I. Introduction aux matrices de presses plieuses
Définition et fonction première
Les matrices de presse plieuse désignent les matrices fonctionnelles composées de la matrice supérieure et de la matrice inférieure lorsque la presse plieuse plie la feuille de métal.
Les matrices pour presses plieuses sont principalement utilisées pour contrôler et guider la tôle qui doit être pliée pour obtenir des formes spécifiques sous la pression de la presse plieuse.
Composants des matrices de presses plieuses
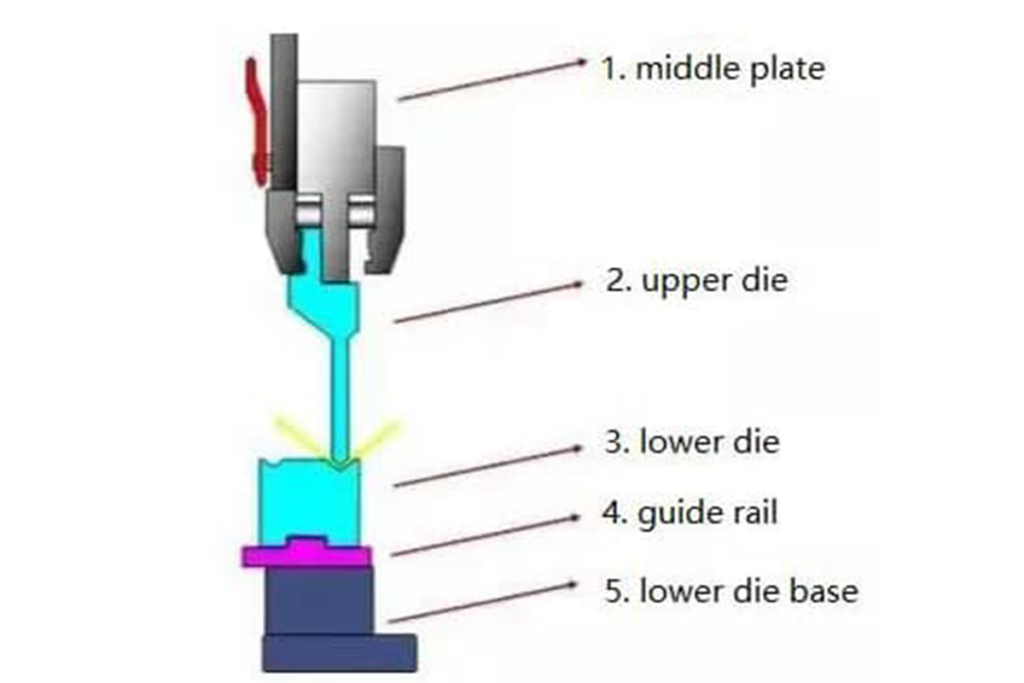
Les matrices de presse plieuse sont principalement composées d'une matrice supérieure, d'une matrice inférieure, d'un rail de guidage et d'une base de matrice inférieure.
La matrice supérieure est fixée sur la partie supérieure du presse plieuse et peut être associée à la matrice inférieure pour former une coquille supérieure permettant de plier la tôle. Lors du processus de pliage, la matrice supérieure presse la tôle vers le bas sur la matrice inférieure, ce qui permet d'obtenir les résultats du pliage.
La matrice de fond est installée sur la base de la matrice de fond, qui est directement en contact avec la tôle, et aide à former les perspectives. Elle est généralement dotée d'une rainure ou d'une rainure en forme de V. La tôle peut être pliée en fonction de cette conception. La tôle peut être pliée en fonction de cette conception.
Le rail de guidage est installé entre les deux matrices et sert à guider et à maintenir la position de la tôle. Assurez-vous que la matrice supérieure et la matrice inférieure sont correctement alignées et que la matrice fonctionne régulièrement et correctement.
La base du moule inférieur est utilisée pour fixer le moule inférieur et positionner l'emplacement du moule lorsqu'il fonctionne. En tant que structure de soutien des matrices de fond, la base assure la stabilité pendant le processus de pliage.
Polyvalence et fabrication
Les matrices de la presse plieuse peuvent être personnalisées en différents types de modèles et de complexité en fonction des différentes formes de produits. Elle peut traiter les pièces originales des matrices pour les façonner par découpage et par électroérosion.
Les matrices de presse plieuse se caractérisent par leur grande complexité, leur longue durée de vie et leur forte adaptabilité.
Au cours de ce processus, le choix et la manipulation du matériau sont essentiels car ils ont une incidence directe sur la fonction de l'outil et sa durée de vie.
Il est possible de répondre à des besoins de production différents en modifiant la forme, la taille et le matériau de la matrice.
II. Types de matrices de presse plieuse
Matrices de presse plieuse couramment utilisées
Filière en V : cette forme de filière est similaire à l'alphabet V, et est utilisée pour former un pliage en V sur la tôle.
Matrice en forme de U : cette forme de matrice est similaire à l'alphabet U et est principalement utilisée pour former des courbes en forme de U sur la tôle.
Matrice en Z : cette forme de matrice est similaire à l'alphabet Z et est principalement utilisée pour former des courbes en Z sur la tôle.
Classification des matrices de presse plieuse
Poinçon de presse plieuse : cette pièce est installée sur la partie supérieure de la presse plieuse, utilisée pour presser vers le bas, et peut être associée à la matrice inférieure pour former le pliage.
Matrice de presse plieuse : cette pièce se trouve généralement au bas de la presse plieuse, qui correspond à la matrice supérieure, et offre un support et une forme à la tôle.
Les matrices de segment et leurs longueurs standard
Selon les exigences de la spécification du produit, la filière peut être divisée en plusieurs segments indépendants de longueur standard, tels que les longueurs courantes de 450 mm et 600 mm.
Cela permet d'élargir le champ d'application et d'augmenter les possibilités de réutilisation.

III. Matériaux utilisés dans les matrices de presses plieuses
De nombreux matériaux sont utilisés pour la fabrication des outils de presse plieuse, notamment l'acier, les alliages et les matériaux polymères.
Actuellement, l'acier est le matériau le plus populaire pour les matrices de presse plieuse, comme l'acier T8, l'acier T10, le 42CrMo et le Cr12MoV.
Acier à outils faiblement allié
Ce type d'acier contient d'autres éléments d'alliage dans une certaine proportion, tels que le molybdène, le vanadium, le manganèse et le silicium, qui peuvent renforcer la dureté, la résistance, la ténacité et la résistance à l'usure de l'acier, comme l'acier CrWMn, l'acier 9Mn2V, 7CrSiMnMoV, et 6CrNiSiMnMoV, etc.
Le 42CrMo est un acier allié de haute intensité, qui peut présenter une résistance et une ténacité élevées après la trempe et le revenu.
Il peut être utilisé à des températures cryogéniques aussi basses que -500°C.
Acier à outils au carbone
Comme les aciers T8A et T10A, qui se caractérisent par une teneur élevée en carbone et des ingrédients simples.
En raison de ses bonnes propriétés mécaniques et de sa rentabilité, ce type d'acier est généralement utilisé dans la fabrication de matrices pour presses plieuses.
Cependant, il est peu trempable et une dureté rouge et une déformation apparente apparaîtront pendant le traitement thermique.
En outre, il a une faible capacité de charge et est généralement utilisé pour les outils à main généraux et la fabrication de matrices.
Acier à outils à haute teneur en carbone et en chrome
Parmi les aciers à outils courants à forte teneur en carbone et en chrome, on trouve le Cr12, le Cr12MoV et le Cr12MoV1, qui contiennent une forte teneur en carbone et en chrome.
Ce type d'acier se caractérise généralement par une intensité, une trempabilité, une ténacité et une résistance à l'usure plus élevées. Il convient aux applications à haute intensité et à haute résistance à l'usure.
Il se réduit au cours du traitement thermique, ce qui en fait un acier très résistant à l'usure.
De plus, sa capacité de charge est la plus élevée après celle de l'acier rapide.
Cependant, comme la ségrégation du carbure est évidente, cet acier a besoin d'un refoulement axial et d'un étirage radial pour réduire l'hétérogénéité du carbure et améliorer ses performances.
Acier à outils à haute teneur en carbone et à teneur moyenne en chrome
Ce type d'acier contient généralement du Cr4W2MoV、Cr6W、Cr5MoV.
Ces matériaux se caractérisent par une faible teneur en chrome, peu de carbures eutectiques, une distribution uniforme des carbures, une faible déformation due au traitement thermique, une bonne trempabilité et une stabilité dimensionnelle.
Comparé au chrome à haute teneur en carbone, cet acier se caractérise par une ségrégation apparente du carbure et présente de meilleures propriétés.
Acier rapide
L'acier rapide est généralement utilisé dans la production de presses plieuses en raison de sa haute intensité, de sa résistance à l'usure et de sa résistance à la compression.
Il se caractérise également par une capacité de charge élevée.
Il utilise généralement W18Cr4V, W6Mo5 et Cr4V2, qui sont réduits au tungstène, et l'acier rapide est produit pour améliorer la résilience comme 6W6Mo5 et Cr4v.
Afin d'améliorer la distribution du carbure, l'acier rapide doit être forgé.
Acier de base
L'acier de base est produit en ajoutant une petite quantité d'autres éléments à l'acier rapide et en ajustant la teneur en carbone pour améliorer ses propriétés.
Par rapport à l'acier rapide, cette méthode améliore les propriétés, telles qu'une abrasivité, une solidité et une ténacité plus élevées.
Il est plus rentable que l'acier rapide.
Ceux-ci sont couramment utilisés : 6Cr4W3Mo2VNb, 7Cr7Mo2V2Si et 5Cr4Mo3SiMnVAL.
Alliage dur
Cet alliage est composé de carbure de tungstène et de cobalt. Il est dur et résistant à l'usure et convient aux tâches de pliage de longue durée, à haute fréquence et de haute précision.
Bien que son coût soit un peu élevé, sa longue durée de vie et son efficacité élevée peuvent compenser.
Acier combiné au carbure
Ce type d'alliage est un nouveau matériau qui combine le carbure et l'acier et présente simultanément la dureté et l'abrasivité élevées du carbure, ainsi que la ténacité et la maniabilité de l'acier.
Nouveau matériel
Le matériau requis pour les matrices de presse plieuse est un type d'acier pour matrices de travail à froid, qui se caractérise principalement par sa haute densité, sa ténacité et sa capacité d'abrasion.
Ces dernières années, on a essayé d'utiliser les céramiques pour améliorer de nouveaux matériaux, comme l'acier et le supercarbure.
Par exemple, la poudre de carbure de titane est introduite dans les matériaux en acier, ce qui permet d'obtenir une matrice à grain fin.
IV. Normes relatives aux matrices de presse plieuse
L'acier commun pour matrices de presses plieuses contient du chrome et du carbone. Cet acier se caractérise par une bonne solidité et une bonne abrasivité, ce qui le rend adapté au processus de pliage.
Taille et application du rail de guidage standard : le rail de guidage avec différentes spécifications a différentes applications lors du cintrage de matériaux avec différents angles et épaisseurs.
La normalisation peut garantir l'interchangeabilité de la matrice.
Traitement de trempe à la flamme : trempe du matériau de la matrice par trempe à la flamme, ce qui permet à la matrice d'obtenir une meilleure abrasivité, particulièrement cruciale pour les tâches de pliage à haute intensité.
Traitement de la surface de la matrice : un polissage fin permet d'obtenir une surface de matrice propre, nette et plane, ce qui est essentiel pour réduire les frottements, prolonger la durée de vie de la matrice et améliorer la qualité de la surface de la pièce à plier.
Rénovation des matrices : les vieilles matrices très abrasives doivent être retraitées, par exemple en réparant les rainures et les surfaces abrasives, en procédant à une trempe à la flamme et à un nouveau revêtement, de manière à ce que la matrice retrouve son bon état de fonctionnement. Cela permet de prolonger la durée d'utilisation de la filière et de réduire le coût d'utilisation de la filière.
V. Propriétés physiques et techniques de trempe
Propriétés physiques
Élasticité de la matrice
L'élasticité d'une matrice est une propriété physique qui mesure le degré de déformation lorsque le matériau est pressé.
Il indique la capacité de récupération lorsque le matériau est soumis à une force extérieure.
Plus la matrice élastique est élevée, plus le matériau sera dur. Au contraire, plus elle est souple.
Ceci est vital pour la conception et l'intensité de la structure et la stabilité dans les applications structurelles.
Gravité spécifique et densité
La gravité spécifique et la densité sont utilisées pour décrire le lien entre le poids et le volume d'un matériau.
La gravité spécifique est le rapport entre la densité d'un matériau et la densité de l'eau. La densité est la masse par unité de volume.
Ces deux propriétés sont utiles pour identifier le poids des matériaux et des applications.
Coefficient de dilatation thermique
Le coefficient de dilatation thermique décrit le degré de variation du matériau lorsque la température change.
Les coefficients de dilatation thermique varient d'un matériau à l'autre.
Cela peut entraîner une dilatation et un rétrécissement de la pièce en cas de changement de température.
Techniques de durcissement
Forgeage
Le forgeage est un processus qui consiste à chauffer le métal à une certaine température et à exercer une pression pour modifier sa forme et sa structure.
Cela permet de renforcer la résistance et la durabilité du métal et d'améliorer la structure du grain.
Normalisation, recuit et détensionnement
La normalisation, le recuit et le détensionnement sont des méthodes qui modifient les propriétés du métal en contrôlant son processus thermique et froid.
La normalisation peut améliorer la solidité, et le recuit peut réduire la dureté du métal et améliorer la ténacité.
La détente diminue la contrainte intérieure du matériau par le biais d'un traitement thermique afin d'améliorer sa stabilité.
Pliage, trempe et revenu
Ces techniques sont utilisées pour modifier la solidité et la durabilité du métal.
Le cintrage chauffe le métal à une certaine température et le refroidit rapidement pour renforcer sa rigidité.
Le revenu consiste à réchauffer le métal trempé, puis à le refroidir afin de le rendre moins solide et d'améliorer sa ténacité.
VI. Foire aux questions (FAQ)
1. Les matrices des presses plieuses sont-elles trempées ?
Oui, la matrice de la presse plieuse est généralement durcie pour supporter la pression et la friction élevées pendant le processus de pliage.
Le processus de trempe consiste à chauffer la matrice à une température élevée, puis à la refroidir rapidement afin d'améliorer sa résistance et sa durabilité.
La résistance est déterminée par les matériaux pliés et les types de presses plieuses utilisés.
2. Quelle est la dureté de l'outillage de presse-plieuse ?
La dureté de l'outillage de la presse plieuse est déterminée par le matériau et le processus de traitement thermique.
Les matériaux couramment utilisés pour l'outillage des presses plieuses sont 42CrMo, T8, T10, 9SiCr.
La dureté de l'outillage varie en fonction des matériaux et du processus de traitement thermique.
En général, la dureté de l'outillage de presse plieuse se situe entre HRC45 et HRC60.
L'outillage à haute intensité peut mieux résister à l'abrasion et prolonger la durée de vie de l'utilisateur, mais il est aussi plus facile à fissurer.
Il est donc nécessaire d'équilibrer le matériau de traitement et les conditions d'utilisation lors du choix de la dureté de l'outillage.
3. Quel est le meilleur matériau pour l'outillage de presse-plieuse ?
L'acier est le meilleur matériau pour l'outillage des presses plieuses.
L'acier le plus couramment utilisé est l'acier T8, l'acier T10, le 42CrMo et le Cr12MoV.
Ces matériaux ont une intensité élevée, ce qui permet d'assurer la durabilité du poinçon et d'éviter les fissures dues à la pression et à la dureté excessive de la tôle.
Toutefois, la dureté de l'outillage doit être adaptée à sa ténacité.
Si l'outillage est trop dur, il se fissurera plus facilement et deviendra cassant.
VII. Conclusion
Dans l'ensemble, le choix du matériau de la matrice est essentiel pour améliorer la durée de vie de l'outil et la qualité du formage.
Une matrice de presse plieuse de qualité peut améliorer considérablement la précision du pliage et réduire l'usure de la machine, ce qui prolonge sa durée de vie et améliore l'efficacité de la production.
Machine-outil ADH s'efforce de proposer des presses plieuses et des accessoires de haute qualité à ses clients et est très appréciée par les entreprises du monde entier.
Si vous avez d'autres besoins ou questions concernant les matériaux pour matrices de presses plieuses, vous pouvez visiter la page du produit de notre entreprise, où vous trouverez davantage de connaissances professionnelles et de détails sur les produits, que vous pourrez explorer.
Travaillons ensemble pour changer l'industrie de la presse plieuse !



