I.プレスブレーキの紹介
プレスブレーキは、金属加工においてシートメタルを曲げ、さまざまな形状や角度に成形するために使用される重要な機械です。
プレスブレーキの基本的な動作原理は簡単で、ダイと呼ばれる下側の工具の上に金属板を置き、パンチと呼ばれる上側の工具で金属板を強い力で押し下げることで、金属板を曲げ、ダイの形状に沿わせます。
金属部品を精密に成形する能力を持つプレスブレーキは、汎用性が高く、幅広い産業で使用されています。一般的な用途には次のようなものがあります:
自動車産業では、ボディパネル、フレーム、ブラケット、その他の構造部品の成形にプレスブレーキが使用されている。
航空宇宙分野では、機体の一部、翼の部品、エンジンの筐体などをプレスブレーキで製造しています。
建設やインフラ・プロジェクトでは、構造用鋼材、屋根パネル、空調用ダクトなど、プレス曲げ加工された部品が使用される。
プレスブレーキは、電子機器、医療機器、家電製品、家具など、私たちが毎日使う多くの製品の部品も製造しています。
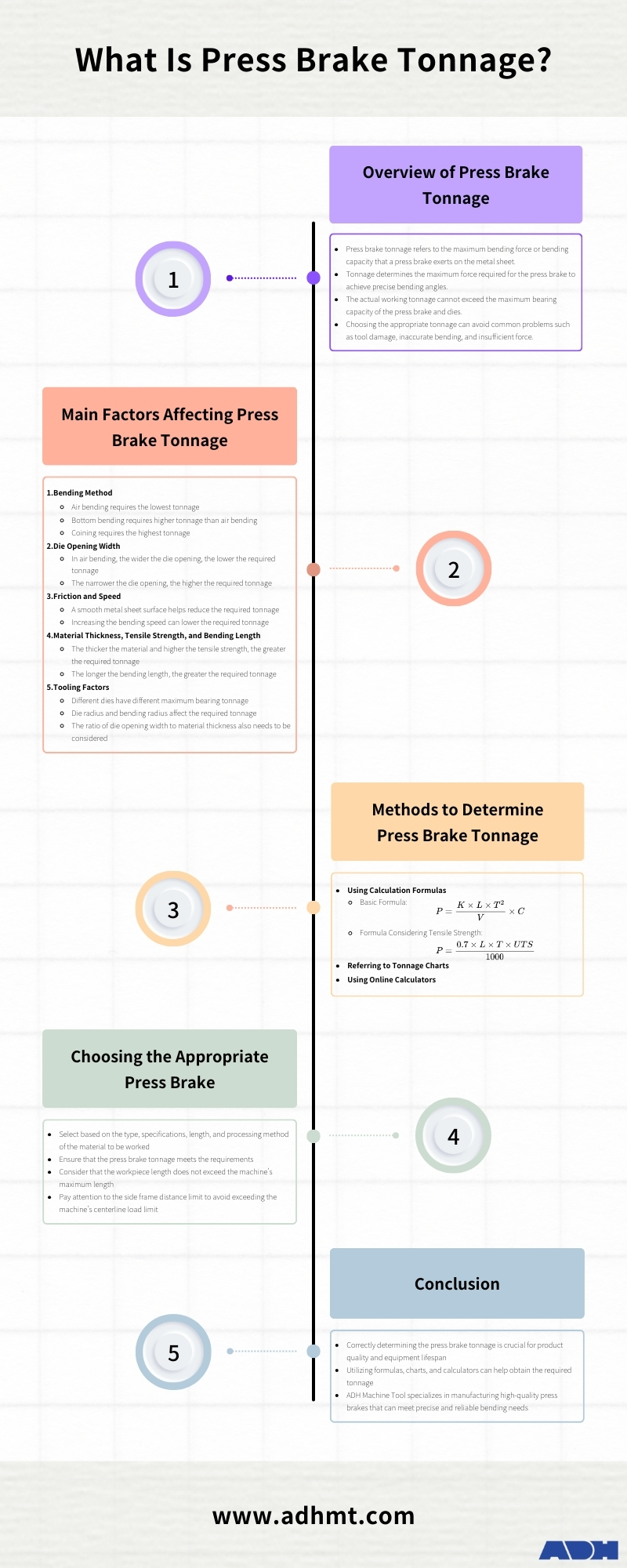
II.プレスブレーキのトン数とは
プレスブレーキのトン数とは プレスブレーキ曲げ力 プレスブレーキを使って金属板を曲げるのに必要な曲げ能力。
プレスブレーキのトン数は、正確な曲げ角度を実現するために金属板にかけられる最大力を決定します。
さらに、実際の作業トン数は、プレスブレーキの作業容量と金型の最大ベアリング容量を超えることはできません。
適切なトン数を選択することで、工具の損傷、不正確な曲げ、必要な曲げを完了するための力不足といった一般的な問題を回避することができます。
実際のトン数は、曲げ半径、曲げ方法、材料の厚さ、材料の引張強さ、ダイス比、材料とダイス間の摩擦、鋼材の圧延方向、加工硬化など、多くの要因に影響される。
一般的に、板金が厚く、硬く曲げられるほど、作業トン数は高くなる。逆に、シートメタルが薄ければ薄いほど、必要なトン数は少なくなる。

プレスブレーキが材料に与える力はトン数で測定され、正確で安定した曲げを保証する上で重要な役割を果たします。
トン数は、曲げ機械が金属板を成形するために発揮できる最大力として定義することができ、通常はトン/フィートまたはキロニュートン/メートルで表される。
それぞれのプレスブレーキには、発生可能な最大力のしきい値や定格があり、機械、工具、材料の損傷を避けるためには、それぞれの用途に適切なトン数を選択することが重要です。
プレスブレーキのトン数の計算は、主に金属板の厚さ、曲げ長さ、V字の開口幅などの要素に基づいています。
プレスブレーキのトン数計算機は、特定の作業に必要な力を決定するために使用できます。
トン数の計算方法は様々であるため、トン数の計測に使用される様々な単位を理解することが極めて重要である。
トン数計算の式例は、引張強さ60000 PSIのAISI 1035冷延鋼板に基づいている。
正確で滑らかな曲げ加工を実現するには、トン数だけでなく、金型角度、Kファクター、工具の適合性などの要素も重要な役割を果たす。
ベンディングマシンのセットアップと操作の際には、一貫した結果を保証し、ベンディングプロセスの効率を維持するために、これらの要素を考慮する必要があります。
プレスブレーキのトン数を測定する方法は複数ありますが、トン数の測定単位を理解することが重要な第一歩です。
プレスブレーキのトン数は、材料の厚さ、曲げ長さ、V字型の金型開口幅などの要素を含む計算式を使って算出することができます。
この計算式は、曲げを達成するために必要な曲げ力を見積もるのに役立つトン数表や計算機と併用することができる。
工具の損傷や、ワークテーブルやラムを損傷させる過大な力を防ぐために、適切なプレスブレーキのトン数を選択してください。
沈みトン数制限とは、工具を通る「パワーフロー」と荷重1フィートまたは1インチあたりの最大トン数を考慮して、パンチをプレスブレーキのベースまたはラムに埋め込むのに必要な時間を指します。
III.プレスブレーキのトン数に影響を与える要因
曲げ方式
| 曲げ方式 | プレスブレーキのトン数への影響 |
| エアベンディング | パンチがダイの中で底付きするため、エア曲げよりも多くのトン数が必要になる。材料はパンチ先端とダイ側壁に接触する。トン数は多くなるが、コイニングほどではない。 |
| ボトム曲げ | パンチがダイの中で底付きするため、エア曲げよりも多くのトン数が必要になる。材料はパンチ先端とダイ側壁に接触する。トン数は多くなるが、コイニングほどではない。 |
| コイニング | 最高のトン数が必要。パンチとダイが素材に完全に接触し、素材を圧縮して薄くする。材料を工具の角度に完全に適合させるため、非常に大きな力が使用される。 |
金属曲げの方法によって必要なトン数は異なる。例えば、エア曲げでは、金型の開口幅を変えることで、トン数を増減させることができます。
曲げ半径は金型の開口幅に影響する。この場合、計算式に方法係数を加える必要がある。ボトム曲げおよびコイニング法を使用する場合、必要トン数はエア曲げの場合よりも高くなります。
底曲げのトン数を計算する場合、空気曲げの1インチあたりのトン数を少なくとも5倍する必要がある。コイニングを使用する場合は、底曲げよりもさらに多くのトン数が必要になる場合がある。
ダイ幅
エア曲げでは、金型の開口寸法が大きくなるにつれて必要なトン数は減少し、開口寸法が小さくなるにつれて増加することがわかった。
これは、ダイの開口部の幅によって内部の曲げ半径が決まるためで、ダイの半径が小さいほど、より多くのトン数が必要になる。
エア曲げでは、ダイ比は通常8:1であり、これはダイの開口距離が材料厚さの8倍であることを意味する。この時点で、材料の厚さは内部曲げ半径に等しくなります。
摩擦とスピード
エア曲げでは、パンチがシートメタルを曲げるために下ダイの開口部を通過する必要がある。
金属板の表面に潤滑剤が塗布されていないと、金型と板金との間の摩擦が増大し、板金を曲げるためにより多くのトン数が必要となり、材料のスプリングバックが減少する。
逆に、板金表面が滑らかで潤滑性があれば、金型と板金間の摩擦が減少し、板金の曲げ加工に必要なトン数が少なくなる。しかし、これは板金のスプリングバックを増加させる。
曲げ速度も必要トン数に影響する。曲げ速度が速くなると、必要トン数は減少する。
速度を上げると、金型とシートメタルの間の摩擦を減らすこともできるが、シートメタルのスプリングバックも大きくなる。
材料の厚さ、引張強さ、曲げ長さ
トン数とは、プレスブレーキが金属板に加える力のことです。したがって、曲げ力の範囲は、曲げられる板金の厚さと引張強さによって決まります。
その要因の一つは、曲げ材料の種類である。材料によって引張強さが異なるため、曲げに必要な力の大きさに直接影響します。
例えば、ステンレス鋼は通常、軟鋼やアルミニウムよりも多くのトン数を必要とする。引張強さとは、ある材料が定常荷重下で耐えられる最大応力のことです。この応力が加えられ、維持された場合、材料は最終的に破断します。
いくつかの材料の代表的な引張強さ
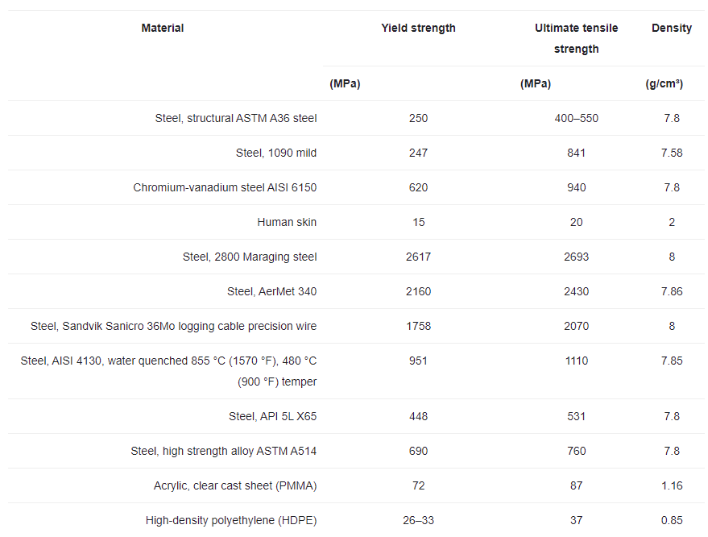
もうひとつの重要な要素は、金属板の厚さである。板厚が厚いほど必要なトン数は大きくなり、逆もまた然りである。
| 素材 | 厚さ(mm) | 曲げ半径 (mm) | トン数乗数 | 必要トン数(トン/m) |
| マイルド・スチール | 1 | 1 | 1 | 10 |
| マイルド・スチール | 2 | 2 | 1 | 40 |
| マイルド・スチール | 3 | 3 | 1 | 90 |
| アルミニウム(5052-H32) | 1 | 1 | 0.45 | 4.5 |
| アルミニウム(5052-H32) | 2 | 2 | 0.45 | 18 |
| アルミニウム(5052-H32) | 3 | 3 | 0.45 | 40.5 |
| ステンレススチール(304) | 1 | 1 | 1.45 | 14.5 |
| ステンレススチール(304) | 2 | 2 | 1.45 | 58 |
| ステンレススチール(304) | 3 | 3 | 1.45 | 130.5 |
| マイルド・スチール | 2 | 1 | 1 | 60 |
| マイルド・スチール | 2 | 3 | 1 | 30 |
| ステンレススチール(304) | 2 | 1 | 1.45 | 87 |
| ステンレススチール(304) | 2 | 3 | 1.45 | 43.5 |
表はそれを示している:
- 材料の厚みが増すと、必要トン数はすべての材料で大幅に増加します。厚さが1mmから2mmに倍増すると、トン数は4倍になります。
- アルミニウムは同じ厚さの軟鋼に比べて約45%のトン数を必要とし、ステンレス鋼は軟鋼に比べて約45%のトン数を必要とする。
- 板厚を一定に保ったまま曲げ半径を小さくすると、必要トン数が増加します。半径を2mmから1mmに半減すると、トン数は50%増加します。
- トン数倍率は材料の種類と引張強さによって異なる。この例では、軟鋼は1.0、アルミニウム5052-H32は0.45、304ステンレス鋼は1.45です。
プレスブレーキ作業台の曲げ長さは、金属板を曲げることができる最大の長さです。プレスブレーキの曲げ長さは、曲げる材料より少し長めにします。
作業台の長さが正しくない場合、金型やその他の部品が損傷する可能性があります。曲げ荷重計算機は、材料の厚みや曲げ長さ、V字開口部の幅などの要素から、必要なトン数を割り出すのに役立ちます。
工具係数
プレスブレーキパンチも考慮すべき要素です。これらのパンチにもプレスブレーキの荷重制限があります。直角V型パンチは大きなトン数の荷重に耐えることができます。
グースネック・ダイのような鋭角ダイスは、そのわずかな角度と使用される材料の少なさにより、重い荷重に耐えることができない。
異なる金型を使用する場合、その最大曲げ力を超えてはならない。さらに、金型半径と曲げ半径も必要トン数に影響します。
金型半径が大きくなると、必要な曲げ力が増加する可能性がある。同様に、曲げ半径が大きくなると、必要なトン数が増える可能性があります。
金型開口部の幅と材料の厚さの比率も考慮すべき要素である。より薄い材料の場合は、金型比率を低くすることをお勧めします(例えば6対1)。
より厚い材料は、曲げ力を低減し、曲げ機械の能力内でアプリケーションを維持するために、より高い金型比(10対1または12対1など)を必要とする場合があります。
IV.プレスブレーキのトン数を決めるには?
基本的なトン数計算式:
どこでだ:
- P:必要トン数(トン)
- K: K係数、材料に依存、例えば軟鋼の場合1.45
- L:曲げ長さ(mm)
- T:材料の厚さ(mm)
- V:Vダイ開口幅(mm)
- C:定数、インペリアル単位は25、メートル単位は2.5
引張強さを考慮した計算式:
どこでだ:
- UTS:材料の極限引張強さ(N/mm^2^)、例:低炭素鋼は450
プレスブレーキのトン数は、プレスブレーキのトン数表によって決定することができます。
プレスブレーキのトン数表:
| V | B | R | S | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.6 | 0.8 | 1 | 1.2 | 1.5 | 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | 8 | 10 | 12 | 14 | |||
| 4 | 3 | 1 | 41 | 59 | ||||||||||||||||
| 6 | 4 | 1 | 27 | 39 | 69 | 108 | ||||||||||||||
| 8 | 6 | 1 | 29 | 52 | 81 | 117 | ||||||||||||||
| 10 | 7 | 2 | 23 | 42 | 65 | 94 | 146 | |||||||||||||
| 12 | 8 | 2 | 35 | 54 | 78 | 122 | 217 | |||||||||||||
| 14 | 10 | 2 | 46 | 67 | 104 | 186 | 290 | |||||||||||||
| 16 | 11 | 3 | 59 | 91 | 163 | 254 | ||||||||||||||
| 18 | 13 | 3 | 81 | 144 | 226 | 325 | ||||||||||||||
| 20 | 14 | 3 | 130 | 203 | 293 | 398 | ||||||||||||||
| 24 | 17 | 4 | 108 | 169 | 244 | 332 | 433 | |||||||||||||
| 28 | 20 | 5 | 145 | 209 | 284 | 371 | 470 | |||||||||||||
| 32 | 23 | 5 | 127 | 183 | 249 | 325 | 411 | 508 | ||||||||||||
| 36 | 25 | 6 | 163 | 221 | 289 | 366 | 451 | |||||||||||||
| 40 | 28 | 7 | 199 | 260 | 329 | 406 | 585 | |||||||||||||
| 45 | 32 | 8 | 177 | 231 | 293 | 361 | 520 | |||||||||||||
| 50 | 35 | 8 | 208 | 263 | 325 | 468 | 832 | |||||||||||||
| 55 | 39 | 9 | 239 | 295 | 425 | 756 | ||||||||||||||
| 60 | 42 | 10 | 271 | 390 | 693 | 1083 | ||||||||||||||
| 65 | 46 | 11 | 250 | 360 | 640 | 1000 | ||||||||||||||
| 70 | 49 | 12 | 334 | 594 | 929 | |||||||||||||||
| 80 | 57 | 13 | 293 | 520 | 813 | 1170 | ||||||||||||||
| 90 | 64 | 15 | 462 | 722 | 1040 | 1416 | ||||||||||||||
| 100 | 71 | 17 | 416 | 650 | 936 | 1274 | ||||||||||||||
| 120 | 85 | 20 | 542 | 780 | 1062 |
注:
- 表中のプレスブレーキのトン数の単位は KN
- 上記のデータは、引張強さ450N/mm²の1m金属板を曲げた場合のものです。
この表のトン数は、材料の引張強さσb=450N/mm2を基準としています。表中の数値は、金属板の長さが1mの場合の曲げ力です。
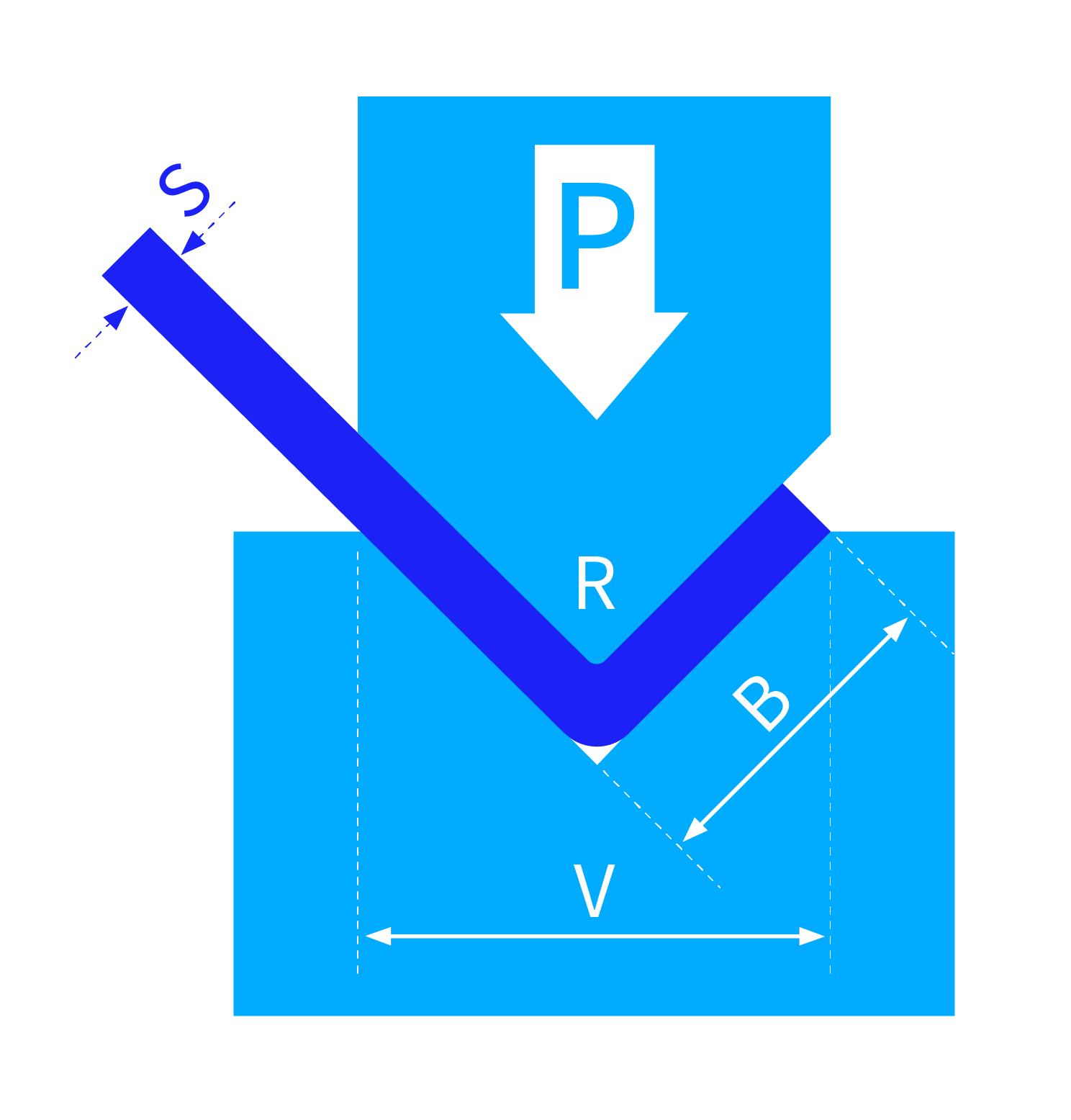
どこでだ:
- P=曲げ力
- S=金属板の厚さ
- V=下金型のV開度
- B=最小曲げフランジ R=内側半径
例えば、S=5mm、V=40(Vダイの開口部の幅はシートの厚さの8~10倍)の場合、チャートの値は400であることがわかる。
この表から、厚さ5mm、長さ1mの板金を曲げる場合、プレスブレーキのトン数は400KNであることがわかります。プレスブレーキのトン数もトン数計算式で計算できます:
P=650S²L/V (σb=450N/mm²)
どこでだ:
- P:曲げ力(Kn)
- S:プレートの厚さ(mm)
- L:プレートの幅(mm)
- V:下型のV開度(mm)
この計算式の計算結果は、トン数表の値とほぼ等しくなる。
曲げ材料が異なる場合は、下表の係数を用いて計算結果を掛け合わせる。
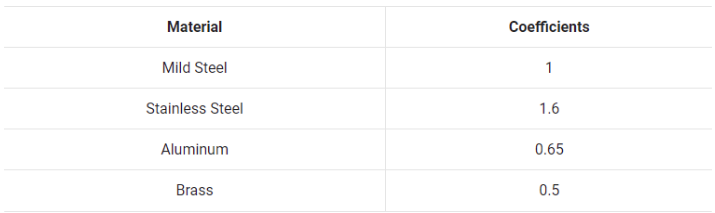
下記のトン数計算機を使って直接結果を得ることができます。
どの方法でトン数を決定するにしても、機械と金型のトン数範囲を超えないようにしてください。
間違ったトン数を使用すると、金型や作業部品が損傷することがあります。
最悪の場合、機械の変形を引き起こし、曲げ作業者の安全を脅かすことさえある。
V.正しいプレスブレーキの選択
プレスブレーキを選ぶ際には、曲げ加工する材料の種類、仕様、長さ、加工方法を考慮することが重要です。これらの要素は、特定のプロジェクトに必要なトン数と寸法に影響します。
プレスブレーキの適正トン数は、機械全体の性能と曲げ能力に影響するため、決定することが重要です。
適切なトン数を計算するには、金属板の厚さ、曲げ長さ、推奨V字型金型開口幅を考慮したプレスブレーキのトン数計算機を使用できます。
プレスブレーキを選ぶ際のもう一つの重要な要素は、ワークの長さです。必要な長さによって、必要な機械のサイズが決まります。
効率的で正確な曲げ加工を行うため、ワークの長さは機械の最大長を超えないようにしてください。
最後に、サイドフレーム間の距離に関連する機械のトン数制限を考慮しなければならない。サイドフレーム間距離の制限を超えると、マシンの中心線荷重の制限を超えるため、マシンが損傷する可能性がある。
VI.結論
結論として、プレスブレーキのトン数と荷重限界を決めることは、最終製品の品質と設備の寿命に直接影響するため、非常に重要です。
不十分なトン数のプレスブレーキを使用すると、不正確な曲げ角度、一貫性のない曲げ線、スプリングバックの増加など、多くの問題が発生します。その結果、部品が仕様に適合しなくなり、コストのかかる再加工やスクラップにつながる可能性があります。
一方、過大なトン数の機械を使用すると、金型の早期摩耗や破損など、金型にダメージを与え、機械のフレームや油圧システムに過負荷をかける可能性がある。
この記事で取り上げた計算式やツールを活用することで、十分な情報を得た上で決定を下し、ニーズに合ったプレスブレーキを選択することができます。
業界における40年以上の経験を持つADH工作機械は、正確で信頼性の高い曲げ結果を提供するように設計された高品質のプレスブレーキの製造に特化しています。
新しいプレスブレーキをお探しの方、または既存の設備のアップグレードをお考えの方は、ぜひ以下をご覧ください。 製品ページを見る をご覧ください。