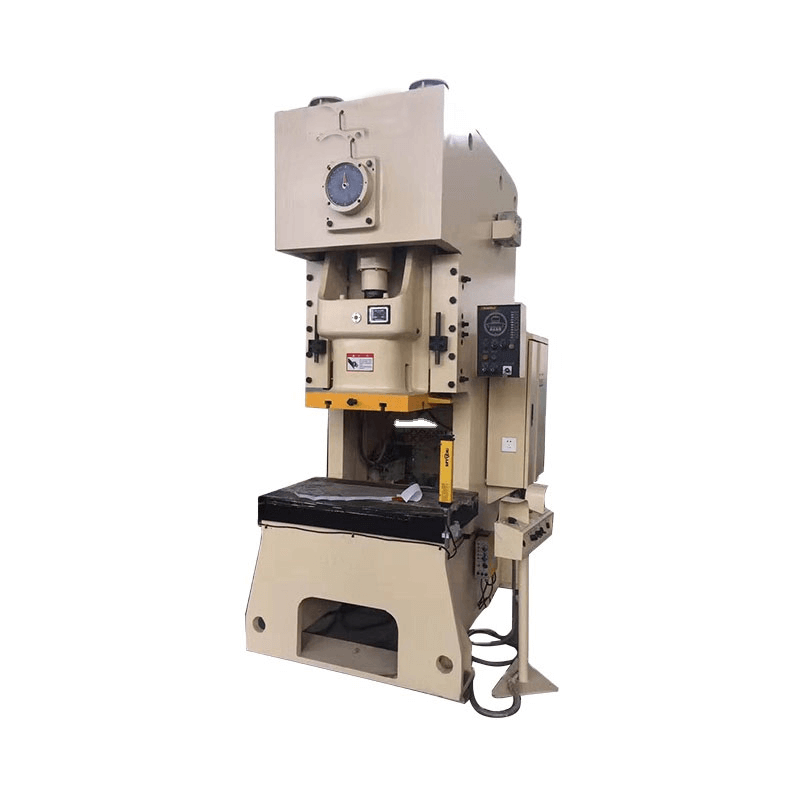
パンチプレスとは?
パンチングは、シートメタル製造に使われる数多くの成形工程のひとつである。
この工程では、ワークを金型に通してプレスし、その形状とサイズを変更する。
パンチングは主にシートメタル加工に使用され、パンチング、パーフォレート、ピアス、スロットなどのアクションを実行することができます。
小さなパンチは手動で操作できるが、大きなパンチは通常CNCで制御される。
小型パンチは、小型で均一な部品のバッチ生産に適しています。
大型パンチのダイサイズはより大きく複雑で、多くの場合、マルチステーション・タレットを備えている。
ラムがパンチを上下に動かし、ダイに押し込んで、パンチング、ミシン目、スロット加工を行う。
パンチプレスで加工できる材料には、冷間圧延鋼、アルミニウム、青銅などがある。
パンチプレスのフレームには、「ドア」フレームとも呼ばれるCフレームと、ガントリーフレームの2種類がある。
Cフレームパンチでは、油圧シリンダーがビーム上に配置され、ラムに接続されてラムを駆動します。Cフレームの底板はTボルトで金型支持をロックします。
パンチの上部と下部は、支柱とブッシュ・アセンブリによって接続されている。
ガントリーフレームでは、たわみや変形を防ぐため、オイルシリンダーが機械の中央に設置されている。
パンチプレスの部品
フレームと作業台
パンチプレスのフレームは、機械全体を支える外部構造である。
パンチプレスの制御装置と駆動装置が収納されている。
フレームの下にあるワークテーブルは、ダイとワークを固定するためのベースとなる。
ワークテーブルの大きさによって、加工できるワークの最大サイズが決まる。
フレームの上部に位置するビームは、油圧システムなどの駆動装置を収納する。
ラム
ラムはパンチプレスの部品で、パンチを駆動し、圧力をかけてワークを加工する。
パワーシステムに接続されており、上下運動は一定のストロークと強さに制限されている。
ストロークはラムの上下運動を指し、速度は必要に応じて調整できる。
コネクティングロッド
コネクティングロッドは、ラムとクランクシャフトをつなぐ部品である。ラムからパンチへの動力伝達に重要な役割を果たす。
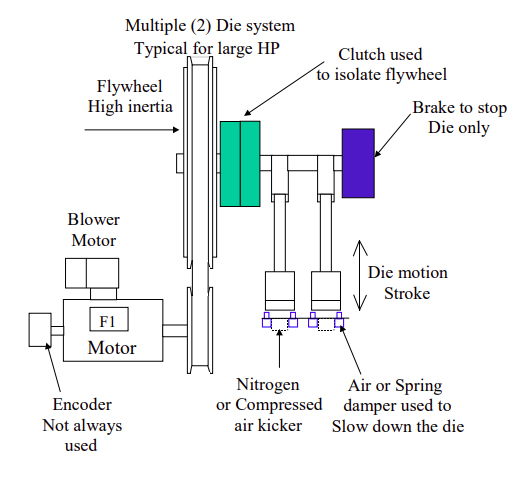
フライホイール
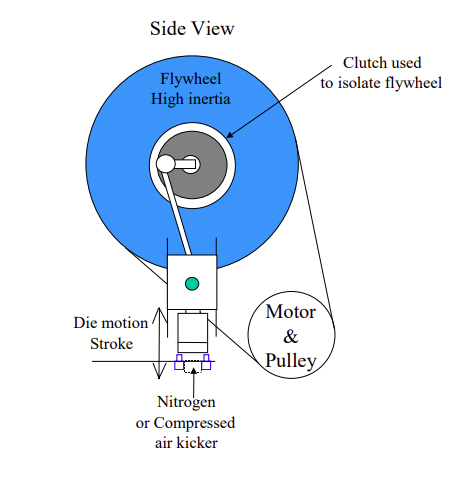
フライホイールは、駆動モーターから供給されるエネルギーを蓄えるために利用される高慣性回転体である。
ラムの安定したスピードを維持するためのエネルギーを蓄える。
フライホイールは、パンチングサイクル中の速度の急激な変化を防ぎます。
パンチングサイクルの非作業時に、モーターはパンチング中に放出されたエネルギーをフライホイールに充電する。
駆動・制御機構
クランクシャフトと偏心機構は、ラムを駆動するためにモーターによって動かされる。
制御機構は、ラムのストロークの長さとパワーを調整するために利用される。
今日では、自動制御技術の進歩により、ラムのストロークをより正確に制御できるようになった。
パンチとダイ
パンチはパンチプレスの重要な部品であり、主にダイを通してワークを加工する。
金型は主にワークピースの切断、打ち抜き、穴あけ、成形に使用される。
工具の組み合わせ一式には、上型と下型の両方が含まれる。
被加工物を下型に置き、パンチを押し込んで被加工物に穴を開ける。
ブレーキ
プレス機械のブレーキシステムは、その安全な操作のために極めて重要である。
ドライブシャフトをフライホイールから切り離し、マシンを効果的に停止させる。
また、マシンの根元には非常ブレーキがあり、素早く電源を切ることができる。
パンチプレスの特徴
クランクシャフト、ギア、トランスミッションシャフトなど、プレスマシンの構成部品は、研削後に焼き入れと熱処理が施され、高い耐摩耗性を実現している。
これにより、マシンの性能の安定性と操作の正確性が向上する。
マシンのフレームは鋼板を使って溶接されており、高い剛性と精度を備えている。
熱処理を経たフレームは安定し、各構成部品に均一な荷重が分散され、バランスの取れた剛性を持つ。
について プレスブレーキ は高感度で、二重電磁制御バルブと過負荷保護装置を備えている。
これにより、ラムとパンチが正確かつ安全に移動・停止できるようになる。
自動供給システムにより、完全自動生産が可能になり、効率が向上し、コストが削減される。
エラー検出装置、プレカット装置、プレブレーキング装置を備え、高精度と利便性を備えたラムの迅速で安全な手動および電気調整を可能にします。
パンチプレスの仕組み

パンチプレスはモーターを動力源とし、その作動はフライホイールを駆動するメインモーターによって行われる。
コネクティングロッドとクラッチはクランクシャフトに取り付けられ、フライホイールの動きがクランクシャフトを駆動する。
この結果、駆動システム全体がラムを上下に動かし、回転運動を直線運動に変換する。
パンチはラムに取り付けられ、ダイはベースに取り付けられる。
動作中、パンチは垂直下方に移動し、材料に穴を開け、下型に入る。
出来上がったブランクは、ワークピースのさらなる加工に使用される。
CNCパンチプレスは、コンピュータによって制御され、主にパンチングプロセスを制御するために使用される。
結論
この記事では、パンチプレスの定義、構成、特徴、作動原理について説明した。
ここまでで、パンチプレスとそのさまざまな構成部品について、十分ご理解いただけたはずです。
パンチプレスやその他の機械に関する追加情報が必要な場合は、ご遠慮なくお問い合わせください。
よくあるご質問
パンチプレスの用途
パンチプレスは、効率を高め、エネルギーを節約し、コストを削減することができ、熟練したオペレーターを必要としない。
パンチプレスは、ブランキング、スタンピング、深絞り、トリミング、ファインブランキング、リベッティング、押し出しなど、さまざまな金型と技術によってさまざまなワークを加工することができる。
パンチプレスで製造されたワークは、航空機、船舶、コンピューターケース、キャビネット、ソケットなど、さまざまな製品に使用されている。
メカニカル・パンチ・プレスとは?
機械式パンチプレスは、ブレーキとクラッチのシステムによって、フル・ロータリーとパーシャル・ロータリーの2種類に分類される。
全回転パンチプレスはクランクシャフトがフル回転するため、いつ機械が止まるかわからない危険なものだ。
一方、部分ロータリーパンチプレスにはロータリークラッチとブレーキが装備されており、機械を安全に停止させることができる。
油圧パンチプレスとは?
油圧パンチプレスは、金属に大きな圧力をかける油圧シリンダーから発生する力を利用して作動する。
油圧パンチプレスのストロークは、フィードバックバルブによって調整され、ラムの移動精度が向上し、パンチング精度が向上します。



