I.はじめに
A プレスブレーキ は、鋼板、アルミニウム、銅板など、さまざまな材料を曲げるために使用される一般的な工業生産ツールである。
プレスブレーキの知識と技術は、製造現場でプレスブレーキを使用するために最も重要な基礎です。
Kファクター、曲げ許容量、曲げ控除を含むこの情報を、私のパッセージがお見せします。
Kファクターは曲げ半径ファクターとも呼ばれ、曲げ加工中に外面が伸び、内面が圧縮される材料の傾向を示す。
Kファクターの適切な計算は、中立軸の位置を決定し、割れやしわのような潜在的な欠陥を最小限に抑えるために重要である。
曲げ代とは、曲げ半径に対応するために必要な追加材料のことで、材料が過度に伸びたり圧縮されたりするのを防ぐ。
曲げ代を正確に計算することは、最終的な部品の寸法を設計仕様に合致させるために不可欠です。
一方、曲げ減点は、材料のスプリングバック効果を補正するもので、曲げられた部品は、曲げ力が取り除かれた後、部分的に曲がらなくなる傾向がある。
目的の曲げ角度を達成し、寸法精度を維持するためには、曲げ控除を考慮することが不可欠です。
これらの重要な要素を理解し、適切に適用することで、曲げ工程を最適化し、材料の無駄を最小限に抑え、最も厳しい要件を満たす高品質の曲げ部品を一貫して生産することができます。
II.Kファクターとは何か?
まず、中立軸を理解する必要がある。シートメタルが曲げられるとき、下面は圧縮され、上面は引き伸ばされる。
中立軸は金属の内側にあり、圧縮も膨張もしないため、長さを一定に保つことができる。
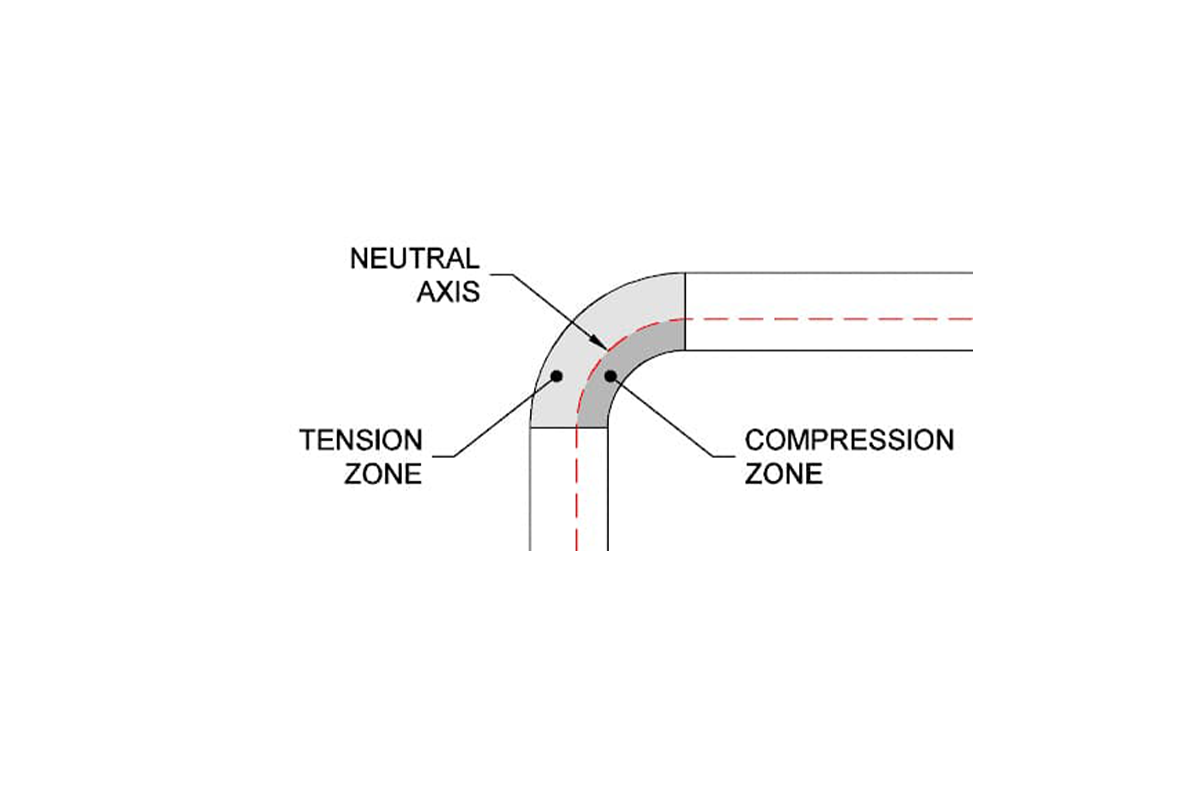
平らなシートメタルでは、中立軸はシートメタルの厚みの半分に均等に位置するが、曲げ加工中に移動する。
中立軸の位置変化は、板の材料特性、厚さ、曲げ角度、内半径、曲げ方法など、さまざまな要因によって決まる。
数学的には、Kファクターは中立軸の位置(t)と板厚(T)の比を表す。

ここで、tは内面から中立軸までの距離、Tは金属の厚さである(図1)。
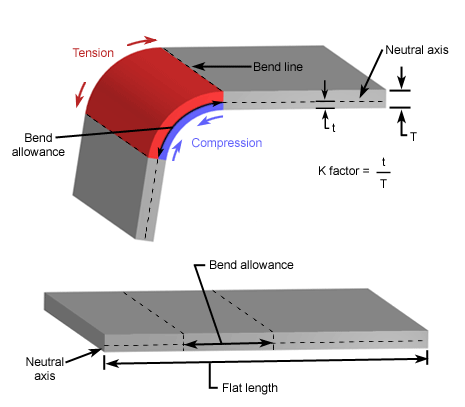
Kファクターは、材料の物理的特性、曲げ方法、曲げ角度、その他の要因によって決定される。
材料特性一般的には 0.30 から 0.50 の間である。一般的に、軟質銅や軟銅のKファクターは0.35、半硬質銅や黄銅、軟鋼、アルミニウムなどのKファクターは0.41、青銅、硬質銅、冷間圧延鋼、バネ鋼などのKファクターは0.45です。
曲げ半径: 曲げ半径が小さいほど、Kファクターは大きくなる。
材料の厚さ材料の厚みが大きいほど、Kファクターは大きくなる。
材料の降伏強度降伏強度が高いほど、Kファクターは小さくなる。
弾性率(ヤング率とも呼ばれる)材料の厚みが大きいほど、Kファクターは大きくなる。
精密板金製造において、Kファクターは極めて重要な要素である。Kファクターは曲げ平坦パターンを計算するために使用され、曲げ時に伸びる板金の長さに直接関係します。
曲げ代と曲げ控除を決定するための基本的な値である。
中立軸までの距離と板厚の比が金属板における中立軸の位置を決定するため、Kファクターを知ることは曲げ後の中立軸の位置を決定するのに役立つ。
また、Kファクターは以下の表でも求めることができる:

を使用することもできます。 オンライン&無料 Kファクター計算機 完璧な板金曲げのために
III.ベンド手当とは?
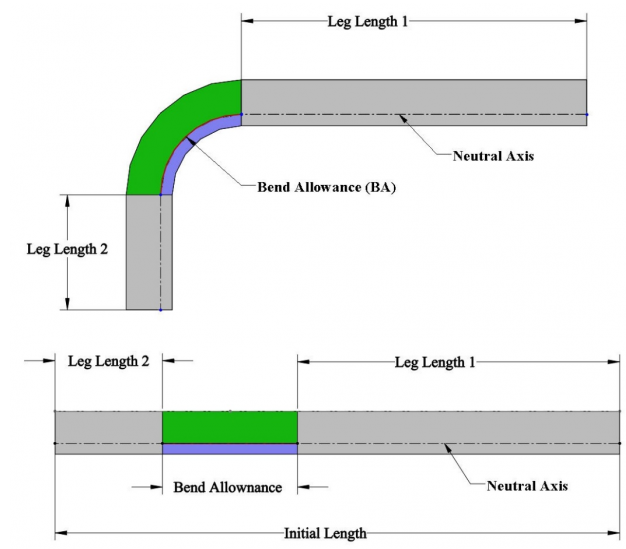
曲げ許容範囲(BA)は、金属板の中立軸に沿って測定される曲げの弧の長さである。
曲げ代を計算したら、それを平らな長さに加え、目的の加工物を形成するのに必要な板金長さを決定する。
下図のように:
平らな長さの計算には以下の式を使用する:
シートメタルフレートの長さ=脚の長さ1+BA+脚の長さ2
ベンド手当計算式:
どこでだ:
A - 曲げ角度
R - 内半径
K - K係数
T - 素材の厚さ
IV.ベンド控除とは何か?
曲げ加工後のフランジ長さ(すなわち全長)は、シートメタルのフラットパターンの長さよりも大きい。
曲げ減点とは、正しい平面パターンを得るために、プレートの全長から取り除く必要がある材料の長さのことである。
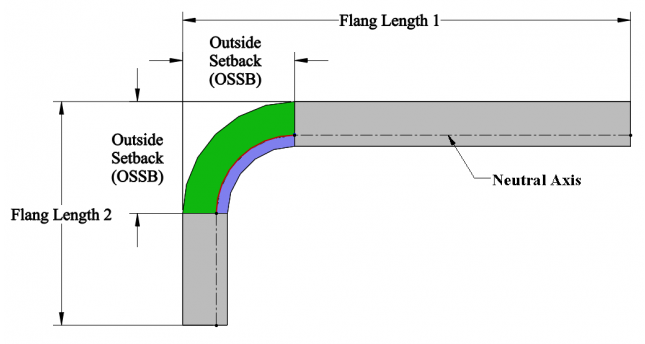
上図によれば、曲げ控除は、曲げ代とアウトサイド・セットバックの2倍の差である。
ベンド控除計算式:

どこでだ:
OSSB - アウトサイド・セットバック(曲げ角度からはみ出す部分の長さ)。
R - 曲げ半径
K - Kファクター(材料特性と厚さによって決まる)
T - 素材の厚さ
A - 希望の曲げ角度(度
厚さ2mmのステンレス鋼板を、曲げ半径 3mmで90°に曲げたいとします。この材料のKファクターは0.44である。曲げ控除を段階的に計算してみましょう:
1.曲げ許容範囲(BA)を計算する:
BA = π * (R + K * T) * (A / 180)
Rは曲げ半径、KはKファクター、Tは板厚、Aは曲げ角度。
値を差し込む:
BA = π * (3 + 0.44 * 2) * (90 / 180) = 4.39mm
2.アウトサイドセットバック(OSSB)を計算する:
OSSB = R + T = 3 + 2 = 5mm
3.ベンドデダクション(BD)を計算する:
bd = 2 * ossb - ba
値を差し込む:
BD = 2 * 5 - 4.39 = 5.61mm
したがって、この2mm厚のステンレス鋼板で曲げ半径3mmの90°曲げを実現するには、曲げ工程で曲げ減点を5.61mmに設定する必要があります。
つまり、曲げ後のスプリングバックを補正するために、シートを5.61mm余分に曲げる必要がある。
曲げ控除を計算することで、曲げ加工前の部品寸法を決定することができ、より良い生産計画と材料の無駄を減らすことができます。
V.結論
Kファクター、曲げ代、曲げ控除を詳しく調べることで、これらの重要なパラメーターが曲げ加工に果たす役割をより深く理解することができます。
Kファクターは曲げ加工中の材料の伸びの程度を決定し、曲げ代は曲げ加工後のワークピースの実際の寸法を定義し、曲げ控除は曲げ加工前のワークピースの寸法を計算するのに役立ちます。
これらのパラメータを正確に計算することは、正確な曲げ加工を実現し、材料の無駄を省くために極めて重要である。
しかし、Kファクター、曲げ代、曲げ減点は、実際の生産現場で試行を繰り返して決める必要があり、理論計算は最初の参考程度にしかならない。
プロのプレスブレーキメーカーをお探しなら、ADH工作機械を検討されることをお勧めします。
40年以上の経験を持つ業界のリーダーとして、ADHはその卓越した製品性能と高品質の顧客サービスを通じて、お客様に包括的な曲げソリューションを提供しています。
あなたは 私の会社の製品ページを見る をクリックして、最新の製品アップデートと技術仕様についてご覧ください。お客様のご要望に合ったプレスブレーキがきっと見つかるはずです。