导致折弯机折弯精度失效的错误可能来自各种因素,包括机器的机械问题,以及折弯工具、材料厚度和人为操作错误等外部因素。
在这篇文章中,我们将研究影响弯曲精度的各种因素,并为遇到的一些常见情况提供解决方案。
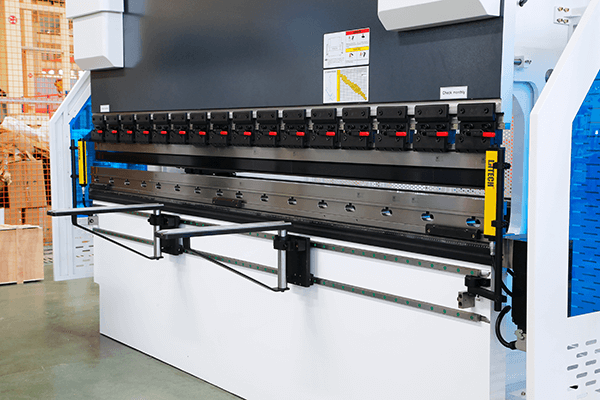
机器因素
有几个因素会影响折弯机的折弯精度。这些因素包括
- 滑块的夹持口在Y和X方向的直线度。
- 重新定位精度和左右滑块的任意定位精度。
- 之间的间隙的合理性。 折弯机 滑块和框架的线性导轨。
- 框架的垂直度和倾斜度。
- 油缸和滑块之间的连接。
- 框架和滑块的强度和准确性。
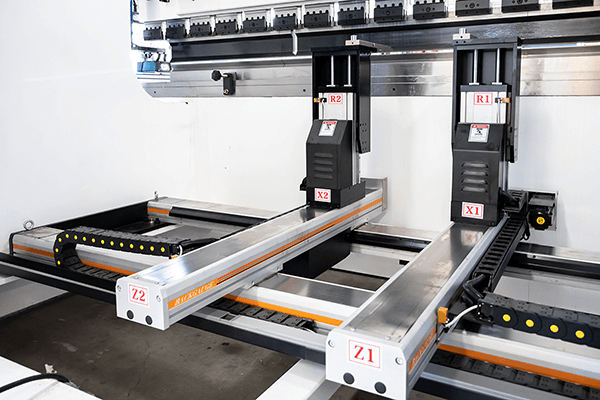
- 背规系统在X和R方向的重新定位精度。
- 适当调整计算机系统。
- 调整液压系统。
- 液压系统和计算机调整之间的匹配。
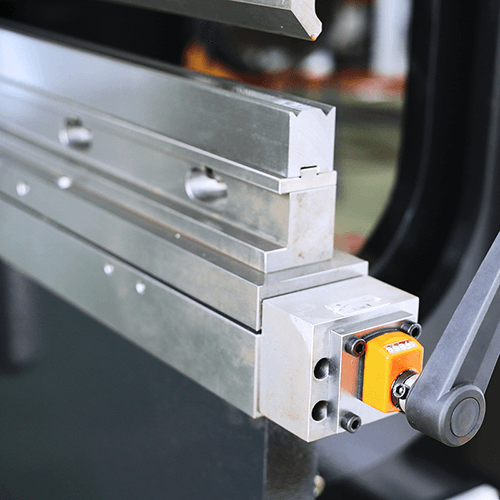
工具因素
上模和下模的精度是至关重要的。
模具的变形、损坏、磨损和其他问题会影响金属弯曲的所有方面。如果发现,应及时报告和纠正。
上部和下部模具之间的错位会导致折弯尺寸的偏差。确保在对刀时正确对准工具。
背规的左右位置移动后,下模和背规之间的距离会发生变化。这可以用游标卡尺测量,并使用背规螺丝进行调整。
应验证下模补偿装置的准确性和兼容性,与框架的设计相匹配。
上模夹具应该是高度精确的。
V型模具的开口尺寸与弯曲压力成反比。当板材长度和厚度固定时,开口越大,所需压力越低。
因此,在处理不同的厚度时,应使用适当的V形模口尺寸。
当用单边负载加工时,例如在折弯机的一端,可能会影响到折弯压力,它可能会对机器造成伤害。这一点是严格禁止的。
在配模具时应始终保持机床中间部位受力。
金属板材因素
必须检查金属板的基准平面的直线度。
确保金属板上的应力是均匀的。
验证金属板的厚度是否一致。
在弯曲过程中,如果工件和下模之间的平行度不足,会导致工件在上模压下后回弹,影响弯曲尺寸。
材料特性和厚度会影响弯曲角度,因此在弯曲前必须对每个工件进行适当的检查和抽查。
操作因素
检查当操作者推动材料弯曲时,左右两边的力量是否一致。
确保在使用系统时正确调整系统数据错误。
一次弯曲角度不足会影响二次弯曲的尺寸。
累积的弯曲误差将增加工件轮廓尺寸的误差。
弯曲所需的压力随工件的长度和厚度而变化,板材的长度和厚度与所需压力成正比。
当工件的长度和厚度发生变化时,相应调整弯曲能力是很重要的。
总结
为了提高折弯机的折弯精度,需要考虑多方面的问题。
除了调整机器的部件,确保工具的准确性,实施正确的弯曲补偿之外,还应该注意对折弯机的日常维护和保养。
这将有助于延长其寿命并保持有效的弯曲。
投资于高质量的折弯机是保证生产经营的另一个有效途径。
ADH是一家值得信赖的折弯机制造商,在钣金行业拥有二十年的专业知识。
请访问我们的折弯机产品页面了解更多信息,或到我们的联系我们页面了解详细的产品和价格信息。



