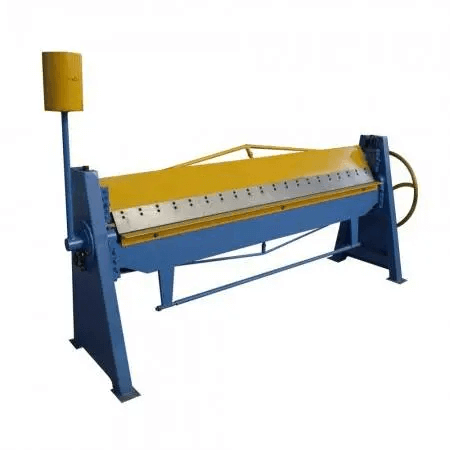
什么是折弯机?
折弯机 是一种用于金属弯曲和成型的机器。
它通过不同的驱动源驱动冲头和模具,反复弯曲金属板并形成型材。
不同厚度和长度的材料需要不同的弯曲力。
弯曲力,以吨位衡量,是由折弯机施加的力。不同类型的折弯机以不同方式产生吨位。
液压折弯机适用于大吨位的折弯,而驱动源一般分为机械、液压、电动和气动类型。
压式制动器的名称由驱动方式决定。
例如,气动折弯机通过空气压力驱动滑块,而伺服电动折弯机则利用伺服电机驱动滑块。
伺服电动折弯机提供非常高的精度和速度。
折弯机是如何工作的?
现代压制器主要可分为机械式和液压式压制器。
目前,折弯机已经发展成为先进的数控液压折弯机,可以处理各种复杂和大规模的工件成型任务。
机械式折弯机 通过电机驱动飞轮。
操作员操作离合器来控制飞轮,曲柄驱动其他部件的运动。
机械式折弯机的操作相对简单,可以处理大吨位的折弯。
液压折弯机 是由液压缸的同步运动驱动的。
在立柱的两侧各有一个液压缸,液压缸通过活塞杆与柱塞相连。
液压缸的运动带动滑块上下移动。
液压制动器的运动模式分为向上移动和向下移动。
后挡料通过不同轴的运动准确定位工件。液压折弯机具有高速和高精度的优点。
然而,弯曲的吨位是有限的,这是一个缺点。

数控系统 折弯机 是一个配备了数控系统的液压折弯机,以模块化编程功能和高精度控制每个零件的运动。
操作员可以通过控制系统设置参数。例如,弯曲角度、板材厚度、法兰长度、周期时间、应力等。
此外 CNC数控折弯机 还配备了一个自动送料系统,通过滑块和背规的运动精确控制工件的位置。
电机驱动后挡料和滚珠丝杠的轴同步运动。后挡料可以准确地测量正在形成的法兰的长度。
通过控制系统调整滑块的运动来调整弯曲角度。基本上有三个 弯曲的方法:空气弯曲、底部弯曲和压印弯曲。
弯曲方式的选择与板的厚度有很大关系。
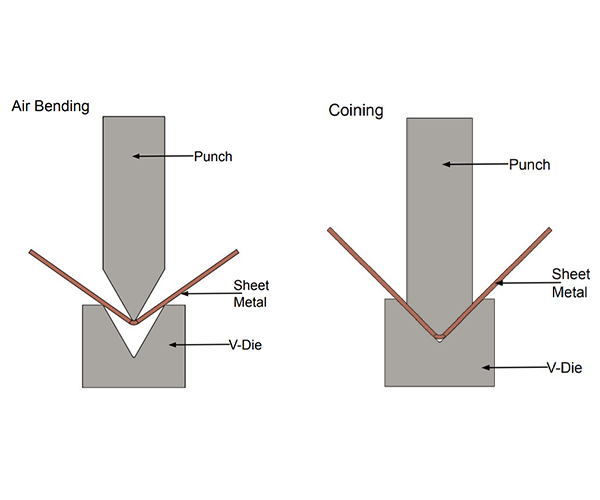
空气弯曲是最常用的弯曲方法,工件不与底模完全接触。它可以用相对较小的吨位进行。
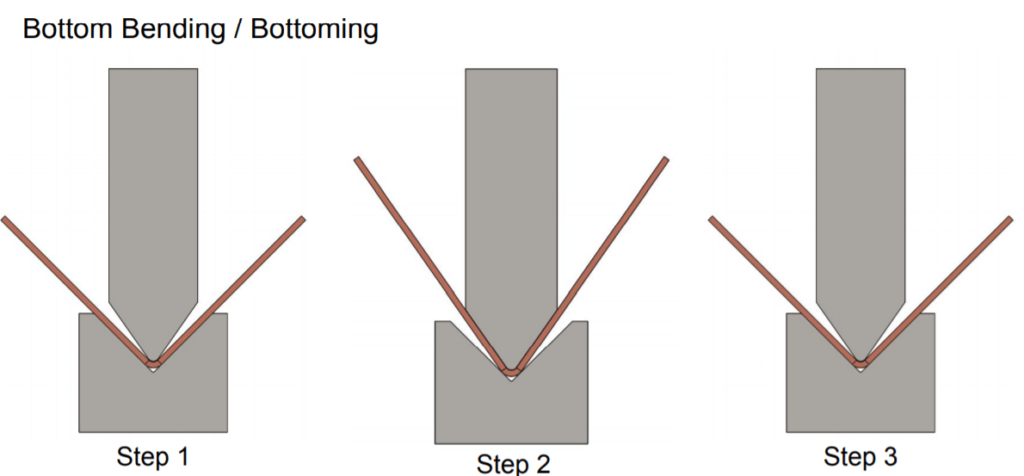
根据需要,也可以使用底部弯曲和硬币的方法。
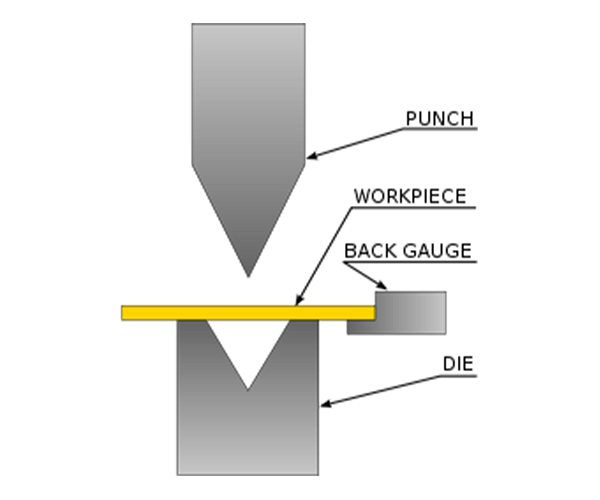
在弯曲过程中,液压缸驱动滑块运动,而滑块又驱动上模对工作台上的下模施加压力。
中间的金属板通过模具的挤压形成特定的角度,经过反复弯曲,得到最终的型材。
金属板的角度和形状由冲头和模具的形状以及滑块的运动决定。
数控折弯机提供灵活的数字控制和编程功能,使其便于操作。
如何设置折弯机?
首先,了解弯曲工件的图纸是至关重要的。
确定工件的材料、长度和厚度,以及工件的弯曲角度、弯曲半径、法兰盘尺寸和公差。
第二,选择适当的弯曲方法和模具。
根据弯曲半径和金属厚度之间的关系,选择适当的弯曲方法,如空气弯曲、底部弯曲或硬币弯曲。
选择与弯曲工件的材料相匹配的冲头和模具。
第三,根据吨位表确定吨位。
请参考制造商提供的相应吨位估算。
如果是空气弯曲,你可以参考吨位表来确定吨位。
底部弯曲的吨位是空气弯曲的四到六倍,而硬币的吨位是空气弯曲吨位的八到十倍。

安装和调整工装,包括检查上下模的厚度和比例,调整滑块的行程,调整工装的上限点以预留滑块的停留位置,设置上下模之间的适当间隙。

执行折弯机的程序,熟悉CNC控制器的功能,离线编程,使用废板进行折弯试验。
如果弯曲的工件有问题,检查并纠正程序,并相应地操作折弯机。这些步骤可以节约成本,提高效率。
总结
有许多种类的折弯机,如机械折弯机、数控折弯机、液压折弯机等。
无论折弯机的技术有多先进,其基本工作原理是相似的。
现代数控折弯机比以前的折弯机技术更先进,折弯精度和效率都有很大提高。
ADH生产各种数控折弯机、数控折弯机和大型折弯机。您可以 咨询我们的产品专家 以了解更多关于我们的折弯机或其他机器的信息。



