I. Introdução
O freio de imprensa é um dispositivo que utiliza um dispositivo mecânico para dobrar chapas metálicas. É normalmente utilizado para produzir chapas metálicas e fabrico de componentes. Esta máquina é fundamental no fabrico de chapas metálicas e pode ser amplamente aplicada em automóveis, eletrónica, construção e muitas outras indústrias.
A prensa dobradeira realiza o processo de dobragem de forma eficiente e precisa, o que pode melhorar significativamente a produção.
Em termos simples, o processo de dobragem consiste em fixar o material metálico na matriz inferior.
O punção superior desce a alta velocidade, acionado por um motor hidráulico, e pressiona o metal.
Os sistemas de controlo da máquina controlam rigorosamente o ângulo e a força de prensagem, conseguindo uma formação de dobragem padrão.
Quando a dobragem está concluída, o punção superior rebate automaticamente e as peças metálicas processadas podem ser removidas.
Nesta passagem, centrar-nos-emos na dobragem a ar do travão de prensa.
Apresentaremos a definição de dobragem a ar, a sua importância, o processo, etc., para ajudar os leitores a compreender melhor e a aplicar este método de fabrico de chapas metálicas.
II. Compreender a dobragem por ar da prensa dobradeira
O que é a flexão de ar?
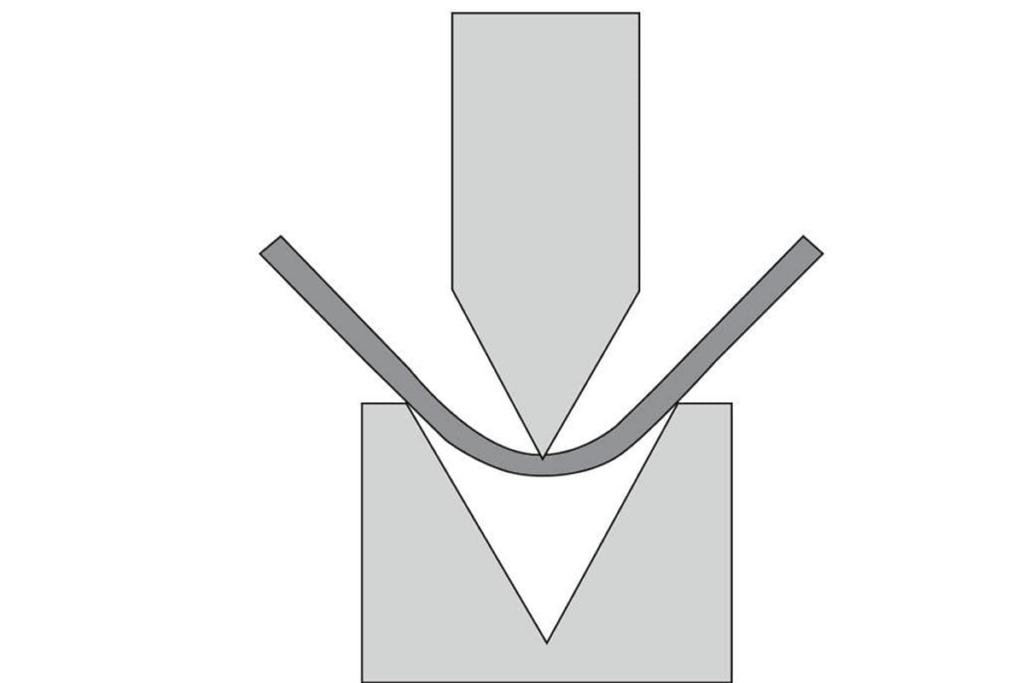
A dobragem a ar é uma tecnologia de dobragem relativamente moderada. A ferramenta só entra em contacto com o material em três pontos (a ponta do punção e os bordos da matriz).
O molde superior pressiona a chapa metálica na ranhura em V do molde inferior até à profundidade predestinada, sem entrar em contacto com o molde inferior. Utiliza a profundidade para definir o ângulo de quinagem.
Normalmente, a mesma matriz pode ser adaptada a diferentes materiais, raios de curvatura e ângulos de curvatura com base no contorno e na profundidade do punção.
Como método de dobragem por prensa dobradeira, a dobragem por ar é uma das tecnologias mais moderadas e populares, porque o controlador CNC eliminou a previsão de massa na formação, como o ressalto.
Este método é utilizado rapidamente e tem sido considerado como a tecnologia de conformação por prensa dobradeira mais comum nas oficinas de metal actuais, devido ao facto de poupar significativamente tempo na conformação de vários ângulos e na substituição das ferramentas.
Quando utilizar a dobragem de ar?
Quando é necessária uma vasta gama de ângulos de dobragem; quando é necessário mudar o ângulo em vez de mudar a ferramenta; quando o operador precisa de controlar melhor o rádio da cama; quando se utiliza o controlador CNC, o ressalto pode ser ajustado automaticamente; quando o operador quer dobrar diferentes tipos de componentes; quando é necessária uma força de dobragem bastante pequena; quando se espera menos problemas de manutenção; quando é necessário poupar no custo da ferramenta.
Como funciona a dobragem de ar?
A dobragem a ar implica uma pressão suficiente sobre o material.
Obtém o ângulo correto para gerar a forma correcta, empurrando o molde o suficiente.
Eis o processo de dobragem de ar:
Preparação da matriz
O punção superior é normalmente estreito e o molde inferior é normalmente uma ranhura em forma de V ou de U. A escolha do molde adequado é determinada pelo tipo de chapa metálica, espessura e ângulo de curvatura necessário.
Colocação da chapa metálica
A chapa metálica é colocada na ranhura em forma de V ou de U da matriz inferior.
Aplicar a pressão
O punção superior desce e pressiona a chapa metálica para a fazer dobrar.
O punção superior não pressiona a folha de metal até ao fundo da matriz inferior, mas pára no meio. É por isso que se chama "dobragem a ar" - porque existe um intervalo de ar entre o material e a matriz inferior.
Formação da dobra
Devido à pressão da matriz superior, a chapa metálica formará um arco através da dobragem na ranhura em forma de V ou U da matriz inferior. O ângulo de curvatura será determinado pela profundidade descendente da matriz superior, pela forma da matriz inferior e pela espessura da chapa metálica.
Avaliar e ajustar
O operador avaliará o ângulo de curvatura. Se necessário, o operador pode alterar o ângulo de curvatura através do ajuste da pressão da matriz superior e da profundidade de descida.
Qual é a função da flexão de ar?
A dobragem por ar é utilizada para obter o ângulo correto na chapa metálica durante o processo de formação da prensa dobradeira, e transforma o metal na forma pretendida.
Embora a dobragem a ar apresente muitas vantagens, não deve ser utilizada em prensas dobradeiras antigas e desactualizadas, porque a margem de erro será muito maior.
É difícil controlar a profundidade do êmbolo e o operador tem de calcular manualmente o ressalto do material e a profundidade final do punção.
Ao realizar a dobragem a ar na prensa dobradeira, o operador pode controlar o rádio de dobragem, melhorando assim a precisão e a força de controlo.
Vantagens
Não é necessário reprocessar, pois é possível obter diferentes ângulos de dobragem, poupando assim tempo e custos de mão de obra.
Capaz de dobrar a maioria dos materiais com diferentes espessuras.
Mais rápido do que a dobragem por baixo.
A pressão necessária é relativamente pequena quando se opera a dobragem.
O contacto com a matriz é menor e os danos na superfície são menores.
Desvantagens
A variação da espessura do material e da abrasividade da peça entre a matriz superior e a inferior pode levar a erros inaceitáveis, não adequados para componentes que requerem ângulos de dobragem de alta precisão.
A variação das propriedades do material também pode afetar o ângulo de flexão causado pelo ressalto.
O equipamento de prensagem relativamente antigo conduz normalmente a resultados de dobragem imprecisos.
Aplicações
A dobragem a ar é amplamente aplicada a vários tipos de fabrico de metal, especialmente em ocasiões que exigem dobragem de alta velocidade, alta eficiência e precisão. Por exemplo, as indústrias automóvel, aeroespacial e da construção utilizam sempre esta tecnologia para gerar vários componentes e estruturas.
III. Outros métodos de quinagem
Moeda
Definição
A cunhagem é um dos métodos de utilização mais comuns no fabrico de metais.
O operador utiliza a prensa dobradeira com o punção e as matrizes para dobrar o metal no ângulo desejado.
Durante este processo, a chapa é colocada horizontalmente na parte superior da matriz. De seguida, o metal é comprimido entre o punção e a matriz a uma tonelagem extremamente elevada. Assim, é possível obter um ângulo de curvatura exato.
O molde forma várias formas e ângulos, como ângulos obtusos, agudos e rectos.
Qualquer que seja o ângulo de dobragem escolhido, a chapa metálica pode ser dobrada com precisão no seu ângulo.
A cunhagem permite obter sempre uma dobragem precisa e consistente.
Vantagens
Alta personalização: o processo de prensagem permite aos fabricantes criar diferentes designs de moedas de acordo com as suas necessidades, incluindo padrões, letras e formas.
Economia de custosO custo é relativamente baixo em comparação com outros métodos, uma vez que pode utilizar uma liga metálica comum.
Eficiência da produçãoA prensa dobradeira pode produzir grandes quantidades de moedas num curto espaço de tempo, o que é vantajoso para a produção em grande escala.
Desvantagens
Controlo de qualidade: será um desafio para a cunhagem controlar a qualidade porque cada moeda deve manter a sua qualidade, tamanho e textura consistentes.
Restrição ao metal: o processo de cunhagem é utilizado principalmente para a produção de metais e não de outros materiais.
Conhecimentos profissionais necessários: A operação da prensa dobradeira requer tecnologia e conhecimentos específicos, pelo que são necessários operadores experientes.
Aplicações
Produção de moedas: a aplicação óbvia é a produção de moedas. A cunhagem é utilizada para fazer circular várias denominações na economia.
Produção de lembrançasAs moedas não são apenas moeda, mas também uma escolha ideal para recordações. O processo é utilizado para produzir moedas com significado, tais como eventos comemorativos ou objectos comemorativos.
Produção de medalhas e distintivosA cunhagem é também utilizada para fabricar distintivos e medalhas, para reconhecer os feitos extraordinários de indivíduos ou grupos em vários domínios.
Dobragem do fundo
Definição
A dobragem de fundo é uma técnica de prensa dobradeira. A folha de metal pode ser formada no ângulo necessário na ranhura em forma de V da matriz inferior sob a pressão da matriz.
Em comparação com a dobragem por ar, a dobragem por baixo necessita de mais tonelagem para obter uma elevada precisão e menos ressaltos.
É adequado para programas de alta precisão. Além disso, pode reduzir o impacto da tensão do material nos resultados da dobragem.
A curvatura do fundo necessita de diferentes ferramentas para obter diferentes resultados de curvatura do rádio.
Na dobragem por baixo, o punção e a matriz nunca entram em contacto direto com as chapas metálicas. Pode ocorrer um arco que facilmente recupera a sua forma original interior.
Quando a folha de metal é libertada, recua um pouco para atingir o ângulo de dobragem necessário.
Diferentes materiais e espessuras reagem de forma diferente ao ressalto quando dobrados, pelo que o operador deve conhecer bem as propriedades distintivas de cada metal.
Alguns fabricantes não recomendam a dobragem do fundo devido à existência de riscos.
Vantagens
Versatilidade de formas: A dobragem de fundo permite a produção de componentes metálicos com diferentes formas e estruturas, satisfazendo assim diversas necessidades.
Alta precisão: a dobragem do fundo é geralmente muito precisa, o que permite produzir componentes metálicos precisos e de alta qualidade.
Aplicação alargada: este processo aplica-se a vários tipos de metais, incluindo aço, alumínio e cobre.
Desvantagens
Requisitos de equipamento e técnica: a dobragem do fundo requer equipamento e técnica especiais, pelo que é necessário um operador qualificado.
Custo elevado: a dobragem do fundo requer um custo de investimento mais elevado, não sendo adequada para a produção em pequena escala.
Restrição: para componentes metálicos com formas e estruturas específicas, a dobragem por baixo não é a melhor escolha.
IV. Considerações sobre os materiais
Materiais adequados para dobragem a ar
A dobragem a ar é adequada para metais de baixa resistência, como ligas de alumínio e aço inoxidável. O alumínio é a escolha ideal para a dobragem por ar devido à sua leveza e plasticidade. O aço inoxidável também pode ser processado eficazmente, embora seja mais duro do que o alumínio. O aço-carbono também é adequado para a dobragem a ar com uma espessura e solidez adequadas.
Propriedades dos materiais que afectam o processo de flexão
como a resistência à flexão, a solidez e a plasticidade. Os materiais de baixa resistência e mais macios são mais fáceis de dobrar.
Precauções para materiais propensos a fissuras
O aço de alta resistência é fácil de rachar quando dobrado. Para evitar fissuras, é necessário controlar a força de pressão e o arco, reservar as arestas ou utilizar um processo de dobragem secundário. Devido ao facto de a força de dobragem ser pequena, a dobragem a ar é principalmente adequada para o fabrico de materiais de baixa resistência. No caso de materiais de elevada resistência ou fáceis de fissurar, o operador tem de se ajustar de acordo com as suas propriedades.
V. Aspectos técnicos
Técnicas de dobragem da mola e de compensação
A dobragem por ar comprimido dobra o material através da compressão do material entre o punção e a matriz sem contacto total. Este processo pode provocar um retorno elástico, ou seja, o material recupera a sua forma original após a dobragem. Para compensar o retorno elástico, recomenda-se a utilização de técnicas de dobragem excessiva ou de ajuste do ângulo.
Cálculo da dobragem
A margem de curvatura refere-se à quantidade de material consumido fisicamente durante o processo de curvatura, o cálculo exato da margem de curvatura é vital para determinar a dimensão inicial do modelo expandido. Tem em consideração a espessura do material, o raio de curvatura e o ângulo de curvatura para garantir que os componentes de curvatura finais podem corresponder às especificações exigidas.
Influência da espessura do material e do ângulo de flexão
A espessura do material e o ângulo de curvatura desempenham um papel fundamental na curvatura a ar. O material mais espesso necessita de uma força maior para dobrar, e também é fácil de obter a mola de volta. O ângulo de dobragem também afecta a quantidade de deformação do material, afectando ainda mais a forma final dos componentes de dobragem. É necessário escolher as ferramentas e os parâmetros adequados para obter os resultados previstos com base nestes factores.
VI. FAQs
Qual é o raio de curvatura mínimo para uma prensa dobradeira?
O raio de curvatura mínimo na prensa dobradeira é determinado pelo material utilizado e pelo ângulo de curvatura.
Quando se utiliza a dobragem por ar, o rádio de dobragem interior é de cerca de 16% da boca de abertura da matriz em forma de V.
Assim, quando é utilizado um molde em forma de V de 1 polegada, o raio de curvatura interior é de cerca de 0,16 polegadas.
Este digital serve apenas de referência, o raio de curvatura mínimo efetivo é determinado pelo material utilizado e pelos ângulos de curvatura.
Que tipo de prensa é utilizada para a dobragem por ar?
A prensa dobradeira adequada para o processo de dobragem a ar é geralmente uma prensa dobradeira hidráulica ou prensa eléctrica.
Estes dois tipos de prensas dobradeiras podem exercer uma pressão adequada sobre a chapa metálica para dobrar o material na forma pretendida.
A curvatura por ar é obtida através da pressão de ar exercida sobre a chapa metálica.
A prensa dobradeira hidráulica utiliza o sistema hidráulico para controlar a pressão e o ângulo de dobragem, enquanto a prensa dobradeira eléctrica utiliza um sistema de acionamento elétrico.
Estas prensas dobradeiras são utilizadas para produzir componentes e estruturas metálicas, uma vez que podem oferecer um controlo preciso e uma dobragem de alta qualidade.
VII. Conclusão
Depois de nos debruçarmos sobre o tema "dobragem de ar com travão de prensa", sabemos que a
importância da dobragem de ar na indústria transformadora e as suas vastas aplicações.
Pode não só equilibrar a eficiência e a precisão, mas também satisfazer os requisitos de adaptação de vários materiais e metais espessos.
No entanto, para explorar plenamente o potencial desta técnica, a escolha de um fornecedor com tecnologia e competências profissionais é de importância vital.
A ADH Machine Tool possui uma experiência fértil no fabrico de diferentes tipos de prensas dobradeiras e equipamento de dobragem de tubos ao longo de 40 anos.
Podemos oferecer-lhe opções e soluções de máquinas de primeira qualidade de acordo com os seus produtos específicos e requisitos de processo.
Entretanto, Membros da equipa ADH esforçar-se-á por lhe fornecer apoio tecnológico e orientações de formação, para garantir o melhor efeito após a aplicação da máquina.
Se estiver curioso sobre os métodos de dobragem da prensa dobradeira ou sobre a própria máquina de prensa dobradeira, seja bem-vindo ao navegar no nosso sítio Web oficial. Podemos oferecer-lhe uma resposta profissional.
Acreditamos que a cooperação com a ADH ajudará a sua produção de máquinas a atingir um novo nível.