I.导言
数控 激光切割机 是一种通过激光束进行切割和制造的现代化设备。它由激光器、数控系统和切割头等部件组成,可对金属和非金属材料进行高精度、高效率的切割。
数控激光切割机的出现极大地提高了制造加工的自动化水平和生产效率,已广泛应用于机械制造、航空航天、汽车、电子等行业。
我们将介绍数控激光切割机的工作原理、类型以及在各行业中的应用。
此外,我们还将讨论数控激光切割机技术的未来发展趋势,以及它如何推动制造业和其他相关行业的创新与发展。
II.了解数控激光切割机
数控激光切割的定义
数控激光切割是一种热加工技术,在数控系统的控制下,使用高功率密度激光束对工件进行熔化、汽化或化学反应。
它集成了光学、机械、电气和计算机技术,代表了现代制造技术的发展方向。
数控激光切割机的工作原理
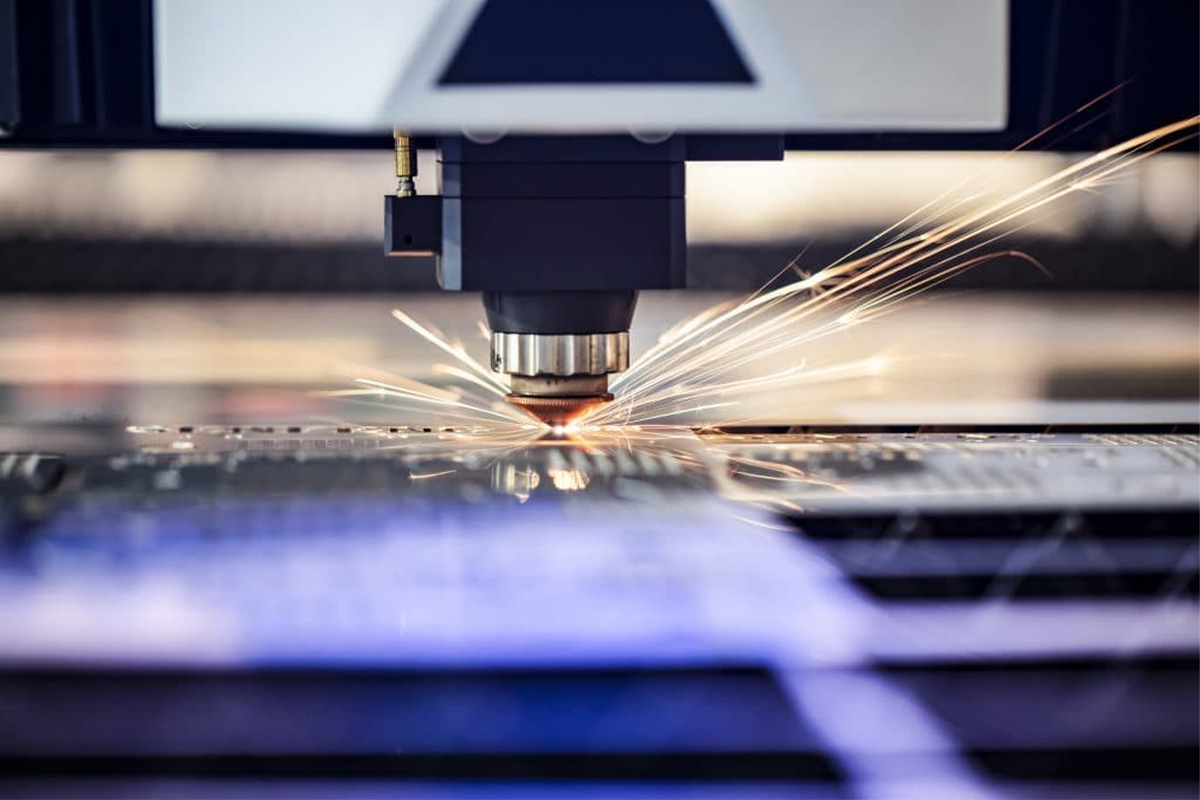
数控激光切割机的工作过程可以描述为激光器产生的高能量密度激光束通过光学系统照射到工件表面,使材料迅速加热、熔化和气化。
同时,数控系统控制切割头沿着预先确定的轨道移动,最终在工件上形成切割图案。
数控激光切割机的类型
根据激光类型和加工形式的不同,数控激光切割机可分为以下几种类型:
CO2 激光切割机: 它采用 CO2 气体激光器,加工幅面大,适合切割非金属材料和金属材料的零件。
光纤激光切割机: 它采用光纤激光器,激光光束质量好,光斑小,切割精度高,特别适合切割金属材料。
平面切割机 加工对象是平面工件,如板材、板材等。
切管机 特别适用于切割圆管、方管和异形管等加工件。
与传统切割方法相比的优势
与等离子切割和火焰切割等传统切割方法相比,数控激光切割机具有以下优势:
高质量切割热影响区:热影响区小,切缝窄,切削面垂直度高,无毛刺,无需二次加工。
高效加工切割速度快,效率是传统切割方法的数倍。
高精度: 在数控系统的控制下,位置精度可达 ±0.05mm,高于手工切割。
广泛适用的材料:数控激光切割机既可切割金属材料,也可切割非金属材料,如不锈钢、碳钢、铝合金、有机玻璃、木材等。
操作灵活: 它采用数控编程,可直接根据 CAD 图样形成切割代码,速度快、精度高、修改方便。
高自动水平切割过程由数控系统控制,减少了人工干预,提高了生产效率。
III.数控激光切割机的组成部分
激光源
激光资源是数控激光切割机的核心部件,用于产生高功率密度的激光束。常见的激光器有 CO2 激光器和光纤激光器。
CO2 激光器红外激光器:以 Co2 气体为工作物质,通过高压放电激发,波长为 10.6μm 的红外激光器。功率较大,适用于切割非金属材料和较厚的金属材料。
光纤激光器红外激光器:采用掺稀土元素的光纤作为增益介质,通过半导体激光二极管泵浦产生 1.06μm 的红外激光。它的激光光束质量好,能量密度高,适合切割金属材料。
数控控制器

数控系统是数控激光切割机的 "大脑",负责控制机器的各个部件,实现自动切割。它主要由计算机、运动控制卡、驱动器、伺服电机等组成。
电脑 它用于编程、存储处理程序、发送控制指令等。
运动控制卡 用于将计算机控制指令转换成电信号,以控制伺服电机的运动。
驾驶员 它用于接收运动卡的电信号,驱动伺服电机工作。
伺服电机: 它用于驱动切割头和工作台运动,完成切割运动。
光学系统
光学系统用于传输和聚焦激光束,将激光能量聚焦到工件表面的小点上,从而实现切割。它由反射镜、聚焦镜等组成。
反射器用于改变激光束的传输方向,将激光束导向切割头。
聚焦镜聚焦透镜:用于将激光束聚焦在工件表面,形成高能量密度焦点。聚焦透镜的焦距决定了光斑的大小。
工件夹持系统
工件夹持系统用于固定和支撑待切割的工件,确保工件在切割过程中的稳定性。常见的固定方式有真空吸附和机械夹具。
真空吸附真空吸附:在切割平台上开许多小孔,抽真空后利用大气压力将工件牢牢吸附在平台上。这种方法适用于薄板工件。
机械夹具夹具:采用虎钳、卡盘等各种机械夹具,可将工件牢固地固定在切割平台上。这种方法适用于特殊形状的工件,如管道和型材。
排气系统
排气系统用于吸收切割过程中产生的烟雾和废气,保持切割区域的清洁,延长用户的使用寿命。它主要由风机、过滤装置等组成。
扇子 用于产生负压,将烟雾和废气吸入排气管。
过滤装置过滤装置:用于过滤吸入的烟雾和废气,减少对环境的污染。常用的过滤装置有高效过滤器(HEPA)、活性炭过滤器等。
切割床
切割床用于定位和支撑工件表面,通常采用蜂窝状或条状结构,以减少与工件的接触面积,有利于烟尘和废气的排放。切割台的尺寸决定了加工形式的大小。
辅助气体系统
辅助气体在数控激光切割中发挥着重要作用,它主要有以下功能:
保护切割头光学元件,避免飞溅物污染。吹走熔化的材料,提高切割质量。
降低切割区温度,减少加热效应。防止材料表面氧化,提高断面质量。
常用的辅助气体包括氮气、氧气、空气等。气体的选择取决于切割材料的类型。
IV.如何操作数控激光切割机
安装机器
首先,应将待切割的金属板或管板固定在工作台上。这样可以确保材料稳定,并为切割基本程序做好准备。接下来,打开机器,使用开关启动激光切割机。同时,打开排气除臭装置,保持工作环境清洁。
加载设计文件
从简单的设计文件开始。下载您喜欢的设计文件,将其导入设计软件,为激光加工做好准备。根据工作要求,您可能需要处理矢量文件、CAD 和 3D 设计文件,有时还需要处理光栅文件。
调整切割参数
正确设置切割参数是实现精确切割的关键。
运行切割过程
所有准备工作完成后,就可以使用数控系统来控制激光切割机的切割过程。
这些步骤涉及机器的精确操作,包括但不限于材料的选择、程序和切割。
需要考虑的安全预防措施
操作数控激光切割机时,请严格遵守安全操作和维护规定。
这包括但不限于确保切割材料的安全存放、根据材料类型和厚度调整设备参数以及培训操作员。

V.数控激光切割的优势
| 优势 | 具体表现 |
| 精度高,切割质量好 | -激光束直径小(0.1~0.2 毫米),聚焦后能量密度高 |
| -非金属材料:丙烯酸、橡胶、塑料、木材、皮革、纸张等。 | |
| -切割平整光滑,基本无毛刺,无需二次加工 | |
| -定位精度高,可达 ± 0.05 毫米 | |
| -可处理复杂精细的图案,如齿轮、文字、图案等 | |
| 适用材料广泛,加工灵活性高 | -可切割金属和非金属材料 |
| -金属材料:碳钢、不锈钢、铝合金、铜、钛等。 | |
| -通过调整激光功率、切割速度和其他参数,可适应不同的材料和厚度 | |
| -通过调整激光功率、切割速度和其他参数,可适应不同的材料和厚度 | |
| -可实现斜切和不规则切割等特殊加工 | |
| -可沿任何曲线和复杂轮廓进行切割,加工范围广 | |
| 生产效率高,成本效益高 | -切割速度快,一般为 1-10 米/分钟,最高可达 100 米/分钟 |
| -夹紧时间短,无需更换工具和夹具 | |
| -使用 CAD/CAM 软件,编程简单快捷 | |
| -自动化程度高,由数控系统自动控制,减少人工干预 | |
| -综合成本效益优于传统切割方法 |
VI.数控激光切割机的局限性和挑战
| 局限性和挑战 | 具体表现 | 解决方案 |
| 材料厚度限制 | - CO2 激光切割机: | -使用等离子切割或火焰切割等其他方法 |
| 0.5-25 毫米碳钢 | ||
| 0.5-12 毫米不锈钢 | ||
| 0.5-6 毫米铝合金 | ||
| - 光纤激光切割机: | ||
| 0.5-20 毫米碳钢 | ||
| 0.5-10 毫米不锈钢 | ||
| 0.5-8 毫米铝合金 | ||
| - 当厚度增加时,效率和质量都会下降。 | ||
| 材料兼容性问题 | - 高反射率材料(铝、铜、黄铜等):切割效率低,切割质量差。 | - 使用专门的辅助气体。 - 调整激光参数。 -在材料表面涂上吸水涂层。 |
| - 易氧化材料(钛合金等):易形成氧化膜,影响切割质量。 | ||
| - 透明或半透明材料(亚克力、玻璃等):激光束容易穿透,难以形成切口。 | ||
| - 纤维增强复合材料(碳纤维、玻璃纤维等):切割过程中容易变形和分层,导致切割质量差。 | ||
| 维护要求高 | - 激光器的使用寿命有限(二氧化碳激光器:2000-4000 小时,光纤激光器:50000 小时或更长)。 | - 配备专业维修人员 - 定期进行预防性维护 - 及时更换易损件 |
| - 对焦镜头容易受到污染,需要定期清洁和更换。 | ||
| - 切割平台导轨和传动部件需要定期润滑和校准。 | ||
| - 辅助气体系统和排气系统需要定期检查和维护。 | ||
| 初始投资成本高 | -激光切割机价格昂贵(从几万元到几百万元人民币不等)。 | -从长远来看,高效率、高质量和低运行成本可以补偿初期投资。 |
| -需要空气压缩机、冷却器和排气系统等辅助设备。 | ||
| - 纤维增强复合材料(碳纤维、玻璃纤维等):切割过程中容易变形和分层,导致切割质量差。 |
VII.结论
数控激光切割机是现代制造业中必不可少的设备,它可以提高生产效率,保证产品质量,实现智能制造。



