压力机制动器通过向冲头和模具施加力来加工金属板。
折弯机吨位是指使用折弯机折弯金属板所需的最大折弯力或折弯能力。
当选择一个 折弯机,最重要的是根据弯曲力和总弯曲长度来确定折弯机的尺寸。
折弯机的吨位决定了它能在金属板上施加的最大力量,以实现精确的折弯角度。
此外,实际工作吨位不能超过折弯机的工作能力和模具的最大承载能力。
选择适当的吨位可以避免常见的问题,如工具损坏,弯曲不准确,以及完成所需弯曲的力量不足。
实际吨位受许多因素影响,如弯曲半径、弯曲方式、材料厚度、材料抗拉强度、模具比例、材料与模具之间的摩擦、钢材的轧制方向、加工硬化等。
一般来说,弯曲的金属板越厚、越硬,工作吨位就越高。相反,金属板越薄,所需的吨位就越低。

了解压力机制动器
折弯机是一种金属加工机器,用于将金属片弯曲并塑造成特定的形状,利用力和工具来达到预期的效果。
折弯机对材料施加的力是以吨位来衡量的,这对确保准确和一致的折弯起着关键作用。
吨位可以定义为折弯机形成金属板所能施加的最大力,通常以吨/英尺或千牛/米表示。
每台折弯机对其能产生的最大力有不同的阈值或额定值,为每项应用选择适当的吨位以避免对机器、工具或材料的损坏是至关重要的。
计算折弯机的吨位主要是根据金属板厚度、折弯长度和V形开口宽度等因素。
折弯机吨位计算器可用于确定一项具体任务所需的力。
了解用于衡量吨位能力的各种计量单位是至关重要的,因为计算方法可能有所不同。
吨位计算的例子公式是基于AISI 1035冷轧钢,抗拉强度为60000 PSI。
除了吨位之外,其他因素,如模具角度、K系数和工具兼容性也在实现精确和平滑的弯曲方面发挥着重要作用。
在设置和操作折弯机时,有必要考虑这些因素,以确保一致的结果和保持折弯过程的效率。
测量折弯机的吨位有多种方法,了解测量吨位能力的最常用测量单位是关键的第一步。
折弯机的吨位可以根据包括材料厚度、折弯长度和V型模口宽度等因素的公式来计算。
这个公式可以和吨位表或计算器一起使用,这有助于估计实现弯曲所需的弯曲力。
选择适当的压制吨位,以防止工具损坏或过度用力,从而损坏工作台或滑块。
下沉吨位限制是指将冲头嵌入折弯机底座或滑块所需的时间,同时考虑到通过工具的 "动力流 "和每英尺或每英寸的最大吨位载荷。
影响折弯机吨位的因素
弯曲方法
不同的金属折弯方法需要不同的吨位。
例如,在空气弯曲中,可以通过改变模具开口宽度来增加或减少吨位。
弯曲半径会影响模具的开口宽度。在这种情况下,必须在公式中加入一个方法系数。
当使用底部弯曲和投币方法时,所需吨位高于空气弯曲的吨位。
如果计算底部弯曲的吨位,每英寸空气弯曲的吨位需要乘以至少5倍。
如果使用硬币,可能需要的吨位甚至比底部弯曲更多。
模具宽度
我们已经知道,在空气弯曲中,所需吨位随着模具开口尺寸的增加而减少,随着开口尺寸的减少而增加。
这是因为模具开口的宽度决定了内部弯曲半径,而较小的模具半径需要更多的吨位。
在空气弯曲中,模具比率通常为8:1,即模具的开口距离是材料厚度的8倍。
在这一点上,材料厚度等于内部弯曲半径。
摩擦和速度
在空气弯曲中,冲头需要穿过底模的开口来弯曲金属板。
如果金属板的表面没有润滑,模具和金属板之间的摩擦会增加,需要更多的吨位来弯曲金属板,并减少材料的回弹。
相反,如果金属板表面光滑且有润滑,那么模具和金属板之间的摩擦力就会减少,从而使弯曲金属板所需的吨位降低。
然而,这将增加金属板的回弹。
所需吨位也受弯曲速度的影响。随着弯曲速度的增加,所需吨位减少。
提高速度也可以减少模具和金属板之间的摩擦,但这也会增加金属板的回弹。
材料厚度、抗拉强度和弯曲长度
吨位是指折弯机施加在金属板上的力。
因此,弯曲力的范围由被弯曲的金属板的厚度和抗拉强度决定。
一个因素是弯曲材料的类型。
不同的材料有不同的抗拉强度,这直接影响到弯曲它们所需的力的大小。
例如,不锈钢通常比低碳钢或铝需要更多的吨位。
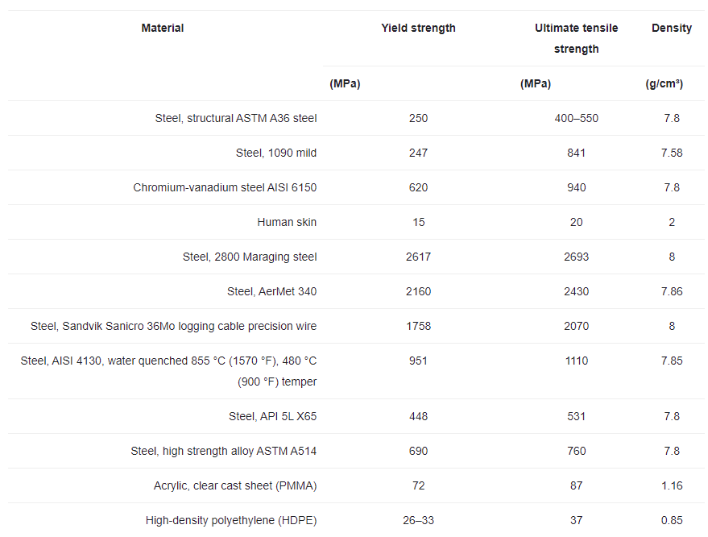
拉伸强度是指材料在稳定负荷下所能承受的最大应力。
如果施加并保持这种应力,材料最终会断裂。
一些材料的典型抗拉强度
另一个重要因素是金属板的厚度。材料的厚度越大,所需的吨位就越大,反之亦然。
折弯机工作台的折弯长度是金属板可以折弯的最大长度。
折弯机的折弯长度应略长于要折弯的材料。
如果工作台的长度不正确,模具或其他部件可能被损坏。
弯曲载荷计算器可以根据材料的厚度和其他因素,如弯曲长度和V形开口宽度,帮助确定所需吨位。
工具因素
冲床冲头也是一个需要考虑的因素。这些冲头也有负荷限制。
直角V型冲头可以承受大吨位的负荷。
由于锐角模具的角度较小,制造材料较少,如鹅颈模具,它们不倾向于承受重物。
当使用不同的模具时,不能超过它们的最大弯曲力。
此外,模具半径和弯曲半径也影响吨位要求。
较大的模具半径可能会导致所需的弯曲力增加。
同样,较大的弯曲半径可能会导致更高的吨位要求。
模具开口的宽度和材料的厚度之间的比例是另一个需要考虑的因素。
对于较薄的材料,建议使用较低的模具比例(如6比1)。
较厚的材料可能需要较高的模具比率(如10比1或12比1),以减少弯曲力并将应用保持在弯曲机的能力范围内。
如何确定折弯机的吨位?
折弯机吨位可以通过折弯机吨位表来确定。
折弯机吨位表
| V | B | R | S | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.6 | 0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | 8 | 10 | 12 | 14 | |||
| 4 | 3 | 1 | 41 | 59 | ||||||||||||||||
| 6 | 4 | 1 | 27 | 39 | 69 | 108 | ||||||||||||||
| 8 | 6 | 1 | 29 | 52 | 81 | 117 | ||||||||||||||
| 10 | 7 | 2 | 23 | 42 | 65 | 94 | 146 | |||||||||||||
| 12 | 8 | 2 | 35 | 54 | 78 | 122 | 217 | |||||||||||||
| 14 | 10 | 2 | 46 | 67 | 104 | 186 | 290 | |||||||||||||
| 16 | 11 | 3 | 59 | 91 | 163 | 254 | ||||||||||||||
| 18 | 13 | 3 | 81 | 144 | 226 | 325 | ||||||||||||||
| 20 | 14 | 3 | 130 | 203 | 293 | 398 | ||||||||||||||
| 24 | 17 | 4 | 108 | 169 | 244 | 332 | 433 | |||||||||||||
| 28 | 20 | 5 | 145 | 209 | 284 | 371 | 470 | |||||||||||||
| 32 | 23 | 5 | 127 | 183 | 249 | 325 | 411 | 508 | ||||||||||||
| 36 | 25 | 6 | 163 | 221 | 289 | 366 | 451 | |||||||||||||
| 40 | 28 | 7 | 199 | 260 | 329 | 406 | 585 | |||||||||||||
| 45 | 32 | 8 | 177 | 231 | 293 | 361 | 520 | |||||||||||||
| 50 | 35 | 8 | 208 | 263 | 325 | 468 | 832 | |||||||||||||
| 55 | 39 | 9 | 239 | 295 | 425 | 756 | ||||||||||||||
| 60 | 42 | 10 | 271 | 390 | 693 | 1083 | ||||||||||||||
| 65 | 46 | 11 | 250 | 360 | 640 | 1000 | ||||||||||||||
| 70 | 49 | 12 | 334 | 594 | 929 | |||||||||||||||
| 80 | 57 | 13 | 293 | 520 | 813 | 1170 | ||||||||||||||
| 90 | 64 | 15 | 462 | 722 | 1040 | 1416 | ||||||||||||||
| 100 | 71 | 17 | 416 | 650 | 936 | 1274 | ||||||||||||||
| 120 | 85 | 20 | 542 | 780 | 1062 |
请注意。
- 表中折弯机吨位的单位是KN
- 上述数据是基于弯曲1米的金属板,抗拉强度为450N/mm²。
本表中的吨位是基于材料的抗拉强度σb=450N/mm2。
表中的数值是金属板的长度为1米时的弯曲力。
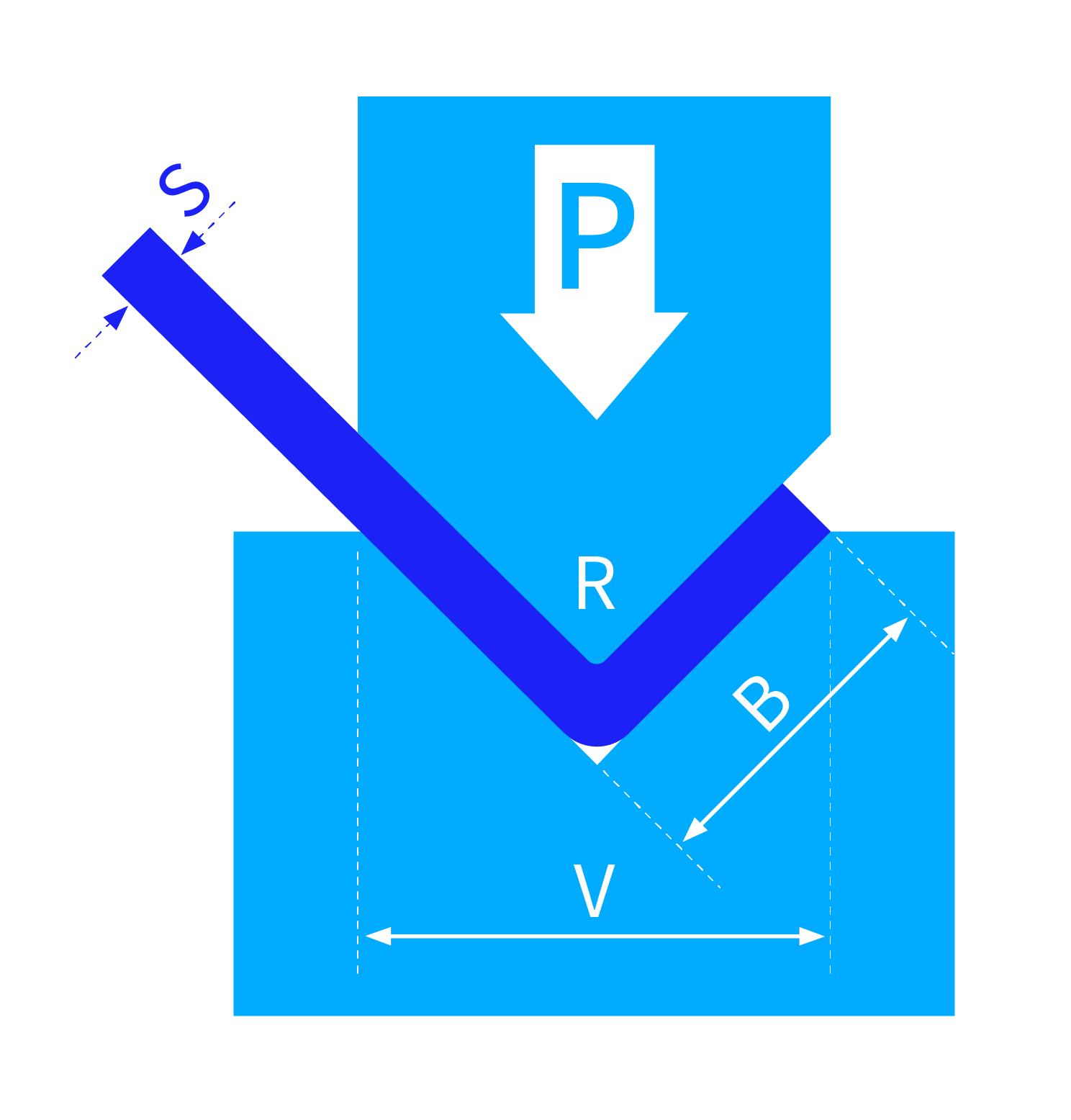
其中:
- P=弯曲力
- S=金属板的厚度
- V=底部模具V形开口
- B=最小弯曲法兰 R=内侧半径
例如,如果S=5mm,V=40(V型模口的宽度是板材厚度的8-10倍),我们可以看到图表中的数值是400。
从图表中,我们可以发现,弯曲一个5毫米厚、1米长的金属板,折弯机的吨位是400KN。
折弯机的吨位也可以通过吨位计算公式来计算。
P=650S²L/V (σb=450N/mm²)
其中:
- P: 弯曲力(Kn)
- S:板的厚度(毫米)
- L: 钢板的宽度(毫米)
- V: 底模的V形开口(mm)
这个公式的计算结果大约等于吨位表中的数值。
当弯曲材料不同时,使用下表中的系数来乘以计算结果。
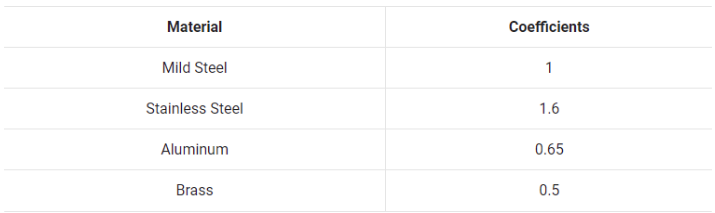
你可以使用下面的吨位计算器来直接获得结果。
无论你选择哪种方法来确定吨位,确保不超过机器和模具的吨位范围。
使用错误的吨位会损坏模具或工作部件。
在最坏的情况下,它可能导致机器变形,甚至危及折弯操作员的安全。
选择正确的折弯机
在选择折弯机时,必须考虑需要折弯的材料类型,以及其规格、长度和加工方法。
这些因素将影响你的具体项目所需的吨位和尺寸。
确定折弯机的正确吨位至关重要,因为它影响到机器的整体性能和折弯能力。
要计算适当的吨位,可以使用折弯机吨位计算器,它考虑到金属板的厚度、折弯长度和建议的V型模口宽度。
选择折弯机的另一个重要因素是工件的长度。所需的长度将决定你需要的机器的尺寸。
工件的长度不应超过机器的最大长度,以确保有效和准确的折弯过程。
最后,有必要考虑与边框之间的距离有关的机器吨位限制。
超过中心线负荷极限可能导致机器损坏或性能受损。
总结
简而言之,折弯机的吨位是指折弯机在金属折弯过程中的最大折弯力或折弯能力。
在每次弯曲之前,确定折弯机吨位和负载限制是非常重要的。
压力机制动器在过大的负荷下会导致弯曲不准确,损坏机器,甚至会危及操作者的安全。
例如,由于滑块和工作台面的弯曲和变形,工件可能会弹起来。
因此,在弯曲之前,你需要检查或计算吨位和负载限制。
了解测量折弯机吨位能力的各种方法至关重要,因为这有助于操作员做出明智的决定,并避免可能损坏机器的干扰情况。
有一些可用的工具,如折弯机吨位计算器,可以帮助用户确定特定任务的适当折弯力。
正确选择和使用折弯机工具,以及对额定吨位和计算的透彻理解,有助于实现平稳和高效的折弯过程。



