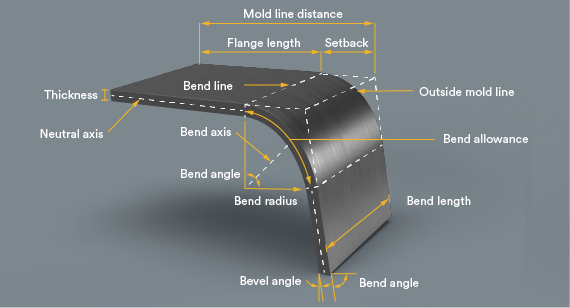
弯曲半径是指在弯曲金属板或棒材时,从弯曲轴到板的表面的距离。
这通常被称为内部弯曲半径。
外部弯曲半径通常等于内部弯曲半径与板材厚度之和。
什么决定了金属板的弯曲半径?
影响弯曲半径的因素有很多,包括材料强度、厚度、下模口宽度和吨位。
在 弯曲过程因此,钢板会承受压应力和拉应力,这也会影响弯曲半径。
中轴线的内侧被压缩,造成板材的抗压性,而中轴线的外侧经历张力,造成板材的抗张力。
移除工件后,残余的压应力和拉应力导致回弹,使弯曲角度变大。
更硬和更厚的材料有更大的回弹,需要过度弯曲以达到比预期小的角度。
在 气弯对于 60 KSI 冷轧钢,内半径约为模口宽度的 16-20%,对于不锈钢,内半径约为 20%。
对于材料厚度小于6毫米,内半径等于材料厚度。
V形模具开口越大,弯曲半径越大。
在同样的V形模具下,材料的抗拉强度越大,内半径就越大。
折弯机折弯半径的计算
8倍法则是确定V形模口的一般准则,表明它应该是材料厚度的8倍。
然而,没有确切的公式来确定金属板的理想弯曲半径,但在某些特定的受力条件下,弯曲半径可以估计为等于板材的厚度。
值得注意的是,材料厚度的变化会影响这一估计的准确性。
V形模具开口的范围可以是材料厚度的6到12倍。
弯曲半径与材料厚度密切相关。对于材料厚度小于6毫米的,弯曲半径等于材料厚度。
对于材料厚度大于6毫米但小于12毫米的情况,弯曲半径通常为材料厚度的1.5倍。
而对于材料厚度大于12毫米的情况,弯曲半径大约是材料厚度的3倍。
重要的是要记住,这些只是粗略的指导方针,有许多因素会影响到弯曲半径,这使得确定一个准确的数字具有挑战性。
当板材厚度与弯曲半径相等时,就能达到最理想的弯曲半径。
用这种半径形成的弯管在角度和尺寸上是一致的,回弹最小。
总结
弯曲半径在金属板弯曲中起着至关重要的作用,正确的内半径可以确保工件的弯曲质量。
不适当的内半径会导致工件变形甚至断裂。本文对钣金弯曲进行了概述。
的使用。 ADH压制器 可以帮助生产更精确的工件。如果你想了解更多关于折弯机的信息,请随时联系我们。
常见问题
什么是金属板的最小弯曲半径?
如果弯曲半径较小,弯曲外侧的应力会更大,张力会更大。
板材在弯曲过程中会出现变形、开裂或断裂。
为了避免这些问题,应注意最小弯曲半径。
由于弯曲方法、模具和材料特性不同,不同的工件可能有不同的最小弯曲半径,很难计算出正确的数值。
然而,为了获得最完美的弯曲工件,内半径的设置应尽可能地接近板厚。
选择具有高延展性的板材,材料的抗拉强度和硬度越大,需要的半径就越大。
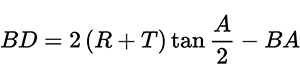
折弯扣除的公式是什么?
弯曲扣除量是指在弯曲过程中发生的拉伸量。
它的计算方法是法兰的总长度与平面总长度之差。