
このブログは、プレスブレーキの操作を紹介するプレスブレーキマニュアルです。
プレスブレーキは、家庭用産業、建設、機械、自動車、航空など様々な分野で広く使用されています。
プレスブレーキは、ラムの上型と下型を通してシートメタルを曲げます。
異なるパンチとダイは、異なる角度と形状のプロファイルを作成することができます。
金型の材質や開口部は、ワークや曲げ方に応じて選択する。
左右のアップライトにはそれぞれオイルシリンダーがあり、ラムの動きを駆動する。
ラムのストロークは、油圧システムと電気システムによって制御される。
プレスブレーキの本体は、2枚の垂直鋼板構造で構成されています。
オイルシリンダーと油圧・電気制御システムにより、繰り返し曲げの精度が保証される。
プレスブレーキの下部には作業台もある。
長時間の過負荷による作業台とラムの変形を防ぐため、油圧プレスブレーキには 戴冠 作業台とラムのたわみを補正できる装置。
プレスブレーキの設置
として プレスブレーキ プレスブレーキは大型の機械であるため、クレーンで吊り上げて搬出・搬入する必要がある。
クレーンのロープは、プレスブレーキを安全に吊り上げるのに十分な強度と長さが必要です。
機械の前面の吊り上げ穴にチェーンを固定します。プレスブレーキを持ち上げるには、安全装置付きのクレーンを使用してください。
トラックに積まれ、設置場所まで運ばれて設置される。
マシンレベリング
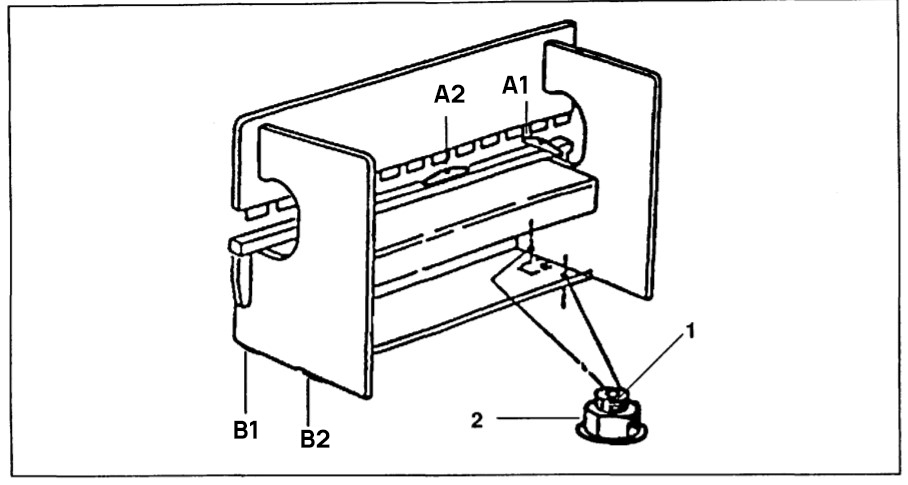
プレスブレーキの曲げ精度を確保するためには、プレスブレーキを定期的に水平にする必要があります。
プレスブレーキを水平な地面に置き、水準器をA1とA2にそれぞれ当てて水平度を確認します。
1メートルあたり1~2ミリのずれが許容されます。差が大きすぎる場合は、プレスブレーキ下部のレベリングボルトを調整する必要があります。
電気のつながり
プレスブレーキの電気配線のチェックと電源の接続は、専門家に依頼することをお勧めします。
三相システムの電気接続は正しい位置にあること。
プレスブレーキを三相電源に接続する際は、ポンプ回転駆動モーターの方向が正しいことを確認してください。
モーターが正しく回転しない場合、インレット回路の位相を変更する必要があるが、内部回路を変更することはできない。
その後、オイルポンプモーターを再起動し、ステアリングをチェックする。
モーターの回転方向を確認する前に、プレスブレーキが清掃され、水平になっていることを確認してください。
油圧システム
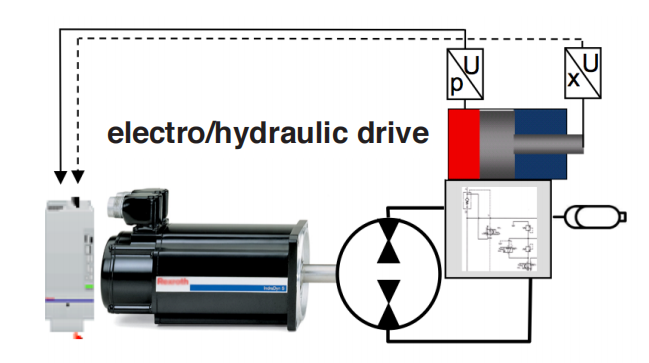
プレスブレーキの油圧駆動システムでは、ACサーボモーターがラムを動かし、可変速ポンプで作動油を調整します。
駆動装置はビーム上に設置され、ガイドレールを介して機械本体に接続される。
プレスブレーキ制御システムは、駆動モーターを介してビームの位置を制御し、ビームを上下に動かします。
プレスブレーキの両側にある格子定規が信号を読み取り、制御システムにフィードバックします。
オイルシリンダー内の制御回路、充填バルブ、サーボバルブは独立し、DNCコントローラーによって制御される。
油圧または電気油圧サーボシステムは、曲げ精度を向上させ、エネルギー消費とコストを削減することができます。
油圧システムの清浄度を維持するためには、オイルタンクと作動油を清潔に保つことが重要である。
作動油を交換するときは、油タンク内を柔らかいタオルで拭き、きれいなガソリンで油タンクを洗浄し、汚れた油を貯蔵しているバルブを開いて排出し、油タンク表面の汚れを拭き取る。
プレスブレーキの作動油は、温度が低すぎても高すぎてもいけません。
気温が0度以下または70度以上の場合は、オイルヒーターまたはクーラーを取り付けることができる。
エアフィルタを通して作動油を充填し、充填後に油圧回路内の気泡を排出するように機械を操作する。
プレスブレーキのバックゲージ
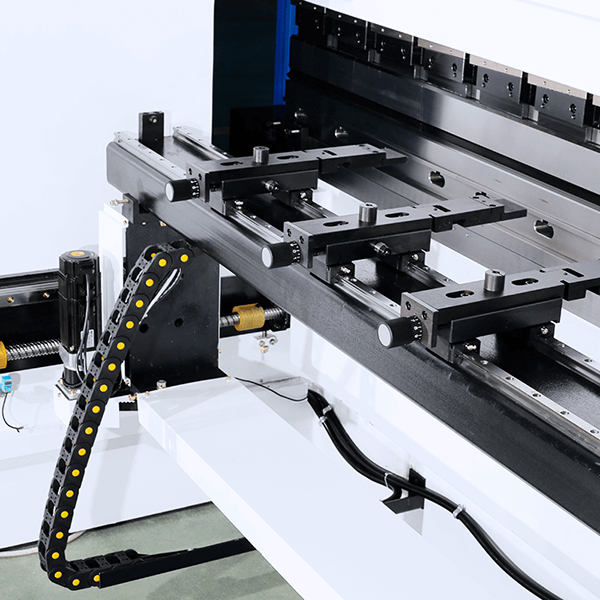
プレスブレーキのバックゲージは、ワークの位置決めに使われる。
ワークの位置決めは、ワークを下型に載せて機械に押し込むと、バックゲージのストッパーフィンガーがワークとドッキングする。
バックゲージの軸は、制御システムによってさまざまな方向に動かすことができる。
X軸は前後に、R軸は上下に、Z軸は左右に動く。
バックゲージの各軸は独立したモーターで駆動される。
Z軸とR軸も手動で調整できるが、機械の後方からしかできない。
リニアガイドレールとボールねじにより、バックゲージの軸は自由に動く。
バックゲージはX軸方向に動き、衝突を防ぐために力は150Nに制限されている。
プレスブレーキの操作
プレスブレーキを操作する前の注意事項
スイッチ、コントロール、モーター、および接地が正常な動作状態であるかどうかを確認する。
オイルタンクの油量と油圧システムの状態を確認する。
機械をアイドリングさせ、プレスブレーキのストロークを最大にする。
機械が正常に作動しているか、モーターの回転は正常か、音は正常かを確認する。
ツーリングの組み立てとアライメント
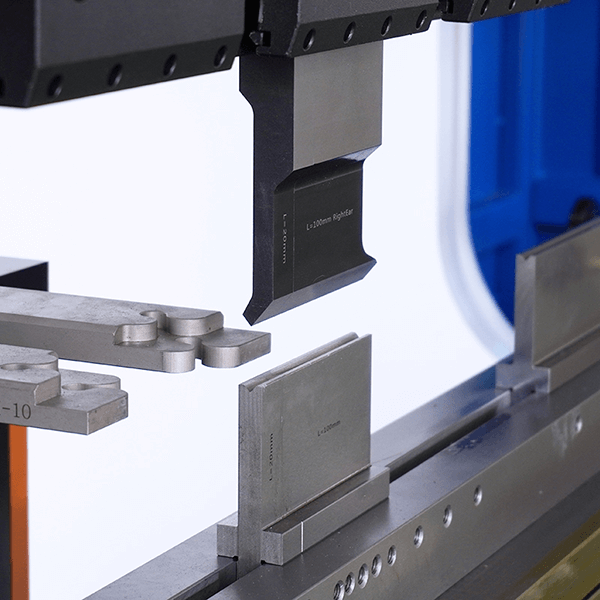
パンチとダイを取り付ける前に機械を止め、下型と上型を取り付ける。
より高い曲げ精度を得るためには、プレスブレーキの上型と下型を合わせる必要があります。
上型と下型を合わせるには、ラムを下方に駆動し、上型を下型に接近させ、ワークピースの厚さと同じ距離を残します。
下型ボルトと上型クランプを使用して、上型と下型の位置を手動で調整する。
上型と下型を合わせた後、ラムを上方に駆動する。
工具のスプライシングと交換

手動モードを選択し、ラムを下げ、プレスブレーキを切る。
工具を交換するには、機械を停止し、工具を側面から取り外します。
その後、新しいダイを横から挿入し、ボルトまたはクランプを締める。
最近では、工具の交換を迅速かつ便利に行えるクイッククランプが数多く販売されている。
ボルトを緩める必要がなく、工具を垂直に出し入れできる。
マシンをシャットダウンする
プレスブレーキを切るときは、手動モードに切り替え、ペダルを踏んでラムを下げ、上型と下型を合わせます。
停止ボタンを押し、メインモーターの電源を切る。
緊急時には非常停止ボタンを押しますが、軸とポンプがオフになるだけなので、その後の手順には影響しません。
ボタンを離すと再起動します。
プレスブレーキのメンテナンス
プレスブレーキは、専門家による定期的なメンテナンスと整備が必要です。
これには、機械部品の潤滑と洗浄、高品質の潤滑油の使用、摩耗部品の週1回の潤滑が含まれる。
油圧系統の油量と清浄度を定期的に点検し、必要に応じて作動油を交換する。
電気キャビネットの配線が正常であることを確認し、グレーチング定規などのセンサーの信号を点検する。
さらに、ボルトの締まり具合をチェックし、確実に固定されていることを確認する。
結論
新しいプレスブレーキを使用する前に、機械のさまざまな部品を取り付け、デバッグする必要があります。
工具の交換やバックゲージの校正の際には、怪我をしないように注意してください。
ADHは20年の経験を持つプロの板金機械メーカーです。
当社の製品ラインには、プレスブレーキ、レーザー切断機、プレートシャーリング機などがある。
適切なプレスブレーキの選定をサポートし、強力なアフターサービスを提供します。
プレスブレーキに関するお問い合わせは、下記までご連絡ください。 営業スタッフに連絡する または 商品を見る.



