数控系统 折弯机 是一种复杂的金属板加工机器,需要在数控控制器和操作员的控制下精确操作。
在开始折弯工作之前,仔细设置必要的参数和程序是很重要的。
然而,即使有适当的准备和维护,随着时间的推移,折弯机仍然可能出现机械故障。
常见的问题包括折弯时的振动、漏油、成品工件的尺寸和形状不准确,导致材料浪费,甚至损坏机器。
在某些情况下,这些故障也会对操作者的安全构成风险。
在本博客中,我们将探讨以下错误的原因 压弯 并提供如何预防和避免这些问题的建议。
机器没有保持清洁。
忽视保持折弯机的清洁是其使用中的一个常见问题。
随着时间的推移,积累的污垢会导致零件和模具的磨损。
碎片甚至会划伤工件,而灰尘的存在会影响机器的运行。
为了防止这些问题,在使用前和使用后清洁折弯机及其工具是很重要的。
所有的碎片、油和灰尘都应该被清除,以防止灰尘渗入机器中。
定期清洁可以延长机器的寿命。

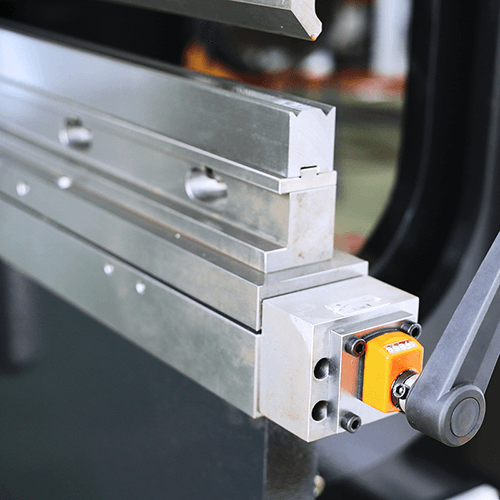
运行时,滑块不垂直
导轨的磨损和长时间的润滑不足会导致间隙增大。
检查导轨的磨损程度并相应调整间隙是非常重要的。
如果磨损严重,需要更换导轨压板。
如果不及时润滑折弯机,会加剧运动部件之间的摩擦。
为防止润滑不及时,建议使用自动或半自动的润滑系统。
为了确保折弯机的使用寿命,最好选择锡青铜板或球墨铸铁,其接合面要经过研磨。
连接螺栓应位于连接面以下,并有一个锯齿状的润滑油槽,以促进有效润滑。
滑块的凸出
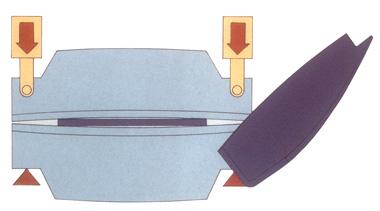
长期的弯曲会导致折弯机的滑块和工作台面的中心隆起。
这种突起被称为挠度,是指在最大吨位负荷下滑块向上突起和工作台中心向下弯曲。
挠度受到最大吨位载荷的限制,如果载荷被移除,滑块和工作台可以回到正常位置。
但是,如果滑块和工作台面有缺陷,吨位载荷过高,可能会对滑块和工作台面的中心造成暂时或永久性损坏。
这导致柱塞中心和底座之间的距离比两端的距离大,造成中心的弯曲角度大于两端的弯曲角度。
这种缺陷会影响到弯曲工件的精度,并导致出现独木舟状。
为减少这一问题,建议在机器的额定吨位范围内逐步调整负载,为机器配备 加冠 装置,并使用垫片来抵消柱塞的偏差。
如果不能再进行补偿,唯一的解决办法就是重新加工滑块和工作台。
滑块不能快速/缓慢下移
如果滑块下移时动作太慢,可能是由于导轨太紧或伺服阀的信号不足所致。
另一个可能的原因是,背规的每个轴没有得到适当的调整。
此外,由于填充阀被卡住或密封环泄漏,柱塞可能无法返回到顶部位置。
为了解决这个问题,必须检查滑块导轨的适当紧度,并确保伺服比例阀有电信号。
此外,应检查背规的轴线,以确保它是根据控制器的编程而到位的。
最后,应检查灌装阀是否有被卡住的迹象,以及密封环是否有泄漏。
弯曲半径不正确
不正确的弯曲半径会造成工具的损坏,并导致工件的弯曲不准确。
当弯曲半径太小,对模头的压力过大,或者工件的开口离弯曲半径太近时,就会出现这种情况。
为了避免对工具和工件的损坏,应采取以下措施。
- 根据每道工序的材料规格来确定弯曲半径。
- 了解纵向弯曲的弯曲半径较大,而横向弯曲的弯曲半径较小。
- 确保板材开口(如缺口)和弯曲线之间的距离至少是板材厚度的三倍,以防止工件变形。
不同的材料具有不同程度的延展性和抗拉强度,因此在确定弯曲半径时必须考虑这些因素。
主电机无法启动
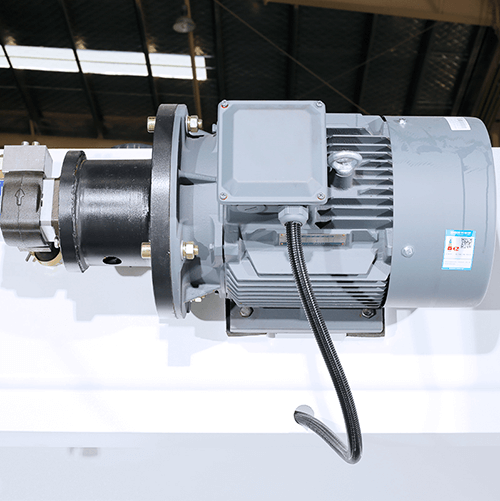
主电机的故障可能是由于接线松动或控制电源故障造成的。
此外,重要的是要确保紧急停止按钮没有被启动。
其他潜在原因包括交流接触器的损坏、电路过载或热继电器故障。
要解决这个问题,要检查开关电源的接线,核实紧急停止按钮是否已经释放,并确保电路中有足够的过载保护。
此外,检查其他部件是否有损坏。
弯曲后的工件出现裂纹和不平整
弯曲后,工件表面可能出现裂纹。
这可能是由于模具的内部弯曲半径小或弯曲间隙小。
材料本身也可能有缺陷,有毛刺朝外。
工件的弯曲端也可能变得不平整,这是由于拉伸后外表面的收缩和变形,以及压缩后内表面的折叠和变形。
为了弥补这些问题,有必要提高工具的光滑度,增加模具的弯曲半径。
调整弯曲间隙和使用塑性更好的金属材料也有帮助。
确保模具的圆角半径与零件的外圆角相对应。
液压系统没有弯曲的压力
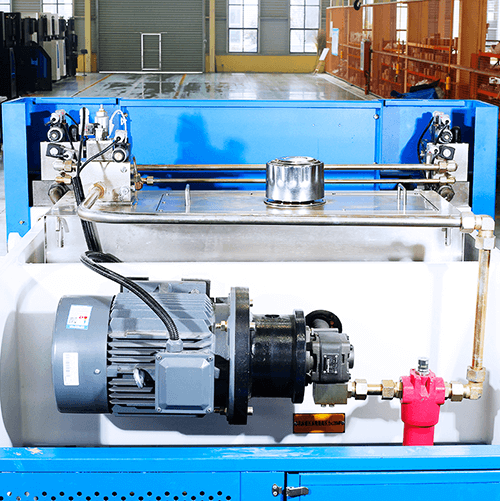
其原因可能是由于节流孔和阀门元件的堵塞或气缸的活塞密封环的泄漏。
要解决这个问题,要检查节流阀和阀芯是否被堵塞,并及时清理任何堵塞物。
确保油箱的加注口充满了液压油,并且油箱完全充满,以排出任何气体。
检查活塞密封环是否有泄漏,并根据需要进行更换。
总结
我们已经讨论了压力机制动器的一些常见问题和解决方案。
压制器可能出现许多问题,这里不能一一列举。
如果你需要进一步的信息,请随时与我们联系,以获得更详细的答案。
适当的维护对于有效使用和延长折弯机的使用寿命至关重要。
常见问题
如何校准弯曲的角度?
要校准压力制动器的角度,首先需要计算 弯曲力 使用计算公式计算金属板弯曲所需的时间。
接下来,计算出指示压力(P)的值,并调整溢流阀手轮的力,使其略微超过弯曲金属板所需的力。
可以调整背规的距离,以改变在长度方向上弯曲时的定位。
滑块的位置可以通过改变控制器上的参数来调整,滑块的速度也可以通过行程开关来改变。
冲程时间可以通过使用一个电位器来调整。
最后,通过使用位于工作台右下方的按钮,调整上下工具之间的间隙。
如何校准后挡料?
如果后视镜杆不准确,就需要对其进行调整和校准。要做到这一点,首先松开背规杆下面的紧固螺栓。
接下来,调整前后的螺丝,将后背规轮向前移动,直到平行。
用探针检查和测量左右两边的数值。
然后,松开前后平头螺栓,测量数值,确保背规和探头平行。
最后,通过对控制器参数的编程,将X轴基准点调整到正确的尺寸。
制动器上使用的折弯方法有哪些类型?
在空气弯曲中,冲头只在底部模肩处接触板材,冲头下降得越深,弯曲角度就越尖锐。
在底部弯曲中,冲头的顶部与金属板接触,所需吨位较小,导致金属板回弹。
必须使用一个尖锐的角度来获得所需的弯曲角度。
铸币弯曲源于以前的铸币技术,需要非常高的吨位,导致模具和印版完全接触。



