I. Introduction to Press Brake Dies
Definition and primary function
Press brake dies refer to the functional dies composed of the upper die and bottom die when the press brake bends the metal sheet.
Press brake dies are mainly used to control and guide the metal sheet to be bent to the specific shapes under the pressure of the press brake.
Components of press brake dies
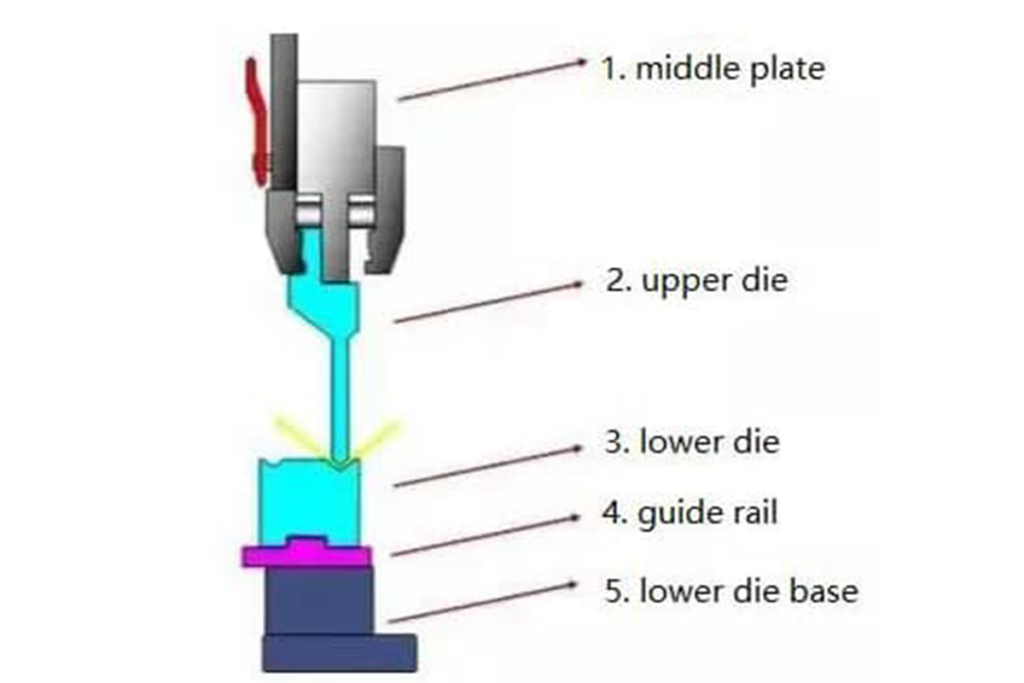
Press brake dies are mainly made up of the upper die, bottom die, guide rail, and bottom die base.
The upper die is fixed on the upper part of the press brake and can be matched with the bottom die to form an upper shell for bending the metal sheet. In the bending process, the upper die presses the metal sheet downward onto the bottom die, thus achieving the bending results.
The bottom die is installed on the bottom die base, which is directly in contact with the metal sheet, and helps form the outlook. It usually has a groove or V-shaped groove. The metal sheet can be bent based on this design.
The guide rail is installed between the two dies, and used to guide and keep the metal sheet position. Ensure the upper die and bottom die are in correct alignment, and ensure the die is working steadily and correctly.
The bottom die base is used to fix the bottom die, and position the location of the die when it works. As the supporting structure of the bottom dies, the base ensures stability during the bending process.
Versatility and manufacturing
The press brake dies can be customed into different kinds of patterns and complexity according to the different shapes of products. It can process die original parts to achieve die shaping via cutting, and EDM.
The press brake dies feature high intricacy, long lifespan, and strong adability.
During this process, choosing and handling the material is essential because it directly affects the die function and using lifespan.
Different production needs can be acquired through changing the shape, size, and material of the die.
II. Types of Press Brake Dies
Commonly used press brake dies
V-shaped die: this shape of die is similar to the alphabet V, and is used to form a v-shaped bending on the metal sheet.
U-shaped die: this die shape is similar to the alphabet U, and is mainly used to form U-shaped bending on the metal sheet.
Z-shaped die: this die shape is similar to the alphabet Z, and is mainly used to form Z-shaped bending on the metal sheet.
Classification of press brake dies
Press brake punch: this part is installed on the upper part of the press brake, used to press downward, and can be matched with the bottom die to form the bending.
Press brake die: this part is usually on the bottom of the press brake, which corresponds to the upper die, and offers support and shape for the metal sheet.
Segment dies and their standard lengths
According to the requirement of the product specification, the die can be divided into multiple independent die segments with standard lengths, such as common lengths 450 mm, and 600mm.
This increases the application range and reusability.

III. Materials Used in Press Brake Dies
There are many materials used for producing press brake tools, including steel, alloy materials, and polymer materials.
Currently, steel is the most popular material in press brake dies, such as T8 steel, T10 steel, 42CrMo, and Cr12MoV.
Low alloy tool steel
This kind of steel contains other alloy elements at a certain proportion, such as molybdenum, vanadium, manganese, and silicon, which can strengthen the hardness, strength, toughness, and wear resistance of steel, such as CrWMn steel, 9Mn2V steel, 7CrSiMnMoV, and 6CrNiSiMnMoV, etc.
42CrMo is a high-intensity alloy steel, which can display high strength and toughness after quenching and tempering.
It can be operated at cryogenic temperatures as low as -500°C.
Carbon tool steel
Like T8A and T10A steel, which feature high carbon and simple ingredients.
Because of its good mechanical properties and cost-effectiveness, this type of steel is usually used in press brake die manufacturing.
However, it is poor in hardenability and red hardness and apparent deformation will appear during heat treatment.
Besides, it has low bearing capacity, usually used in general hand tools and dies manufacturing.
High carbon high chromium tool steel
Some common high-carbon chromium tool steel includes Cr12, Cr12MoV, and Cr12MoV1, which contain a high content of carbon and chromium.
This type of steel usually features higher intensity, hardenability, toughness, and wear resistance, suitable for applications with high intensity, and high wear resistance.
It will become smaller during the heat treatment, which makes it highly wear-resistant steel.
And its bearing capacity is second only to high-speed steel.
However, because the carbide segregation is obvious, this steel needs axial upsetting and radial drawing to reduce the carbide heterogeneity and improve its performance.
High carbon medium chromium tool steel
This type of steel usually contains Cr4W2MoV、Cr6W、Cr5MoV.
These materials feature low chromium, little eutectic carbides, uniform carbide distribution, small heat treatment deformation, good hardenability, and dimensional stability.
Compared with high carbon chromium, this steel features apparent carbide segregation and has better properties.
High-speed steel
High-speed steel is usually used in press brake production because of its high intensity, wear resistance, and compressive strength.
It also features a high bearing capacity.
It usually uses W18Cr4V, W6Mo5, and Cr4V2, which are reduced to tungsten, and high-speed steel is produced for improving resilience like 6W6Mo5 and Cr4v.
In order to improve the distribution of carbide, high-speed steel needs forging.
Basic steel
Basic steel is produced by adding a small amount of other elements in high-speed steel and adjusting the carbon content to enhance its properties.
Compared with high-speed steel, this method improves the properties, such as higher abrasiveness, solidness, and toughness.
It is more cost-effective than high-speed steel.
These are commonly used: 6Cr4W3Mo2VNb, 7Cr7Mo2V2Si, and 5Cr4Mo3SiMnVAL.
Hard alloy
This alloy is composed of tungsten carbide and cobalt, which is hard and wear-resistant, suitable for long-time, high-frequency, and high-precision bending tasks.
Although the cost is a little high, its long lifespan and high efficiency can make up for this.
Steel combined with carbide
This kind of alloy is a new material that combines carbide and steel together and features high hardness and abrasiveness of carbide, and toughness and workability of steel simultaneously.
New material
What material press brake die required is a type of cold working die steel, which mainly features high density, toughness, and abrasiveness.
In recent years, people have tried to use ceramics to enhance new materials, like steel and super carbide.
For example, introduce the titanium carbide powder into steel materials, thus achieving fine-grained die.
IV. Press Brake Die Standards
The common press brake die steel contains chromium and carbon. This steel features good solidness and abrasiveness, suitable for the bending process.
Standard guide rail size and application: the guide rail with different specifications has different applications when bending materials with different angles and thickness.
Standardization can ensure the die’s interchangeability.
Flame quenching treatment: quenches the die material via flame quenching, which makes the die obtain better abrasiveness, especially very pivotal for high-tensity bending tasks.
Die surface treatment: fine polishing operation can ensure a tidy, clean, and flat die surface, which is essential for reducing friction, prolonging the die lifespan, and improving the surface quality of the bending workpiece.
Die renovation: the old dies with heavy abrasiveness should be reprocessed, such as repairing grooves, repairing abrasive surfaces, flaming quenching, and recoating, making the die return to its good working state. This can prolong the use period of the die, and decrease the use cost of the die.
V. Physical Properties and Hardening Techniques
Physical properties
Die elasticity
Die elasticity refers to a physical property that measures the deformation degree when the material is being pressed.
It indicates the recovery ability when the material is worked by an external force.
The higher the elastic die, the harder the material will be. On the contrary, the softer.
This is vital for structure design and intensity and stability in structural applications.
Specific gravity and density
Specific gravity and density are used to describe the connection between the material weight and volume.
Specific gravity is the ratio of the density of a material to the density of water. Density is the mass per unit volume.
These two properties are meaningful for identifying the weight of material and applications.
Thermal expansion coefficient
The thermal expansion coefficient describes the varying degree of the material when the temperature changes.
Different materials have different thermal expansion coefficients.
This could cause the expansion and shrink of the workpiece when the temperature changes.
Hardening techniques
Forging
Forging is a process of heating the metal to some temperature and exerting pressure to change its shape and structure.
This can strengthen the strength and durability of the metal and also can improve the grain structure.
Normalizing, annealing, and stress relieving
Normalizing, annealing, and stress relieving a methods that change the metal’s properties by controlling its heat and cold process.
Normalizing can enhance the solidness, and annealing can relieve the hardness of the metal and improve the toughness.
Stress relieving decreases the interior stress of the material via heat treatment to improve its stability.
Bending, quenching, and tempering
These techniques are used to change the metal's solidness and durability.
Bending heats the metal to some temperature and cools it quickly to enhance its rigidness.
Tempering is to reheat the metal being quenched, then cool it to relieve the solidness and improve the toughness.
VI. FAQs
1. Are press brake dies hardened?
Yes, the press brake die is usually hardened to bear the high pressure and friction during the bending process.
The hardening process includes heating the die to a high temperature and then cooling it quickly to improve its strength and durability.
The strength is determined by the materials being bent and the press brake types being used.
2. What is the hardness of press brake tooling?
The press brake tooling’s hardness is determined by its material and heat treatment process.
The commonly use material of press brake tooling is 42CrMo, T8, T10, 9SiCr.
Different materials and heat treatment process makes the tooling have different hardness.
Usually, the hardness range of press brake tooling is between HRC45 and HRC 60.
The high-intensity tooling can better withstand the abrasiveness and prolong the user lifespan, but also easier to crack.
Thus, it is necessary to balance the actual processing material and using conditions when choosing the hardness of tooling.
3. What is the best material for press brake tooling?
The best material for press brake tooling is steel.
The most commonly used steel is T8 steel, T10 steel, 42CrMo, and Cr12MoV.
These materials have high intensity, which is beneficial to ensure the durability of the punch and can avoid punch cracking because of the pressure and overhardness of the sheet.
However, the hardness of the tooling should be matched with its toughness.
If the tooling is too hard, it will be easier to crack and become brittle.
VII. Conclusion
In all, choosing the correct die material is essential for improving the tool's lifespan and forming quality.
A quality press brake die can greatly strengthen the bending accuracy, and reduce the wear of the machine, thus bringing a longer lifespan and the best production effectiveness.
ADH machine tool has been endeavoring to offer high-quality press brakes and accessories for customers and is deeply appreciated by companies all over the world.
If you have further needs or questions about press brake die materials, you could visit the product page of our company, where there are more professional knowledge and product details waiting for you to explore.
Let’s work together to change the press brake industry!



