I.简介
压力制动折弯是金属成型工业中最重要的工艺技术。
冲头和模具之间的压力可以使金属板精确地弯曲变形。
这使得产品广泛应用于制造业。
与人工折弯相比 压弯 具有高效率、低成本等特点,在金属制造企业中发挥着举足轻重的作用。
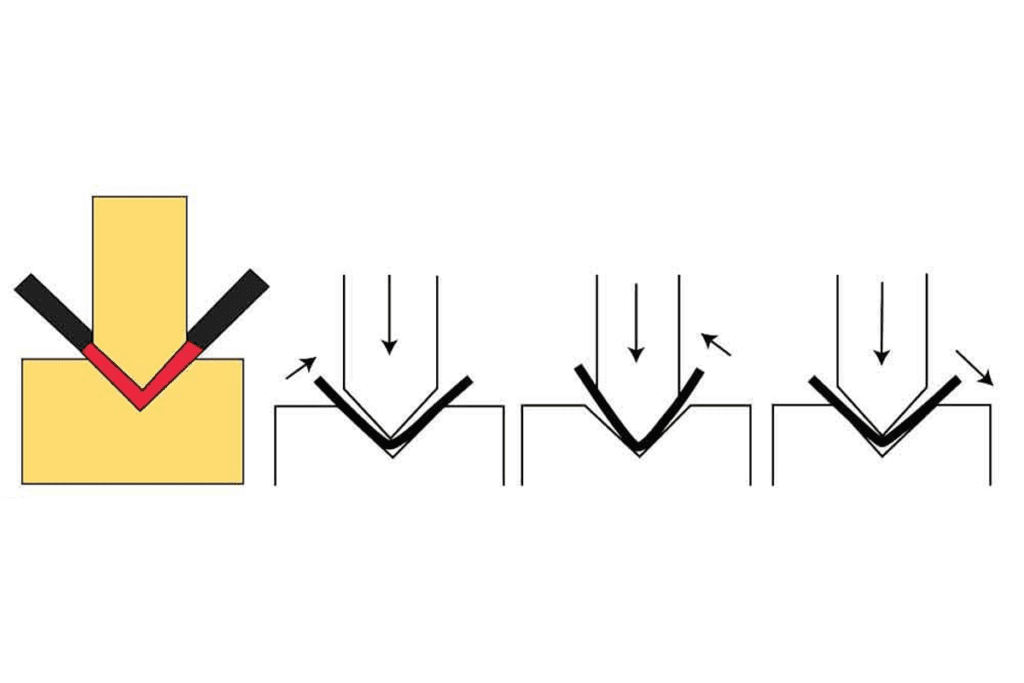
空气折弯利用杠杆原理,即折弯角度由压制深度决定,适用于中小型贴片产品。
反弹现象会在底部出现 弯曲过程.
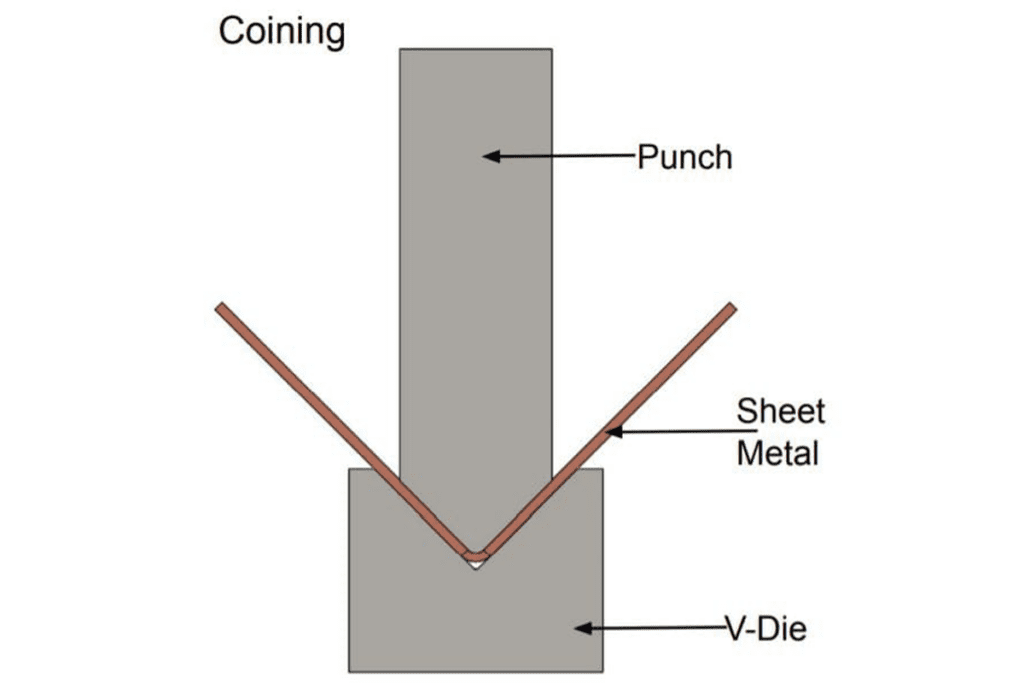
铸币可以使金属完全符合模具的形状。
在这些折弯方法中,硬币折弯是最受欢迎的一种,因为它能提供精确、一致的折弯效果。
通过高吨位,金属可以精确地弯曲到与冲头和模具相匹配的角度。从而确保达到预期的弯曲效果。
II.三种主要弯曲类型
金属加工中的折弯技术已有数百年的发展历史,随着技术的进步,可供选择的折弯方法也越来越多。这些方法各不相同,以下是三种主要的折弯方法:
空气弯曲
空气弯曲是一种金属与工具之间接触面积最小的弯曲方法。
弯曲角度由冲头进入模具的深度决定。
它利用杠杆原理,只需要几个杆力就能实现 90 度弯曲,因为它利用的推力比硬币加工小。
金属和工具只接触三个点:冲头尖端和模具两侧。
这种方法适用于中小批量生产。以下是 主要特点 的空气弯曲:
很少接触在空气弯曲过程中,模具与金属之间的接触面积较小,有利于减少金属表面的损伤和磨损。
冲杆下降弯曲角度:弯曲角度由冲头进入模具的深度决定,因此很容易调整角度。
吨位相对较低气动折弯:与硬币加工相比,气动折弯所需的吨位力要小得多,有利于延长冲头和模具的使用寿命。
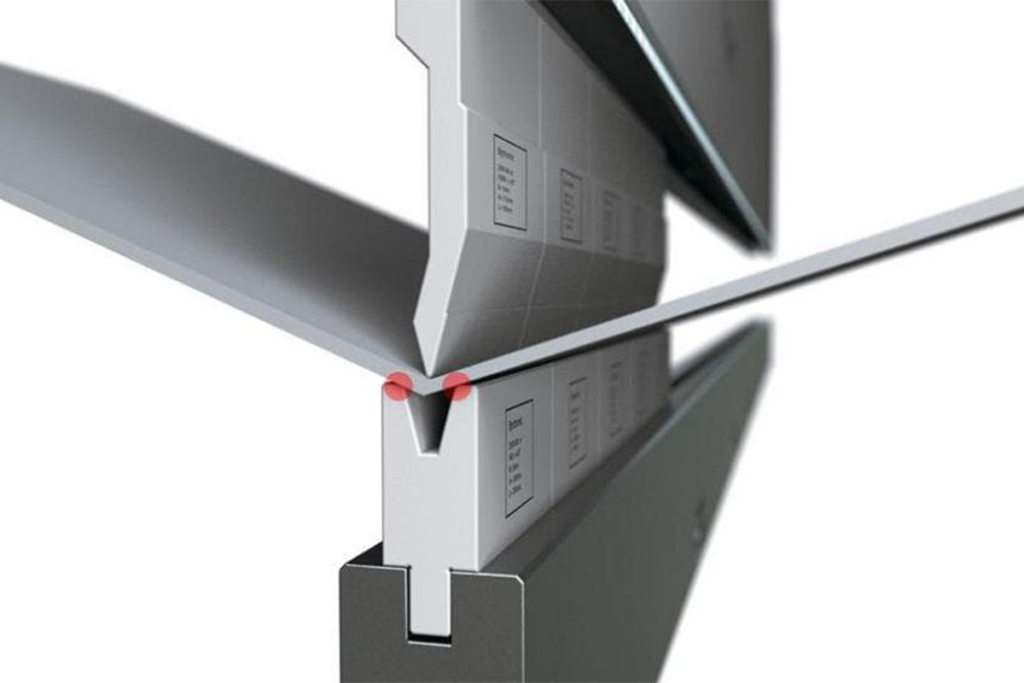
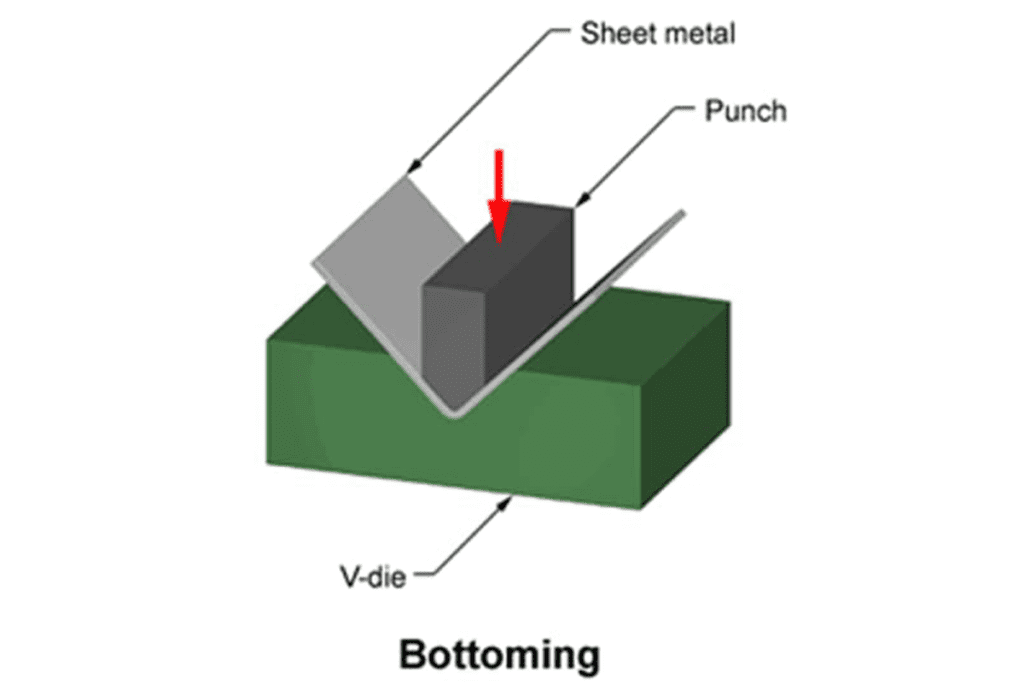
底部弯曲
在底部弯曲时,金属板与模具的接触更为紧密。
然而,与铸币不同的是,金属片与底部弯曲模具的形状并不完全相同。
这种方法所需的吨位比空气折弯大,但比硬币加工小。也就是说,底部折弯是结合空气折弯和抛丸的中间方法。以下是 主要特点 底部弯曲:
不完全符合角度金属材料:在底部弯曲时,金属材料不会以与模具相同的角度弯曲。相反,它在一定程度上保留了原来的形状。
吨位低: 底部弯曲所需的吨位力相对较低,有利于减少设备磨损和维护成本。
广泛的范围底部折弯:底部折弯适用于各种类型和厚度的金属材料,因此是常用的折弯方法。
压印
冲压使用高吨位使金属板完全符合冲头和模具的形状。冲压的主要优点是可以提供完全精确的弯曲角度。
然而,它需要更高的 压力机 制动和精确的工具设计
由于需要很大的功率,金属在弯曲过程中可能会变薄和受损。这里有 特征 的硬币:
高吨位: 冲压需要高吨位力,以确保金属材料完全符合冲头和模具的形状。
高精度金属轧制:由于金属完全与几何形状相匹配,金属轧制通常用于需要精确弯曲角度的用途。
金属变薄注意:由于吨位大,铸币可能会导致金属材料变薄,这一点应予考虑。
在选择弯曲方法时,工程师和技术人员应考虑许多因素,包括材料的类型、厚度、所需的弯曲角度和生产成本。
每种方法都有其适用的场景,因此选择适当的方法可以确保生产出高质量的产品。
III.深入研究硬币
历史背景
硬币 "一词可追溯到古代的铸币技术。
在古代,金属片被放入模具中,通过高压和精确的模具形状压制成硬币的几何形状。
这种方法可确保每枚硬币的形状和大小都非常精确。
随着时间的推移,这项技术也被用于其他金属制造业,尤其是金属板折弯。
过程
冲压是一种金属板材制造工艺,其核心是利用高吨位使金属板材完全符合冲头和模具的几何形状。
将金属片放在模具上,用冲头施加很大的压力即可实现。
这种方法可确保金属在弯曲过程中不会变形和弯曲。以下是 铸币的关键程序 过程:
材料准备首先,选择合适的金属材料,然后将其切割成所需的形状和尺寸。
模具设置注意:冲头和模具必须严格设计,以确保其几何形状与弯曲角度相匹配。将工具安装在压力制动器上。
金属定位金属板在压力制动器上的定位:确保金属板在弯曲过程中不会移动和偏离。
发挥大吨位优势冲压:冲床使用大吨位冲压金属板,使其符合模具和冲头的形状。这一过程需要高精度和高控制。
弯曲处理弯曲:弯曲完成后,金属板将保持其所需的几何形状,实现高精度弯曲。
效益
精度弯曲成形法:弯曲成形法是一种高精度弯曲成形法,可产生精确一致的弯曲,非常适合航空航天和医疗设备制造等要求高精度的应用。
一致性冲压:由于金属完全符合冲头和模具的形状,因此无论是批量生产还是定制生产,冲压都能产生一致的弯曲。
广泛的适用性:压铸可广泛应用于不同类型和厚度的各种金属材料,是一种通用的弯曲方法。
IV.压花与其他弯曲方法的比较
气弯与硬币
吨位差异
空气弯曲通常需要较少的吨位。由于金属与模具之间的接触面积较小,弯曲过程中所需的力相对较低。
而抛硬币需要高吨位,以确保金属完全符合冲头和模具。这意味着冲压通常需要更大的吨位。
联系方式 差异
在空气折弯中,金属与模具之间的接触面积极为有限,即只有几个接触点,这有利于减少对金属表面的磨损和破坏。
而在冲压过程中,金属与模具之间的接触更为紧密,以确保金属能完全按照模具的形状弯曲,这可能会导致一些金属变薄和变形。
确定弯曲角度
气弯角度由冲头进入模具的深度决定。
冲压利用高吨位压力使金属完全贴合冲头和模具的精确角度。
底部弯曲与铸币
吨位差异
底部弯曲通常需要较少的吨位,因为金属并不完全适合模具的形状。
铸币需要更大的吨位,以确保金属完全符合冲头和模具的形状。
材料符合性
在底部弯曲时,金属与模具之间的接触更加紧密,但由于反弹的原因,并不完全符合模具的形状。
冲压可以确保金属完全按照模具形状弯曲,从而获得更精确的结果。
总之,与抛丸相比,空气弯曲所需的吨位小、接触少,其弯曲角度可能与抛丸不一致。
底部弯曲所需的吨位较小,但其材料并不完全适合弯曲角度。而硬币弯曲所需的吨位更大,但能产生高一致性和高精度的弯曲。
V.常见问题
压印和压花有什么区别?
铸币是一种金属冲压工艺,通常用于制造硬币、奖章、徽章等。
在铸币过程中,金属片被置于模具之间。由于模具设计复杂,因此可以生产出具有高度精细图像和文字的金属制品。
铸币通常需要更高的吨位,以确保金属能流经模具的每个角落。
由于吨位大,铸币会导致金属硬化。
压花是一种在金属表面形成凹凸图案或文字的技术,可以通过在金属板背面施加压力,使图案或文字从正面凸显出来。压花不像铸币那样需要高压。
除金属外,它还可用于处理纸张和塑料等其他材料。以下是 主要区别 之间:
处理对象
铸币将金属材料弯曲成所需形状。
压花的目的是在纸张和有机材料表面进行加工,而没有弯曲的功能。
改变形状
铸币实现了金属材料的弯曲和加工。
压花只作用于材料表面,不会改变材料的整体形状。
工具联系人
在铸币过程中,金属被完全压入模具中。
压花使工具只能在材料表面工作。
使用的设备
铸币利用压力制动器施加压力。
压花使用印刷机进行切割和加热处理。
形状深度
硬币可以实现三维变形。
压花只在材料表面起作用,不会深入材料内部。
硬币的缺点是什么?
冲压是一种高精度的折弯方法,但也有一些明显的缺点,包括吨位高、材料较薄的风险、成本高、生产速度慢、折弯角度的普遍性受到限制、工具磨损性增加以及需要熟练的操作人员。
选择正确的折弯方法时,应仔细考虑程序的要求和限制,以确保铸币是最合适的选择。
如何确保铸币过程中的精确弯曲?
在弯曲过程中,利用高吨位使金属板与模具完全接触。
因此,金属可以根据模具的形状完全弯曲。
无论金属有多大,弯曲次数有多少,这种方法都能确保每次弯曲都能获得非常精确的弯曲角度。
为什么吨位对铸币如此重要?
吨位在铸币过程中至关重要,因为它决定了金属与模具在弯曲过程中的接触程度。
高吨位压力可确保金属与冲头和模具的形状完全匹配,从而实现精确的弯曲效果。
如果吨位不够,金属就不能完全按照模具形状进行弯曲,因此弯曲结果就会不准确。
VI.结语
毫无疑问,金属弯曲技术在金属制造中非常重要。
了解和掌握不同的折弯方法不仅能帮助制造商提高工作效率,还能确保产品的质量和精度。
在这段文字中,我们将深入探讨压力制动器的关键工艺之一--搪瓷。
我们可以更多地了解其历史背景、工艺流程、与空气弯曲的比较等。
铸币在现代制造业中具有重要价值。与其他方法相比,它具有更高的精度和灵活性,是多种场景的理想选择。
如果您对压力制动器铸币工艺或其他问题、详细产品信息或报价感兴趣,我们强烈建议您访问我们的 官方网站.
ADH 机床的专业团队 随时为您提供支持,确保您的项目顺利完成。
感谢您浏览此文,希望它能对您了解压力制动器的制造有所帮助,并引领您走上压力制动器应用的成功之路。




