I.导言
A 折弯机 是一种常见的工业生产工具,用于弯曲各种材料,如钢板、铝板和铜板。
压力机制动器的知识和技术是其基本要素,是帮助您在生产中使用压力机制动器的关键。
我的段落将向您展示这些信息,包括 K 因子、弯曲余量和弯曲扣除。
K 因子又称弯曲半径系数,用于计算材料在弯曲过程中外表面的拉伸和内表面的压缩趋势。
正确计算 K 因子对于确定中性轴位置和尽量减少开裂或起皱等潜在缺陷非常重要。
弯曲余量是指为适应弯曲半径,防止材料过度拉伸或压缩所需的额外材料。
准确计算弯曲余量对于确保最终零件尺寸符合设计规范至关重要。
另一方面,弯曲扣除可以补偿材料的回弹效应,即弯曲力消除后,弯曲部分往往会部分松开。
要达到所需的弯曲角度并保持尺寸精度,必须考虑弯曲扣减。
通过了解并正确应用这些基本因素,您可以优化折弯工艺,最大限度地减少材料浪费,并始终如一地生产出符合最严格要求的高质量折弯件。
II.什么是 K 因子?
首先,我们需要了解中性轴。当金属板被弯曲时,底面被压缩,而顶面被拉伸。
中轴位于金属内部,它既不会被压缩也不会被膨胀,使其保持恒定的长度。
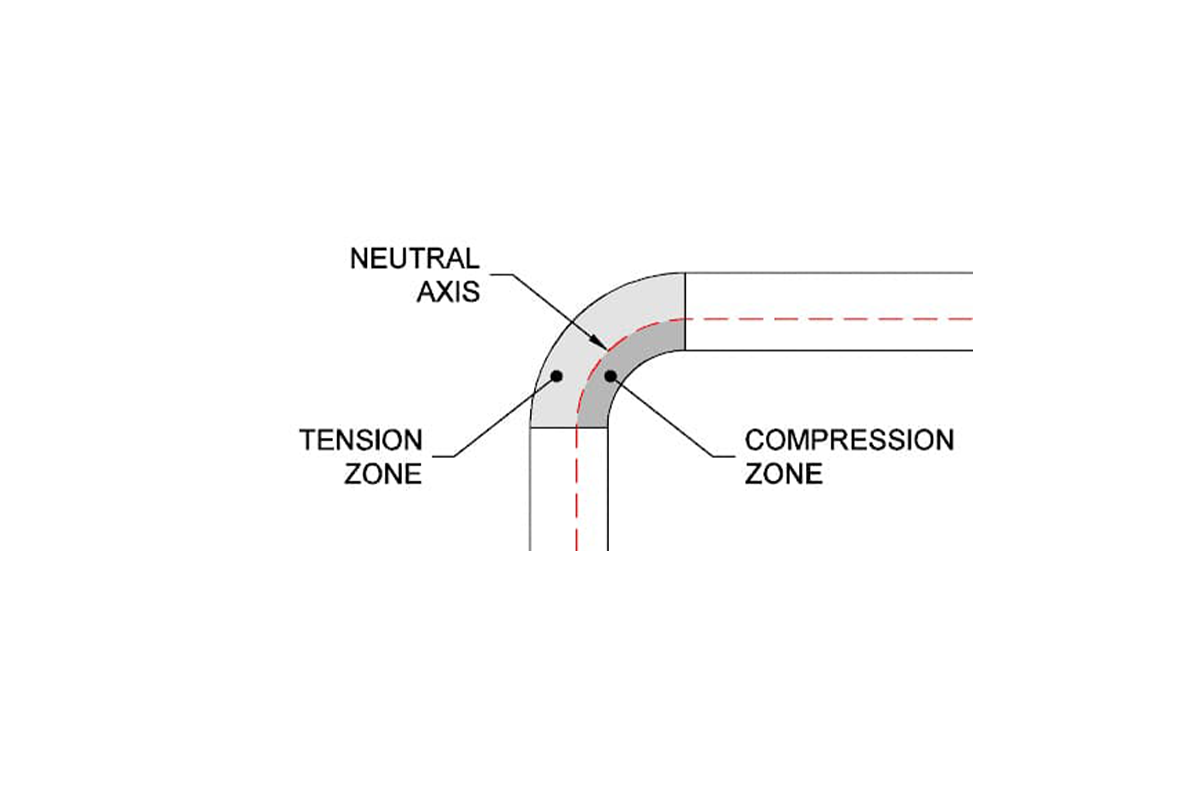
在平面金属板中,中性轴均匀地位于金属板厚度的一半,但它在弯曲过程中会移动。
中轴的位置变化由各种因素决定,如材料特性、厚度、弯曲角度、内半径和板材的弯曲方法。
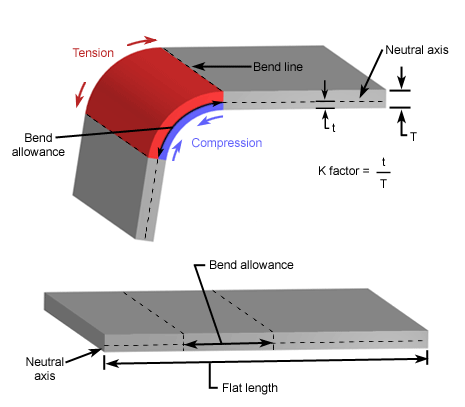
在数学上,K因子代表了中性轴的位置(t)和板厚度(T)之间的比率。

其中t是内表面到中性轴的距离,T是金属厚度(图1)。
K系数由材料的物理特性、弯曲方法、弯曲角度和其他因素决定。
材料特性K系数:一般在 0.30 至 0.50 之间。一般来说,软铜或软铜材料的 K 因子为 0.35,半硬铜或黄铜、低碳钢和铝等材料的 K 因子为 0.41,青铜、硬铜、冷轧钢和弹簧钢等材料的 K 因子为 0.45。
弯曲半径 弯曲半径越小,K 系数越大。
材料厚度K系数:材料厚度越大,K系数越大。
材料的屈服强度K系数:屈服强度越高,K系数越小。
弹性模量(又称杨氏模量)K系数:材料厚度越大,K系数越大。
在精密钣金制造中,K 因子是一个关键因素。K 因子用于计算弯曲平面图形,它与金属板在弯曲过程中拉伸的长度直接相关。
它是确定弯曲津贴和弯曲扣减的基本值。
由于到中轴线的距离与板厚的比率决定了中轴线在金属板中的位置,知道K系数有助于确定弯曲后中轴线的位置。
你也可以用下面的表格来确定K因子。

您还可以使用 在线和免费 K因子计算器 实现完美的金属板弯曲
III.什么是弯曲津贴?
弯曲余量(BA)是沿金属板中性轴测量的弯曲弧长,因为弯曲后中性轴的长度不会改变。
一旦计算出弯曲余量,就应该把它加到平面长度上,以确定形成所需工件所需的金属板长度。
如下图所示。
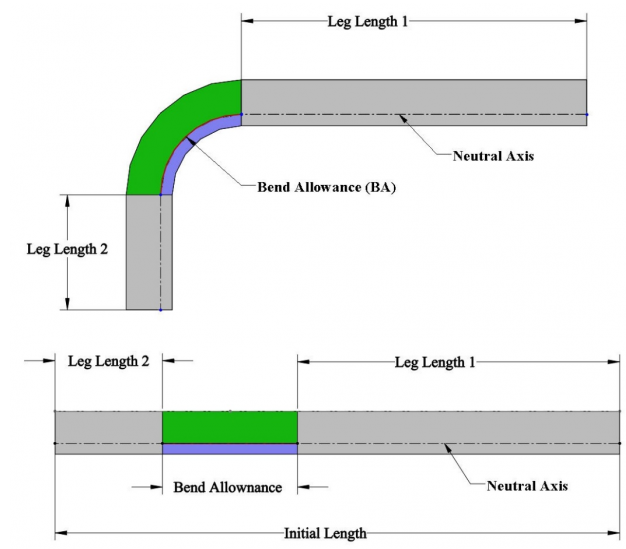
以下公式用于计算平面长度。
金属板长度=腿长1+BA+腿长2
折弯余量计算公式:
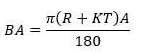
其中:
A - 弯曲角度
R - 内半径
K - K系数
T - 材料厚度
IV.什么是弯曲扣除?
弯曲后,法兰盘的长度(即总长度)大于金属板平面图案的长度。
弯曲扣除量是指我们需要从板的总长度中去除的材料长度,以获得正确的平面图案。
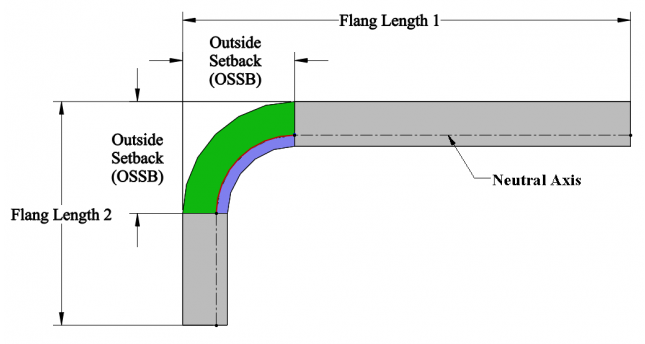
根据上图,弯曲扣除是弯曲余量和两倍外侧圆角后退之间的差额。
弯曲扣除计算公式。

其中:
OSSB - 外部后退(超出弯曲角的部分长度)。
R - 弯曲半径
K - K 因子(由材料特性和厚度决定)
T - 材料厚度
A - 预期弯曲角度(度
假设我们要将 2 毫米厚的不锈钢板弯曲成 90°,弯曲内半径为 3 毫米。已知这种材料的 K 因子为 0.44。让我们逐步计算弯曲扣减:
1.计算弯曲余量 (BA):
BA = π * (R + K * T) * (A / 180)
其中,R 是弯曲内半径,K 是 K 因子,T 是板材厚度,A 是弯曲角度。
输入数值
BA = π * (3 + 0.44 * 2) * (90 / 180) = 4.39 毫米
2.计算外部后退 (OSSB):
OSSB = R + T = 3 + 2 = 5mm
3.计算弯曲扣除 (BD):
BD = 2 * OSSB - BA
输入数值
BD = 2 * 5 - 4.39 = 5.61 毫米
因此,要在 2 毫米厚的不锈钢板上实现内弯曲半径为 3 毫米的 90° 弯曲,我们需要在弯曲过程中将弯曲扣除设置为 5.61 毫米。
这意味着我们需要将板材过度弯曲 5.61 毫米,以补偿弯曲后的回弹,最终达到所需的 90° 弯曲角。
弯曲扣减计算有助于在弯曲前确定零件尺寸,从而更好地规划生产,减少材料浪费。
V.结论
通过对 K 因子、弯曲余量和弯曲扣减的深入探讨,我们可以更好地理解这些关键参数在弯曲过程中的作用。
K 因子确定弯曲过程中材料的拉伸程度,弯曲余量确定弯曲后工件的实际尺寸,而弯曲扣减则有助于计算弯曲前工件的尺寸。
准确计算这些参数对于实现精确弯曲和减少材料浪费至关重要。
不过,K 因子、弯曲余量和弯曲扣减需要在实际生产中反复试验确定,理论计算只能作为初步参考。
如果您正在寻找一家专业的压力制动器制造商,我建议您考虑 ADH Machine Tool。
作为拥有 40 多年经验的行业领导者,ADH 通过其卓越的产品性能和优质的客户服务,为客户提供全面的折弯解决方案。
你可以 浏览我公司的产品页面 了解最新的产品更新和技术规格,我相信您会找到符合您要求的压力制动器。



