什么是折弯扣除法?
弯曲扣减是一个关键的方面 折弯机 弯曲。
图形设计图中所描述的工件尺寸,与弯曲状态下的尺寸不同。
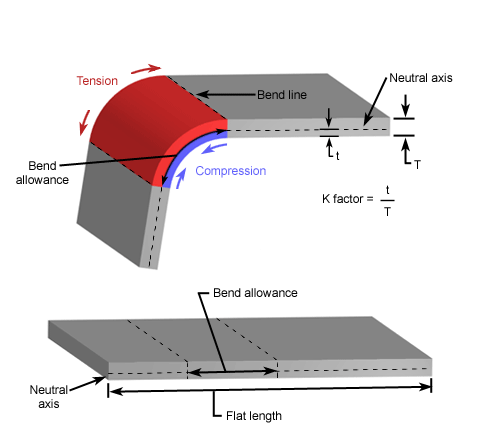
在 压弯 在此过程中,张力拉伸外层材料,使其拉长,同时压缩内层材料。
中轴线不受压力或张力的影响,因此,其长度保持不变。
由于这些变化,弯曲后的工件尺寸与平面图案的尺寸不同。
为了校正弯曲点和法兰盘长度,有必要计算弯曲扣除量,这代表弯曲后要从工件尺寸中减去的数量。
更简单地说,弯曲减量(BD)是指在弯曲过程中施加的张力被释放后,板材被拉伸的程度。"
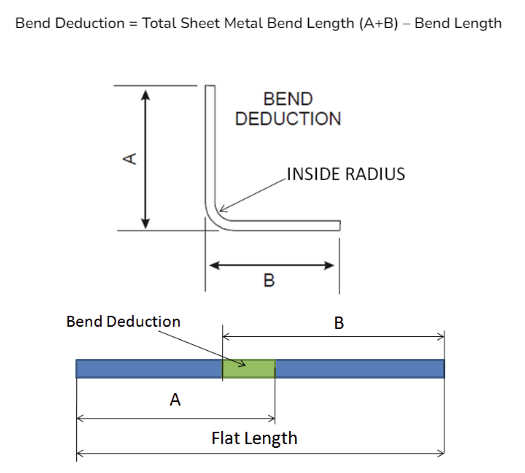
因此,折弯扣除等于法兰总长度和平面总长度之差。
如何计算折弯扣除?
计算弯曲推力所需的参数是材料厚度、弯曲角度、内部半径和K系数。
K系数是中性线和材料边缘之间的距离与材料厚度的比率,由材料厚度和弯曲方法决定。
K因子的公式是:。
K = t/T
其中t是中性线到材料边缘的距离,T是材料厚度。
K因子的范围一般在0.3和0.5之间。
我们已经介绍过了折弯余量的计算公式。

如果我们知道了折弯余量(BA)和外侧后退(OSSB),我们就可以快速计算出折弯扣除。
BD=2 - OSSB - BA
外侧后退的计算公式为:。
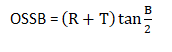
当我们知道了这些参数后,就可以使用折弯扣除的计算公式。

其中K代表K系数,R和IR都代表内半径,T代表材料厚度,B代表弯曲角度,MT也代表板厚度。
总结
弯曲扣除量的计算在金属板弯曲的准备中至关重要。准确的计算结果对于生产精确的弯曲工件是必要的。
我们是一家专业的钣金加工机械制造商,拥有丰富的行业经验和尖端技术。
关于折弯和我们产品的更多信息,请随时与我们联系,或访问我们的网站了解折弯机信息。



