在使用折弯机进行金属板折弯时,会出现各种错误。
弯曲半径不准确、弯曲力不足、模具间隙不当是造成这些错误的一些常见原因。
背规的不正确定位和弯曲计算的错误也会导致工件弯曲不准确。
工件的实际弯曲角度有时可能与计算的角度不同。
这可能是由于折弯机的水平度不当或加冕机构发生故障造成的。
折弯机的平行度
使用折弯机折弯金属板时,可能会出现各种错误,包括折弯半径不准确、折弯力不足、模具间隙不当、背规的定位误差以及折弯计算错误。
如果折弯机不水平或加冠机构不能正常工作,工件的角度也会偏离计算的角度。
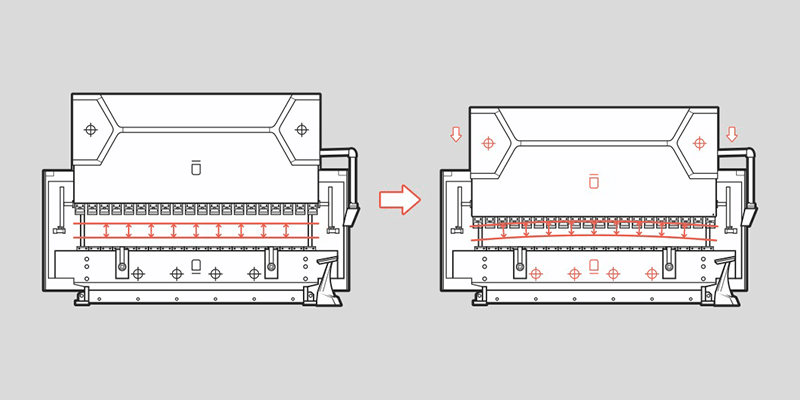
随着时间的推移,折弯机的滑块和工作台面会出现变形,这会导致金属板受力不均,折弯精度下降。
为了应对这种情况,加冕机构必须对滑块和工作台的变形进行补偿。
有两种类型的压制器的加冕机构:液压加冕和机械加冕。
在电液压力机上发现的液压加冕机构,通过使用横梁上和工作台面下的液压缸,分别产生向下和向上的力,来补偿变形。
补偿力可以根据金属板厚度、抗拉强度和模具开口尺寸进行调整,并由数控系统控制。
机械加冕使用三角楔形结构,需要在工作台上方和下方放置两块由几个楔形组成的底板。
底板由碟形弹簧和螺栓连接,用电机使楔子相对于底板移动,形成一条曲线,抵消了原来的凸起。
合适的金属板折弯方法
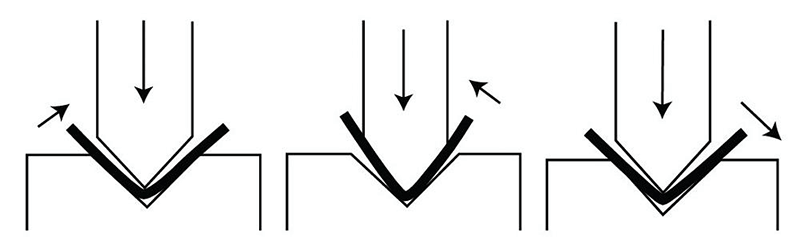
金属板材的弯曲精度也受到所使用的弯曲方法的影响。有三种主要的弯曲方法:空气弯曲,打底,和硬币弯曲。
这些方法是根据端模位置和金属板厚度之间的关系来区分的。
空气弯曲法不要求模具和工件之间完全接触。
这种方法需要相对较低的弯曲力,冲头将金属板压入U型或V型模具,利用模肩上的两个点。
空气弯曲的角度是由冲头和下模的形状和行程决定的,适当的行程深度会使弯曲更加精确。
然而,空气弯曲的角度会由于负载释放后的回弹而改变,回弹根据材料的抗压强度而不同。
为了修改角度,需要施加一些压力来进行调整。
空气弯曲的弯曲角度误差通常为0.5度左右。
在打底方法中,工件被定位在冲头和V形模具的开口处。
V形模具开口的大小是金属板厚度的6到10倍,开口大小根据弯曲角度和材料厚度而变化。
负荷释放后,金属板的回弹较小,从而使精度更高。
最后,在投币法中,冲头将材料完全压入下模。
这种方法需要很高的弯曲力,可以对材料进行永久性的塑形。
硬币化后的回弹很小,使这种方法的弯曲精度很高。
钣金折弯参数
除了选择合适的弯曲方法外,确定工件的弯曲参数也很关键。
在金属弯曲的过程中,金属的内表面经历了压缩,而外表面则被拉伸。
为了确保弯曲的准确性,有必要了解材料的拉伸值,并计算出最小的凸缘公差长度。
涉及的参数包括弯曲半径、K系数、弯曲扣除、弯曲余量、后退等。
如果材料特性不一致,使用空气弯曲时,工件的弯曲角度可能会受到影响。
此外,如果板材厚度保持不变,而模具开口变窄,则弯曲角度会更加明显。
材料特性
如果材料特性不一致,使用空气弯曲时,工件的角度可能会有变化。
此外,如果板材厚度不变,但模具开口变窄,工件的弯曲角度将发生更大的变化。
值得注意的是,即使材料性能可能不一致,但它们仍可能落在轧机的厚度和强度公差范围内。
这是因为许多材料的抗拉强度都在一定的公差范围内。
另一个需要考虑的因素是板材的外表面,因为不同的自然纹理方向需要不同的弯曲压力。
关键是要记住,这些数值可能不是最精确的,所以在弯曲过程中可能需要对角度和长度进行调整。
折弯机 平衡操作

为了实现平滑和精确的板材弯曲,有必要对折弯机进行平衡。
要做到这一点,折弯机的中间框架应支持在一个坚固的轴承表面上,并在一端夹紧,同时在另一端得到支持。
在操作过程中,应使折弯机的下部两个支撑爪均匀地接触到工件的支撑面,然后锁定到位。
然后应拧紧上盖,并调整上支撑爪的位置,直到正确固定。
重要的是,要确保中间框架的所有支撑爪在整个过程中均匀地应用。
为避免工件表面的磨损,应在每个支撑爪和中间框架的支撑面之间放置一层纯铜板或细砂布。
通过遵循这些步骤,可以使折弯机得到平衡并顺利运行。
总结
本文介绍了提高工件折弯精度的各种方法。
这些方法包括弯曲方法的选择,机器的水平和补偿机制,弯曲材料的选择,以及弯曲参数的精度。
ADH是一家金属板材加工机械制造商,通过其冲压制动器为客户提供高效、准确的折弯。
我们的产品性能高,价格有竞争力,并有卓越的售后服务。
要了解更多关于我们的折弯机的信息,你可以浏览我们的产品页面或与我们的产品专家取得联系。
常见问题
钣金弯曲可能出现的问题有哪些?
金属成型的成功取决于几个因素,如工件的正确定位、匹配的模具、适当的模具间隙和弯曲半径。
如果参数计算不准确,模具间隙不合适,或者工件定位不正确,可能会影响到工件质量。
如果不适当考虑这些因素,可能会出现诸如弯曲处的裂缝、不平整的边缘、不正确的弯曲尺寸和凸出的表面等问题。



