I. Введение в штампы для листогибочных прессов
Определение и основная функция
Штампы листогибочного пресса - это функциональные штампы, состоящие из верхнего и нижнего штампов при гибке листового металла на листогибочном прессе.
Листогибочные прессы в основном используются для контроля и направления металлического листа, изгибаемого под давлением листогибочного пресса до определенной формы.
Компоненты штампов листогибочных машин
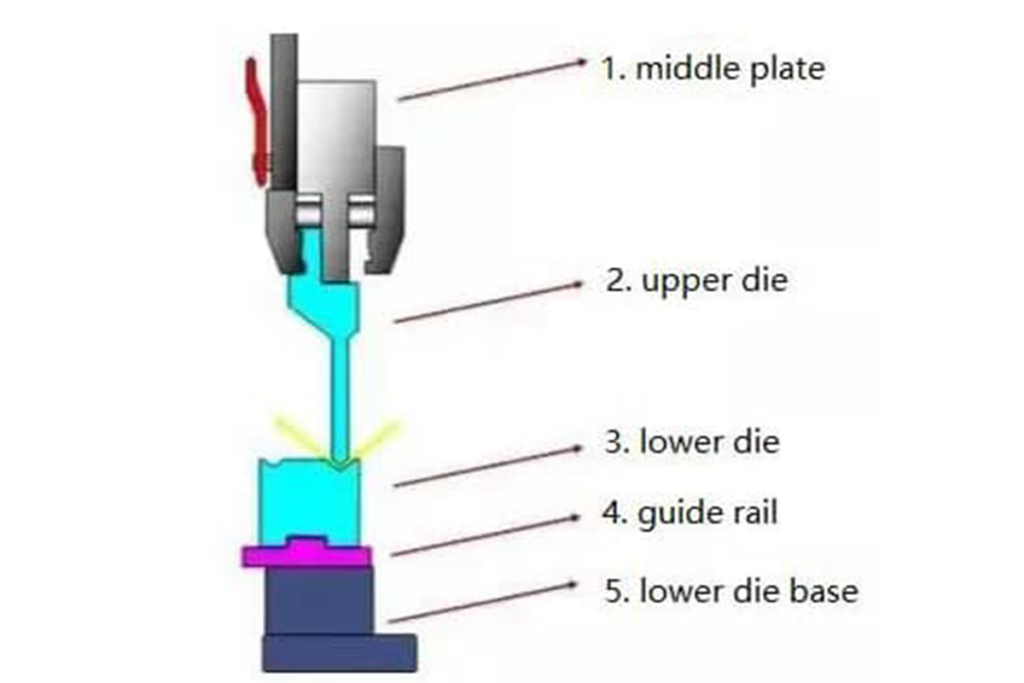
Листогибочные прессы состоят в основном из верхнего штампа, нижнего штампа, направляющей и основания нижнего штампа.
Верхняя матрица закрепляется на верхней части листогибочный пресс и может быть совмещен с нижним штампом, образуя верхнюю обечайку для гибки металлического листа. В процессе гибки верхний штамп прижимает металлический лист к нижнему штампу и таким образом достигается результат гибки.
Нижний штамп устанавливается на основание нижнего штампа, который непосредственно контактирует с металлическим листом и помогает формировать перспективу. Обычно он имеет паз или V-образную канавку. В соответствии с этой конструкцией металлический лист может быть согнут.
Направляющая шина устанавливается между двумя штампами и используется для направления и поддержания положения металлического листа. Убедитесь в правильном выравнивании верхнего и нижнего штампов, а также в стабильной и корректной работе штампа.
Основание нижнего штампа используется для фиксации нижнего штампа и позиционирования его местоположения при работе. Являясь опорной конструкцией нижнего штампа, основание обеспечивает стабильность в процессе гибки.
Универсальность и производство
Штампы листогибочного пресса могут иметь различные формы и сложность в соответствии с различными формами изделий. Он может обрабатывать оригинальные детали штампа для придания им формы путем резки и электроэрозионной обработки.
Листогибочные штампы отличаются высокой сложностью конструкции, длительным сроком службы и высокой адгезией.
При этом выбор и обработка материала имеют большое значение, так как напрямую влияют на работу штампа и срок его службы.
Различные производственные потребности могут быть обеспечены за счет изменения формы, размеров и материала штампа.
II. Типы штампов для листогибочных станков
Распространенные штампы для листогибочных машин
V-образный штамп: эта форма штампа похожа на букву V и используется для формирования v-образного изгиба на металлическом листе.
U-образный штамп: эта форма штампа похожа на букву U и используется в основном для формирования U-образного изгиба металлического листа.
Z-образный штамп: эта форма штампа напоминает алфавит Z и в основном используется для формирования Z-образного изгиба на металлическом листе.
Классификация штампов для листогибочных машин
Пуансон листогибочного пресса: эта деталь устанавливается на верхней части листогибочного пресса, используется для давления вниз и может быть совмещена с нижним штампом для формирования гиба.
Листогибочный пресс: эта деталь обычно находится в нижней части листогибочного пресса, что соответствует верхнему штампу, и обеспечивает поддержку и придание формы металлическому листу.
Сегментные штампы и их стандартная длина
В соответствии с требованиями спецификации изделия штамп может быть разделен на несколько независимых сегментов со стандартной длиной, например, стандартные длины 450 мм и 600 мм.
Это увеличивает диапазон применения и возможность многократного использования.

III. Материалы, используемые в штампах для листогибочных станков
Для изготовления листогибочного инструмента используется множество материалов, в том числе сталь, сплавы, полимерные материалы.
В настоящее время наиболее популярным материалом для штампов листогибочных машин является сталь, например, сталь T8, сталь T10, 42CrMo и Cr12MoV.
Низколегированная инструментальная сталь
Этот вид стали содержит другие легирующие элементы в определенной пропорции, такие как молибден, ванадий, марганец и кремний, которые могут усиливать твердость, прочность, вязкость и износостойкость стали, например, сталь CrWMn, сталь 9Mn2V, 7CrSiMnMoV, 6CrNiSiMnMoV и др.
42CrMo - это высокоинтенсивная легированная сталь, которая после закалки и отпуска может демонстрировать высокую прочность и вязкость.
Он может работать при криогенных температурах до -500°С.
Углеродистая инструментальная сталь
Например, стали Т8А и Т10А, отличающиеся высоким содержанием углерода и простыми компонентами.
Благодаря хорошим механическим свойствам и экономичности этот вид стали обычно используется при изготовлении штампов для листогибочных машин.
Однако она плохо поддается закалке, и при термообработке появляется красная твердость и явная деформация.
Кроме того, он обладает низкой несущей способностью и обычно используется в общем ручном инструменте и при изготовлении штампов.
Высокоуглеродистая высокохромистая инструментальная сталь
К числу распространенных высокоуглеродистых хромистых инструментальных сталей относятся Cr12, Cr12MoV и Cr12MoV1, которые содержат большое количество углерода и хрома.
Этот тип стали обычно отличается более высокими интенсивностью, прокаливаемостью, вязкостью и износостойкостью, что позволяет использовать его в областях с высокой интенсивностью и высокой износостойкостью.
В процессе термообработки она становится меньше, что делает сталь высокоизносостойкой.
А по несущей способности она уступает только быстрорежущей стали.
Однако, поскольку сегрегация карбидов очевидна, для снижения карбидной неоднородности и улучшения эксплуатационных характеристик этой стали требуется осевая правка и радиальная вытяжка.
Высокоуглеродистая среднехромистая инструментальная сталь
В состав стали этого типа обычно входят Cr4W2MoV,Cr6W,Cr5MoV.
Эти материалы отличаются низким содержанием хрома, малым количеством эвтектических карбидов, равномерным распределением карбидов, малой деформацией при термообработке, хорошей прокаливаемостью и стабильностью размеров.
По сравнению с высокоуглеродистой хромистой эта сталь отличается меньшей сегрегацией карбидов и обладает лучшими свойствами.
Быстрорежущая сталь
Быстрорежущая сталь обычно используется в производстве листогибочных прессов благодаря своей высокой интенсивности, износостойкости и прочности на сжатие.
Кроме того, он отличается высокой несущей способностью.
Обычно для этого используются W18Cr4V, W6Mo5 и Cr4V2, которые восстанавливаются до вольфрама, а для повышения стойкости выпускается быстрорежущая сталь типа 6W6Mo5 и Cr4v.
Для улучшения распределения карбида быстрорежущая сталь нуждается в ковке.
Основная сталь
Основная сталь производится путем добавления небольшого количества других элементов в быстрорежущую сталь и корректировки содержания углерода для улучшения ее свойств.
По сравнению с быстрорежущей сталью этот метод позволяет улучшить такие свойства, как повышенная абразивность, твердость и вязкость.
Она более экономична, чем быстрорежущая сталь.
Обычно используются: 6Cr4W3Mo2VNb, 7Cr7Mo2V2Si и 5Cr4Mo3SiMnVAL.
Твердый сплав
Этот сплав состоит из карбида вольфрама и кобальта, обладает твердостью и износостойкостью, подходит для длительной, высокочастотной и высокоточной гибки.
Хотя их стоимость несколько высока, длительный срок службы и высокая эффективность позволяют компенсировать это.
Сталь в сочетании с твердым сплавом
Этот вид сплава представляет собой новый материал, сочетающий в себе твердый сплав и сталь и обладающий одновременно высокой твердостью и абразивностью твердого сплава и вязкостью и обрабатываемостью стали.
Новый материал
Материал, из которого изготовлен штамп для листогибочного пресса, представляет собой разновидность штамповой стали для холодной обработки, которая отличается высокой плотностью, вязкостью и абразивностью.
В последние годы предпринимаются попытки использовать керамику для улучшения новых материалов, таких как сталь и суперкарбид.
Например, введение порошка карбида титана в стальные материалы, что позволяет получить мелкозернистый штамп.
IV. Стандарты штампов для листогибочных станков
Обычная штамповая сталь для листогибочных машин содержит хром и углерод. Эта сталь обладает хорошей твердостью и абразивностью, пригодна для процесса гибки.
Стандартные размеры и применение направляющих: направляющие с различными техническими характеристиками имеют различное применение при гибке материалов с различными углами и толщиной.
Стандартизация позволяет обеспечить взаимозаменяемость штампов.
Обработка пламенным закаливанием: материал штампа закаливается пламенем, благодаря чему штамп приобретает повышенную абразивность, что особенно важно при выполнении высокоинтенсивных гибочных работ.
Обработка поверхности штампа: тонкая полировка позволяет получить аккуратную, чистую и ровную поверхность штампа, что необходимо для снижения трения, продления срока службы штампа и улучшения качества поверхности гибочной заготовки.
Реконструкция штампов: старые штампы с высокой степенью абразивности подлежат переработке, например, ремонту канавок, восстановлению абразивных поверхностей, закалке в пламени, нанесению повторного покрытия, что позволяет вернуть штамп в хорошее рабочее состояние. Это позволяет продлить срок эксплуатации штампа и снизить стоимость его использования.
V. Физические свойства и методы закалки
Физические свойства
Эластичность штампа
Под упругостью штампа понимается физическое свойство, измеряющее степень деформации при прессовании материала.
Он показывает способность к восстановлению при воздействии на материал внешней силы.
Чем выше упругая матрица, тем тверже будет материал. Наоборот, чем выше, тем мягче.
Это крайне важно для проектирования конструкций, а также для обеспечения интенсивности и устойчивости в конструктивных приложениях.
Удельный вес и плотность
Удельный вес и плотность используются для описания связи между массой и объемом материала.
Удельный вес - это отношение плотности материала к плотности воды. Плотность - это масса, приходящаяся на единицу объема.
Эти два свойства важны для определения массы материала и области применения.
Коэффициент теплового расширения
Коэффициент теплового расширения характеризует степень изменения материала при изменении температуры.
Различные материалы имеют разные коэффициенты теплового расширения.
Это может привести к расширению и сжатию заготовки при изменении температуры.
Методы упрочнения
Ковка
Ковка - это процесс нагрева металла до определенной температуры и давления для изменения его формы и структуры.
Это позволяет повысить прочность и долговечность металла, а также улучшить зернистую структуру.
Нормализация, отжиг и снятие напряжений
Нормализация, отжиг и снятие напряжений - методы, изменяющие свойства металла путем управления процессом его нагрева и охлаждения.
Нормализация позволяет повысить твердость, а отжиг - уменьшить твердость металла и повысить вязкость.
Снятие напряжений уменьшает внутреннее напряжение материала путем термообработки для повышения его стабильности.
Гибка, закалка и отпуск
Эти методы используются для изменения прочности и долговечности металла.
При гибке металл нагревается до определенной температуры и быстро охлаждается для повышения его жесткости.
Отпуск - это повторный нагрев закаливаемого металла с последующим его охлаждением для снятия твердости и повышения вязкости.
VI. Вопросы и ответы
1. Закалены ли штампы листогибочных машин?
Да, штамп листогибочного пресса обычно закален, чтобы выдерживать высокое давление и трение в процессе гибки.
Процесс закалки включает в себя нагрев штампа до высокой температуры и последующее быстрое охлаждение для повышения его прочности и долговечности.
Прочность определяется материалом, который подвергается гибке, и типом используемого листогибочного пресса.
2. Какова твердость оснастки листогибочного пресса?
Твердость оснастки листогибочного пресса определяется ее материалом и процессом термообработки.
В качестве материала для оснастки листогибочных прессов обычно используются 42CrMo, T8, T10, 9SiCr.
Различные материалы и процесс термообработки обусловливают различную твердость оснастки.
Обычно диапазон твердости оснастки для листогибочного пресса находится в пределах от HRC45 до HRC 60.
Высокоинтенсивная оснастка лучше противостоит абразивному воздействию и продлевает срок службы, но при этом легче растрескивается.
Таким образом, при выборе твердости оснастки необходимо соизмерять фактический материал обработки и условия эксплуатации.
3. Какой материал лучше всего подходит для изготовления оснастки листогибочного пресса?
Лучшим материалом для изготовления оснастки листогибочного пресса является сталь.
Наиболее часто используются стали T8, T10, 42CrMo и Cr12MoV.
Эти материалы обладают высокой интенсивностью, что благоприятно сказывается на долговечности пуансона и позволяет избежать растрескивания пуансона из-за давления и чрезмерной твердости листа.
Однако твердость оснастки должна сочетаться с ее прочностью.
Если оснастка слишком твердая, она легче растрескивается и становится хрупкой.
VII. Заключение
В целом выбор правильного материала штампа имеет большое значение для повышения срока службы инструмента и качества формообразования.
Качественная матрица листогибочного пресса может значительно повысить точность гибки и уменьшить износ машины, что обеспечивает более длительный срок службы и высокую эффективность производства.
Станок ADH стремится предлагать клиентам высококачественные листогибочные прессы и принадлежности к ним и высоко ценится компаниями по всему миру.
Если у Вас возникли дополнительные потребности или вопросы по материалам для штампов листогибочных машин, Вы можете посетить страницу продукта нашей компании, где вас ждет еще больше профессиональных знаний и подробностей о продукции.
Давайте вместе работать над изменением ситуации в листогибочной промышленности!



